基于圖像處理技術的YSQ-3型液化石油氣瓶閥外螺紋加工質量檢測方法的研究
2015-05-11 03:11:56
制造業自動化 2015年14期
王曉東1,渠立琛2,張 煒2,孫 銳2
(1.長春工業大學 工程訓練中心,長春 130012;2.長春工業大學 機電工程學院,長春 130012)
基于圖像處理技術的YSQ-3型液化石油氣瓶閥外螺紋加工質量檢測方法的研究
The study on detection method of machining quality of YSQ-3 liquefied oil cylinder valve external thread based on Image processing technology
王曉東1,渠立琛2,張 煒2,孫 銳2
(1.長春工業大學 工程訓練中心,長春 130012;2.長春工業大學 機電工程學院,長春 130012)
介紹了基于圖像處理技術對YSQ-3型液化氣瓶閥外螺紋各參數的非接觸檢測方法。通過對采集的圖像進行圖像預處理、二值化處理、邊緣檢測,得到外螺紋的清晰輪廓。擬合提取的輪廓,計算出外螺紋各參數的值,實現對外螺紋的加工質量的準確判定。試驗結果表明,相比傳統的檢測方法,該方法克服了環規檢測方法效率低,人為因素影響大等缺點。應用此方法,螺紋的檢測效率提高了近50倍,中徑、螺距和牙高的檢測精度達到了0.001mm。
圖像處理;液化氣瓶閥外螺紋;非接觸檢測
0 引言
YSQ-3型液化石油氣瓶閥主要用于輸氣管和鋼瓶的連接,其表面螺紋的加工質量是影響螺紋的密封性進而引發氣體泄漏的主要因素之一,在閥門出廠使用前要嚴格對其圓錐外螺紋進行檢測,從而有效地保證加工質量。目前,國內現有的液化氣瓶閥外螺紋的加工質量檢測方法,通常是校對規法及三針法[1]。這些接觸式的檢測方法存在許多不足之處,如:受人為因素影響很大,判定存在不確定性,效率低,滿足不了大批量產品的實時在線檢測要求[2]。同時,測量中產生的應力會引起工件的變形,更會導致量具磨損,成本增加。因此,尋求一種對螺紋的非接觸在線檢測方法成為廠家們共同追求的目標。
本文基于圖像處理技術對YSQ-3型液化氣瓶閥外螺紋各參數進行檢測。通過對CCD攝像機獲取的圖像進行分析處理,根據錐螺紋各參數的定義,精確地計算出螺紋的幾何參數,與標準螺紋數據庫中的數據進行判定。此種非接觸測量方式,精度高,效率高,適合螺紋的多參數實時在線檢測[3],對實現液化氣瓶閥外螺紋檢測的自動化、精確化、快速化具有重大的現實意義。
1 圖像處理
為了實現對液化氣瓶閥外螺紋的有效判定,我們需要盡可能多的提取所獲圖像的特征信息。由于外界的噪聲干擾,所獲取的圖像包含一些不需要的信息,如果直接從原始圖像中提取特征點,得不到準確的輪廓信息。因此,在特征提取之前需要對原始圖像進行處理,處理流程如圖1所示。
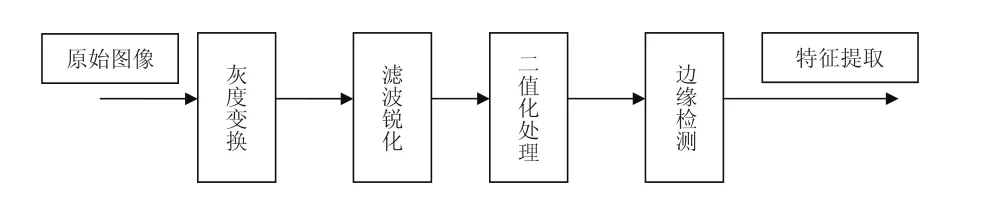
圖1 圖像處理流程圖
1.1 灰度變換
如圖2所示,外螺紋的原始圖像中灰度對比度不足,螺紋輪廓顯得較為模糊,需要對圖像進行灰度級修正,將我們感興趣的外螺紋輪廓邊緣的灰度區間[a,b]擴展,對不感興趣的螺紋體中間部分的灰度區間[0,a]與[b,m]進行壓縮抑制,所用的分段線性變換數學表達式為:
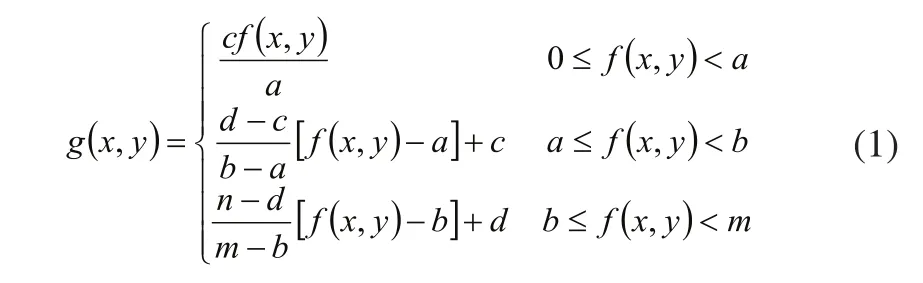
其中f(x,y)為輸入圖像,g(x,y)為輸出的圖像。
通過灰度調整,如圖3所示,原始圖像各部分的灰度反差得到增強,提高了圖像的質量,更好的為后續二值化、邊緣檢測做準備。
1.2 圖像濾波
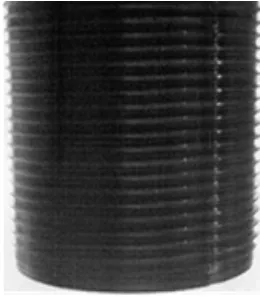
圖2 外螺紋的原始圖像
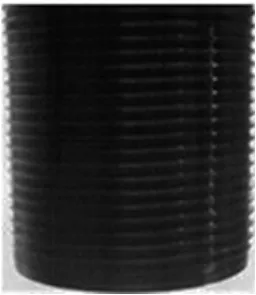
圖3 灰度調整后的圖像
由圖4可以看出經過灰度調整后的圖像在螺紋邊緣處仍然存在一些噪聲,這些噪聲會對螺紋邊緣的精確提取產生不利影響,需要進一步對圖像進行相應的濾波處理。對比各種濾波方式,中值濾波更適合對外螺紋圖像進行銳化濾波[4],用排序后的像素的中間灰度代替濾波器的輸出灰度,公式為:

從圖5為可以看出原先那些突兀的、離散的、孤立的噪聲被過濾掉,同時很好的保存了邊緣信息,防止了螺紋輪廓的模糊。

圖4 濾波前的輪廓局部放大圖

圖5 中值濾波處理后的外螺紋圖像
1.3 二值化處理
中值濾波后的外螺紋圖像受干擾較小,且外螺紋體與背景區域間的對比度較好,如圖6所示,得到的外螺紋圖像的灰度直方圖是較為理想的兩峰一谷狀,通過實際測算,選取閥值為155。
利用閥值對YSQ-3型液化氣瓶閥外螺紋圖像進行二值化,將0~255共256個灰度值進行分割,像素灰度大于閥值155,記為1,小于閥值155記為0,圖7是二值化后的外螺紋圖像。

圖7 二值化的外螺紋圖像
1.4 外螺紋邊緣檢測及輪廓的提取
完成了圖像的二值化后,對黑白二值圖像中的螺紋邊界進行搜索,提取出清晰地外螺紋輪廓。由于Canny算子能在抑制噪聲和邊緣檢測之間取得較好的平衡,對真實存在的邊緣不會漏檢,更不會把非邊緣點檢出,得到的信噪比較大[5],所以選用Canny算子對錐螺紋輪廓進行邊緣檢測運算,過程可表示為:

如圖8是Canny算子邊緣檢測的結果,具有良好的邊緣外螺紋輪廓。
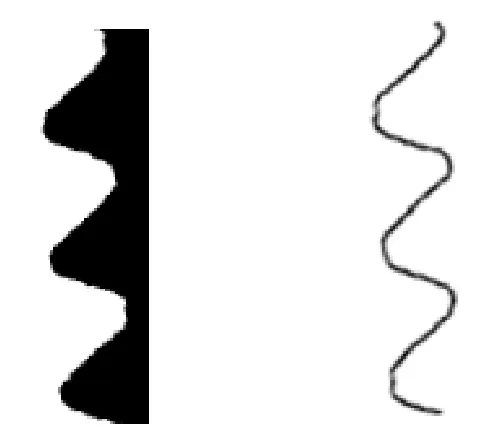
圖8 Canny算子檢測的外螺紋局部輪廓
2 外螺紋幾何參數的計算
中徑、螺距和牙高是對螺紋密封性和可靠性影響較大的幾個參數,也是螺紋加工質量的主要判定依據。計算各個幾何參數,需要測量出圖像上的螺紋參數所包含的像素點數,然后用像素點數除以提前確定好的標定系數k,即可獲得螺紋幾何參數的實際尺寸[6]。其中,實測的標定系數k=L1/L0約等于0.0455mm/pixel,L1為圖像上的尺寸(以像素點數量表示),L0為外螺紋的實際尺寸(以cm或mm表示)。
2.1 主要螺紋參數的計算
在對螺紋參數進行測量之前,用最小二乘法先對螺紋外輪廓牙型的兩側進行擬合,根據建立的坐標系計算各個參數值。查氣瓶專用螺紋標準[7],此型號螺紋的基距L為17.67mm,在y軸上找出距離螺紋小端面L處的基準平面位置,然后對外螺紋輪廓進行掃描,如圖9所示,找到|AB|=|BC|時的直線AC,同時找到直線DF。兩直線與垂直于軸線的直線l分別交于M(xg,yg)和N(xh,yh),得基面中徑d=|xg-xh|。

