物性參數對焊接溫度場模擬計算的影響
2015-05-11 07:14:28仇恒國霍玉雙
山東建筑大學學報 2015年5期
關鍵詞:焊縫
仇恒國,霍玉雙
(山東建筑大學材料科學與工程學院,山東濟南250101)
物性參數對焊接溫度場模擬計算的影響
仇恒國,霍玉雙*
(山東建筑大學材料科學與工程學院,山東濟南250101)
數值模擬技術在焊接領域應用越來越廣泛,對焊接領域生產應用和實驗研究具有重要的工程使用價值及理論意義。文章利用雙橢圓分布熱源模型,對304不銹鋼TIG焊接溫度場進行計算,分析比熱容(Cp)、熱傳導系數(λ)、熱損失系數(α)三個物性參數在不同取值下對焊接溫度場計算結果的影響。結果表明:比熱容(Cp)的取值變化對焊接溫度場計算結果影響最大,其熔深、熔寬變化值四組取值的計算結果分別為0.923、0.162 mm;熱傳導系數(λ)的影響次之,其熔深、熔寬變化值分別為0.522、0.057 mm;熱損失系數(α)的四組取值的計算結果基本保持不變,其熔深、熔寬變化值分別為0.05、0.003 mm。
焊接溫度場;數值模擬;TIG焊
0 引言
計算機技術的發展推動了數值模擬技術在焊接熱過程研究中的廣泛應用。數值模擬技術不僅代替了大量的工藝實驗,還節約了大量的人力、物力、財力、時間,并且帶來了良好的經濟效益[1-4]。利用這一技術,國內外研究人員對焊接溫度場分布、流場分布、焊接應力場分布、焊接電弧流場及力場分布等進行了深入的研究,得出了相關的機理及規律,從而可以實現對焊接接頭組織性能的預測,以及對焊接結構設計和工藝參數進行優化等[5]。在各種場的數值模擬計算中,材料的物性參數是隨溫度變化的非線性函數,其變化差異非常大,比如低合金鋼和低碳鋼的熱傳導系數隨著溫度升高而下降,而高合金鋼的熱傳導系數則呈現先增高后下降的變化趨勢[6-7]。由于物性參數的取值存在較大的任意性、盲目性,在保證計算精度的前提下,為提高計算速度,在各種計算中通常假定材料各向同性,物性參數取值為常數。同時,不斷的調整各物性參數的取值,從而降低了計算速度,但會提高計算成本。文章以TIG焊接溫度場的數值計算為例,分析比熱容(Cp)、熱損失系數(α)、熱傳導系數(λ)對計算結果的影響規律,對于焊接熱過程數值模擬計算過程中物性參數的取值具有重要的指導意義。
1 物性參數及取值范圍