圖9 外螺紋中經測量示意圖

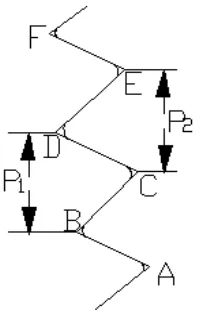
圖10 外螺紋螺距測量示意圖


圖11 外螺紋牙型高度測量示意圖
2.2 測量數據的評定
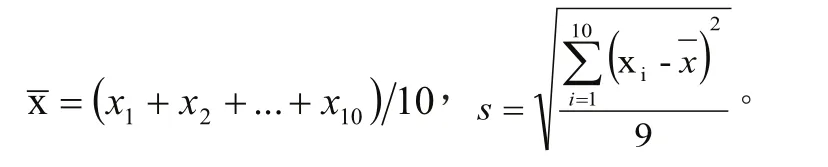
YSQ-3型液化氣瓶閥外螺紋規格是PZ27.8,牙數為14,錐度為3:25。對表1,表2中隨機抽取的10個樣本的測量結果進行計算均值和標準偏差s,其中,
分析可得,外螺紋的幾個主要參數的測量精度可以達0.001mm。其中,基面中經的圖像測量精度比人工的測量精度高出了一個數量級,圖像所測的基面中經=26.6094mm更接近液化石油氣瓶閥外螺紋的標準值,且用圖像測量的數據更可靠,s為0.08123小于人工的0.08644。另外,用此方法測量的螺距值,極限偏差都在標準螺距的偏差范圍內,其s為0.02395,準確性和可靠性都能滿足螺距的在線檢測要求;由于螺紋牙高較小,均值只有1.1586mm,人工測量困難,而用此方法測量的牙高的最大偏差為+0.019mm,其標準偏差僅為0.01231。綜上,用此方法對YSQ-3型液化氣瓶閥外螺紋各參數測量均滿足檢測要求,具有很高的可靠性。
表3是我們對10個工件的圖像檢測時間和人工檢測時間做的記錄,從中可得,基于圖像處理方法的單件檢測時間僅為190ms~220ms,遠遠的低于人工所用時間,大大縮短了在線檢測的周期,提高了效率。
3 結論
對YSQ-3型液化氣瓶閥外螺紋的加工質量采用的基于圖像處理的檢測方法,實現了螺紋幾何參數精確測量,大大的縮短了工件的檢測周期,提高了對工件加工質量的檢測效率。實踐應用結果證明,該方法能滿足工業生產流水線的100%檢測要求,保證了外螺紋實時、準確、快速的檢測,盡可能的避免了工件誤收及誤廢的產生,具有很高的市場價值和應用價值。

表1 螺紋基面中徑人工測量與圖像測量的比較 (單位:mm)

表2 對10個工件主要參數的測量結果(單位:mm)

表3 圖像檢測與人工檢測的時間比較
[1]卜晨.基于機器視覺的外螺紋檢測方法及實驗研究[D].華南理工大學,2011.
[2]張兆鳳.基于圖像處理的圓錐螺紋非接觸檢測技術研究[D].浙江大學,2013.
[3]左建中,劉峰,張定昭.機器視覺技術在螺紋檢測中的應用[J].機械設計與制造,2006,4:113.
[4]趙高長,張磊,武風波.改進的中值濾波算法在圖像去噪中的應用[J].應用光學,2011,32(4):678-682.
[5]王銳,劉明堯,陳國良.油管螺紋圖像的Canny算子邊緣提取方法研究[J].石油礦場機械,2009,38(9):20-23.
[6]宋志剛,王龍山,陳向偉.利用數字圖像處理技術檢測錐螺紋[J].吉林大學學報,2004,2:248-251.
[7]GB 8335—1998氣瓶專用螺紋[S].
WANG Xiao-dong1, QU Li-chen2, ZHANG Wei2, SUN Rui1
TP273
B
1009-0134(2015)07(下)-0060-03
10.3969/j.issn.1009-0134.2015.07(下).19
2015-04-06
吉林省科技廳科技攻關項目(20130206032GX );吉林省教育廳重點項目(2014113)
王曉東(1970 -),男,吉林長春人,教授,博士,研究方向為機電測控。
book=3,ebook=394
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
海峽科技與產業(2016年3期)2016-05-17 04:32:12