TIG焊接效率低,焊縫熔深小,同時焊接過程中受焊接速度的影響,熔池呈現前小后大的形貌分布特征,綜合考慮這兩個因素,熱源模型選定采用雙橢圓分布模式[8-9]。利用雙橢圓的熱源分布模型對304不銹鋼的TIG焊接熱過程進行數值計算。試件尺寸為50.5 m m×29.5 m m×3 m m。分析比熱容(Cp)、熱損失系數(α)、熱傳導系數(λ)的取值對計算結果的影響。表1為計算中用到的304不銹鋼的其他熱物性參數。

表1 材料304不銹鋼的熱物性參數
1.1 比熱容(Cp)
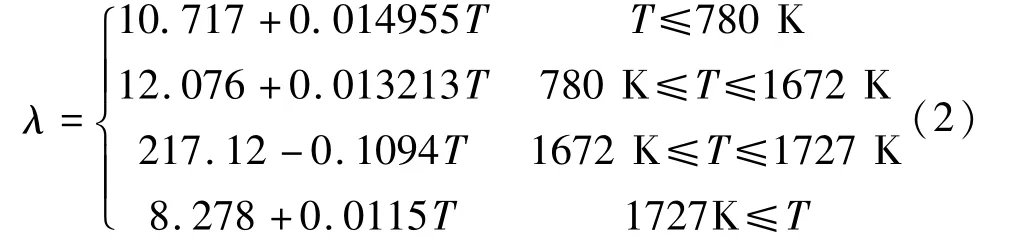
比熱容(Cp)又稱比熱容量,是單位質量的某種物質,在溫度升高時吸收的熱量與它的質量和升高的溫度乘積之比,是表示物質熱性質的物理量。比熱容(Cp)與物質的狀態和物質的種類有關,304不銹鋼比熱容(Cp)與溫度的函數關系由式(1)[10]表示。

式中:Cp為比熱容,J/(k g·K);T為溫度,K。
1.2 熱傳導系數(λ)
熱傳導系數(λ)是指在穩定傳熱條件下,板厚為1 m的材料,兩側表面的溫差為1 K,在1 s內,通過1 m2面積傳遞的熱量,W/(m·K)。熱傳導系數(λ)高的物質有優良的導熱性能。304不銹鋼的熱傳導系數(λ)與溫度的函數關系由式(2)[10]表示。
式中:λ為熱損失系數,W/(m·K)。
1.3 熱損失系數(α)
304不銹鋼的熱損失系數(α)與溫度的函數關系如式(3)所示[10]。

式中:α為熱損失系數,W/(m2·K)。
由表1可知304不銹鋼的熔點和沸點分別為1723和3073 K。根據式(1)、(2)、(3)可以得出比熱容(Cp)的取值范圍在687.9到793.4 J/(k g·K)之間,熱傳導系數(λ)的取值范圍在29.7到43.6 W/(m·K)之間,熱損失系數(α)的取值范圍在343.8到831 W/(m2·K)之間。在各自取值范圍內,分別取出4組數據進行計算,研究不同取值對焊接溫度場計算結果的影響。為便于分析,計算中每次只改變一個物性參數的數值,其他兩個物性參數取值保持不變。
2 程序編寫
利用有限差分法對雙橢圓熱源分布模型進行離散化。為保證計算精度、提高計算速度采用非均勻網格劃分模式,即焊縫區以及近縫區采用密網格劃分,而在工件的其他區域采用擴張系數為定值(計算中取1.5)的粗網格劃分,沿著工件厚度網格劃分為均勻網格。利用Visual Fortran編寫計算程序,為便于程序的調試、編譯和改進,使程序具有良好的可讀性和擴展性,采用模塊化程序設計。
3 模擬計算與結果分析
3.1 比熱容對焊接溫度場模擬計算的影響
圖1是比熱容(Cp)分別取值為690、710、730和750 J/(k g·K)時計算的焊縫截面形貌。計算中保持熱傳導系數(λ)、熱損失系數(α)取值不變,分別取值為λ=32.5W/(m·K)和α=520W/(m2·K)。由圖1(a)可知,隨著比熱容(Cp)的增大,焊縫熔深減小,當比熱容(Cp)取690 J/(k g·K)時,其為全熔透焊縫,取值710 J/(k g·K)時的熔深為2.497m m,其為未熔透焊縫,730 J/(k g·K)時的熔深為2.215 m m,750 J/(k g·K)時的熔深為2.017 m m,其變化值為0.923 m m。由圖1(b)可知,取值690 J/(k g·K)時的熔寬為3.264 m m;取值710 J/(k g·K)時的熔寬為3.208 m m;取值730 J/(k g·K)時的熔寬為3.154 m m;取值750 J/(k g·K)時的熔寬為3.102 m m,變化值為0.162 m m。從圖1(a)和圖(b)中可知比熱容的取值變化對焊接溫度場的計算結果影響很大。
3.2 熱傳導系數對焊接溫度場模擬計算的影響
圖2是熱傳導系數(λ)分別取值為31、33、35和37W/(m·K)時計算的焊縫截面形貌。計算中保持比熱容(Cp)、熱損失系數(α)取值不變,分別取值為Cp=710 J/(k g·K)和α=520 W/(m2·K)。由圖2(a)可知,隨著熱傳導系數(λ)的增大,焊縫熔深減小,并且在4個取值中取值37W/(m·K)時的熔深最小,其為2.195 m m;取值為31 W/(m·K)時的熔深最大為2.717 m m,雖然其變化值為0.522 m m,但計算結果均為未熔透。由圖2(b)可知;取值31W/(m·K)時的熔寬為3.297 m m;取值33 W/(m·K)時的熔寬為3.238 m m;取值35 W/(m·K)時的熔寬為3.181m m,取值37W/(m·K)時的熔寬為3.124 m m,變化值為0.057m m。從圖2(a)和(b)中熱傳導系數的取值變化對熔深的計算結果影響較小。
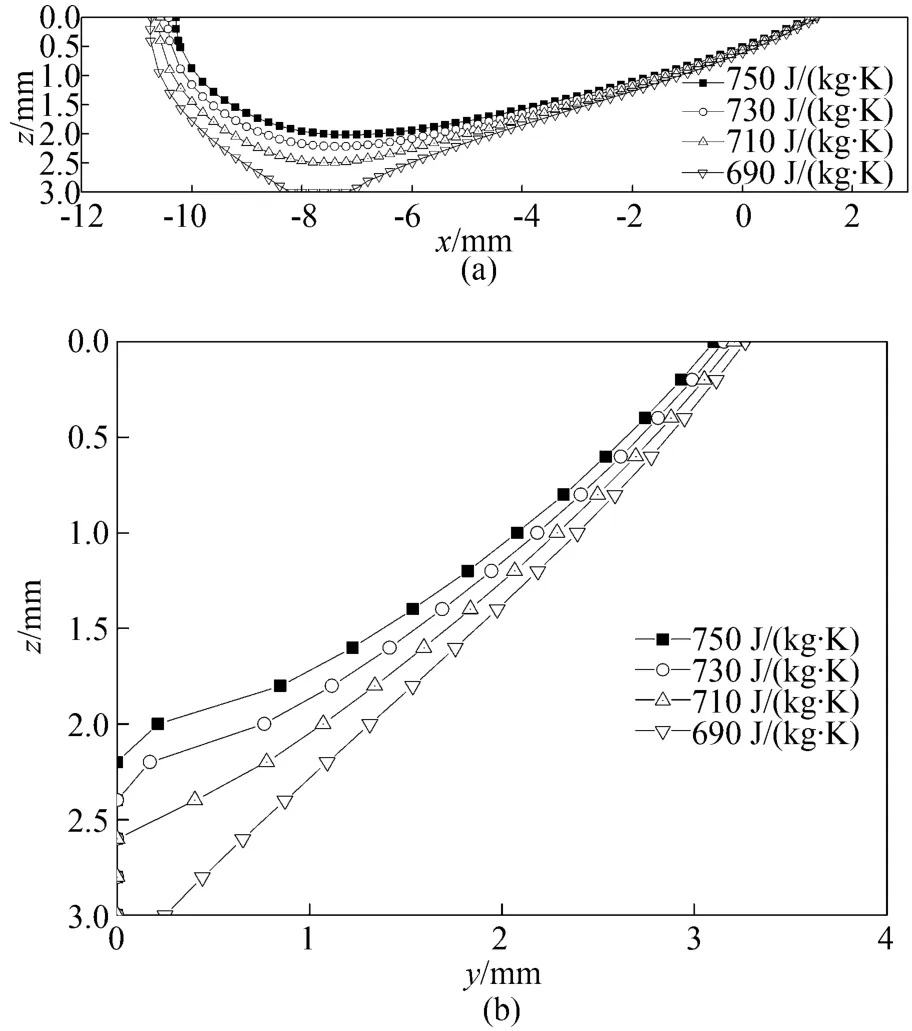
圖1 不同比熱容(Cp)取值的焊縫截面計算結果(λ=32.5W/(m·K)、α=520W/(m2·K))
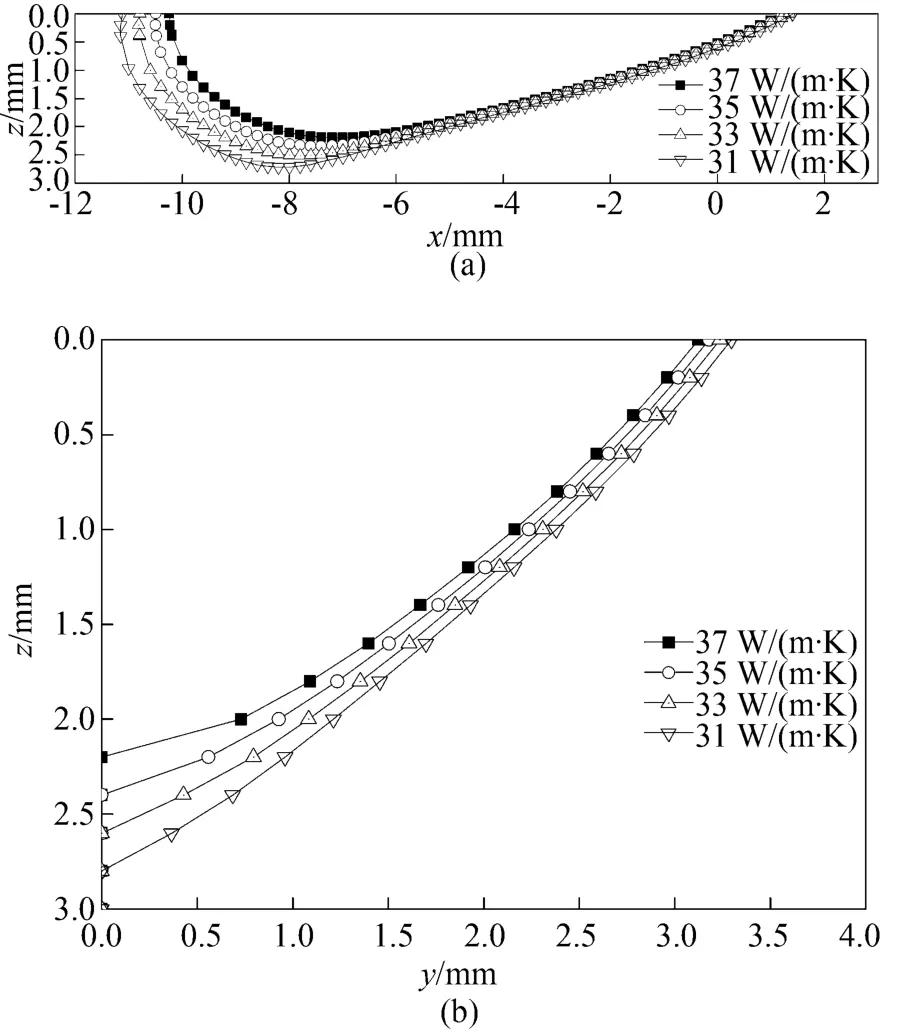
圖2 不同熱傳導系數(λ)取值的焊縫截面計算結果(Cp=710 J/(k g·K),α=520W/(m2·K))
3.3 熱損失系數對焊接溫度場模擬計算的影響
圖3是熱損失系數(α)分別取值為450、470、490和510W/(m2·K)時計算的焊縫截面形貌。計算中保持比熱容(Cp)、熱傳導系數(λ)取值不變,分別取值為Cp=710 J/(k g·K)和λ=32.5 W/(m·K)。由圖3(a)可知,熱損失系數(α)的取值對于熔深的計算結果影響很小,取值450 W/(m2·K)時的熔深為2.361m m;取值510W/(m2·K)時的熔深為2.311 m m,變化值為0.05m m,計算結果顯示均為未熔透。由圖3(b)可知,不同熱損失系數(α)的取值對于熔寬的計算結果影響很小,取值510W/(m2·K)時的熔寬為3.179 m m;取值450W/(m2·K)時的熔寬為3.182m m,變化值只有0.003m m,計算結果基本保持不變。從圖3中可知熱損失系數(α)取值變化對焊接溫度場的計算結果影響微小。

圖3 不同熱傳導系數(α)取值的焊縫截面計算結果(Cp=710 J/(k g·K),λ=32.5W/(m·K))
4 結論
文章利用雙橢圓熱源分布模型對304不銹鋼TIG焊接溫度場進行計算,改變比熱容(Cp)、熱傳導系數(λ)、熱損失系數(α)3個物性參數的取值,分析計算結果的變化,研究物性參數的取值變化對焊接溫度場計算結果的影響規律。結果表明:
(1)比熱容(Cp)的不同取值使得焊縫熔深及熔寬的變化值分別為0.923、0.162 m m,對焊接溫度場模擬計算結果的影響顯著;
(2)熱傳導系數(λ)的不同取值使得焊縫熔深及熔寬的變化值分別為0.522、0.057 m m,對計算結果影響很小;
(3)熱損失系數(α)的不同取值使得焊縫熔深及熔寬的變化值分別為0.05、0.003 m m對計算結果影響很小甚至可以忽略不計。
[1] 宮大猛,雷毅.數值模擬在焊接中的應用分析[J].電焊機,2012,42(6):58-62.
[2] 盧振洋.基ANSYS薄板GTAW焊接溫度場數值模擬[J].微計算機信息,2007,23(2):291-292.
[3] 吳圣川,劉建華.鋁合金激光-電弧復合焊的有限元數值模擬[J].航空制造技術,2005(12):74-76.
[4] 許海玲,劉小平.基ANSYS模擬不同參數對20鋼焊接溫度場的影響[J].金屬鑄鍛焊技術,2011(8):122-125.
[5] 吳言高,李午申.焊接數值模擬技術發展現狀[J].焊接學報,2002,23(3):90-92.
[6] D.拉達伊.焊接熱效應溫度場、殘余應力、變形[M].熊弟京,鄭朝云,史耀武,譯.北京:機械工業出版社,1997.
[7] 馬琳,原津萍.多道激光熔覆溫度場的有限元數值模擬[J].焊接學報,2007,28(7):109-112.
[8] 武傳松,曹振寧.熔透情況下三維TIG焊接熔池流場和熱場的數值分析[J].金屬學報,1992,28(10):B 427-B 432.
[9] 谷京晨,童莉葛.焊接數值模擬中熱源的選用原則[J].材料導報A:綜述篇,2014,28(1):143-146.
[10]莊其仁.激光焊接溫度場解析計算[J].華僑大學學報(自然科學版),2001,22(3):247-253.
[11]王中輝,王玉.焊接數值模擬方法[J].電焊機,2010,40(7):24-27.
[12]閆德俊,劉雪松.焊接過程數值模擬材料參量的確定[J].焊接學報,2012,33(9):24-28.
[13]成滿慶,安艷麗.電流參數變化對電弧溫度場和速度場的影響[J].焊接學報,2010,31(4):34-37.
[14]霍玉雙.基于力平衡條件下等離子弧焊小孔形狀分析[D].濟南:山東大學,2010.
[15]李海鳳,牛玉超.工藝參數對直流磁控濺射膜沉積的影響[J].表面技術,2009,38(5):67-70.
(學科責編:李雪蕾)
Effect of physical parameters on numerical calculation of welding tem perature field
Qiu Hengguo,Huo Yushuang*
(School of Material Science and Engineering,Shandong Jianzhu University,Jinan 250101,China)
Numerical calculation of welding temperature field can provide more theoretical basis for production and experimental research,which has theoretical and practical significance.The paper takes 304 stainless steel as base material and takes the calculation of TIG welding temperature field as an example,The double elliptic distributionmodes is used as heat source.Through changing thermal physical parameters values of the material(thermal conductivity(λ),specific heat capacity(Cp),heat loss coefficient(α)),the effect of thermal physical parameters on the temperature field of welding are analyzed.The results show the influence of specific heat capacity on the calculation ofwelding temperature field ismost..In the four groups,the change values ofweld depth and weld width are 0.923mm and 0.162 mm;the influence of thermal conductivity is less,the change values of weld depth and weld width are 0.522 mm and 0.057 mm;the influence of heat loss coefficient is least,the calculated value is fairly constant,the change values ofweld depth and weld width are 0.05mm and 0.003mm.
welding temperature field;numerical calculation;TIG welding
TG456.2
A
2015-06-03
仇恒國(1989-),男,在讀碩士,主要從事焊接熱過程的數值模擬等方面的研究.E-mail:qiuhg163@163.com
*:霍玉雙(1974-),女,副教授,博士,主要研究焊接過程的自動控制、焊接熱過程的數值模擬等方面的研究.
E-mail:hys6789@126.com
1673-7644(2015)05-0452-04
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07