汽車驅動橋后蓋焊縫滲油、漏油原因分析及改進措施
2015-05-09 18:54:17李曉麗王俊杰路強
汽車實用技術 2015年7期
李曉麗,王俊杰,路強
(陜西漢德車橋有限公司,陜西 寶雞 722408)
汽車驅動橋后蓋焊縫滲油、漏油原因分析及改進措施
李曉麗,王俊杰,路強
(陜西漢德車橋有限公司,陜西 寶雞 722408)
針對汽車驅動橋后蓋焊縫滲油、漏油問題,從現場質量控制手段,失效件理化分析、有限元分析等方面進行原因分析,制定改進措施。
驅動橋;開裂;焊縫;漏油
CLC NO.:U472.4Document Code:AArticle ID:1671-7988(2015)07-110-03
引言
驅動橋殼在中重型汽車車橋的中不僅是主減速器、差速器、半軸的裝配基體,還是支撐汽車荷重,承受由車輪傳來的路面的反力和反力矩,并經懸架傳遞給車架(或車身)的主要支承體,在中重型汽車車橋中起重要作用,其制造質量對整橋乃至整車的性能產生直接影響。驅動橋后蓋焊縫滲油、漏油的現象一直是橋殼制造中常見的質量問題之一(右圖為驅動橋后蓋焊縫開裂漏油圖片)。由于后蓋滲油、漏油導致減速器內的軸承與齒輪得不到充分的潤滑, 磨損加快,嚴重時甚至出現“抱死”的現象,會造成嚴重的后果。近幾年,橋殼后蓋焊縫滲油、漏油的質量問題造成我公司售后索賠成本較高;同時由此引起的顧客抱怨,對整橋的銷售也產生很大影響。因此解決驅動橋后蓋焊縫滲油、漏油的故障,不僅能降低我公司售后成本,對于提高和改進后橋質量也具有重要意義。
1、原因分析
我們首先懷疑橋殼后蓋焊縫滲油、漏油是由焊接缺陷引起的,因為后蓋焊接時,我們用CO2保護焊,采用工件旋轉焊槍頭固定的方式,即工件裝上夾緊后,調整焊接變位器確定工件變位角度,并利用焊槍角度萬向調整機構來調整焊槍和工件之間的相對焊接位置,使后蓋在橋殼上的焊縫處在焊接最佳位置(船形位置)焊接兩圈,如圖1所示。由于焊接工藝參數、氣體比例、焊接定位等不合理,都會產生焊接缺陷。針對焊接缺陷質量問題,采取了一系列的措施:
(1)調整工藝參數,因為工藝參數是否正確,不但影響焊縫外觀成形,而且影響焊接接頭的內部質量。
(2)把保護氣體由純CO2改為CO2與Ar的混合氣,比例按1:4混合焊接,不但改善了氣孔缺陷,還減少焊接飛濺,使焊縫成形美觀。
(3)原來后蓋的定位焊接與焊接不在同一焊胎上,焊接時會發生焊絲偏離焊縫導致焊偏的現象,為解決此缺陷,我們把后蓋的定位焊接與焊接在一次性完成,即工件裝上夾緊后,先對后橋后蓋進行定位點焊,再調整焊接變位器確定工件變位角度直接焊接。這樣我們需調整后橋后蓋定位焊接的中心與變位器回轉中心重合,并進行定期檢測,就可避免后橋后蓋的焊縫產生焊偏缺陷。
(4)焊縫為了保證焊接質量在后橋后蓋焊接接頭處開坡口。
(5)增加橋總成入庫前對橋殼焊縫漏氣檢驗等措施。
措施實施后,我們對生產的后蓋焊縫進行剖切理化檢驗,焊縫無焊接缺陷,同時,我們對售后返回件進行剖切理化與之對比,發現返回殘件的后蓋焊縫也沒有焊接缺陷,從而證明焊接缺陷并不是引起驅動橋后蓋焊縫滲油、漏油的根本原因。如右圖所示,這是售后返回殘件及剖切的理化試樣,由圖可見:裂紋是沿焊縫后蓋一側熱影響區,疲勞開裂,延展至后蓋內部,或從焊縫內部再延展至后蓋內,造成橋殼焊縫開裂漏油。所以,焊縫強度不足,疲勞開裂才是后蓋焊縫滲油、漏油的根本原因。
為了驗證這個結論,我們對汽車后橋后蓋焊縫的強度進行有限元分析,如圖2所示。橋殼的輪距按1860mm進行分析,橋殼、后蓋、軸頭材料為16Mn, 其屈服強度是345MPa,泊松比0.3,密度為7900kg/m3。減殼材料為QT450,其屈服強度為310MPa。取彈性模量為157GPa,泊松比為0.3,密度為7300 kg/m3。導入橋殼的三維幾何模型,采用車輛前進坐標系,x軸指向車輛前進方向,y軸指向前進方向的左側,z軸豎直向上。根據車輪行駛的實際情況,對垂向力工況進行分析。這里按單橋額定載荷13T計算,在2.5倍的載荷下,左、右側載荷均為:
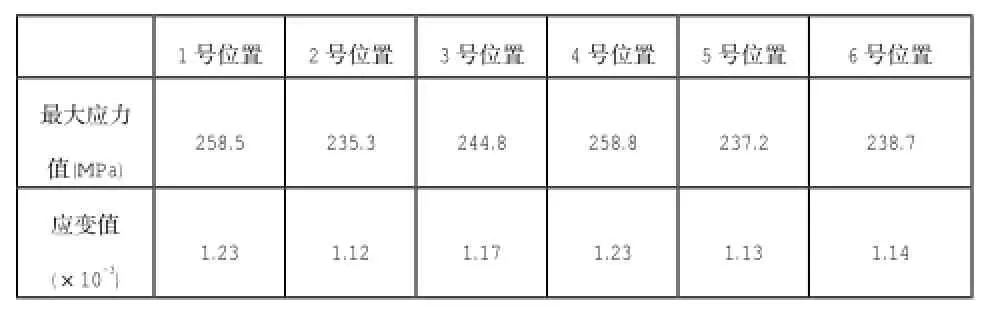
圖3為2.5倍滿載彎曲工況下橋殼與后蓋焊縫處的應力分布云圖。取橋殼的彈性模量為210GPa,圖中1-6號位置的應力應變值見下表。
鑒于有限元分析結果,可以看出橋殼后蓋焊縫應力集中主要原因是由于后橋殼彎曲疲勞引起的,但是除了垂向彎曲外,縱向彎曲疲勞也應該引起重視。另外測試的應力僅是名義應力,沒有考慮焊接缺陷及缺口效應,實際焊接區應力要遠大于測試應力,綜合各方面因素,我們可以判斷后橋殼后蓋焊縫滲油、漏油的根本原因是橋殼后蓋焊縫強度不足。
2、改進措施
針對我們分析的結果,提出了以下的改進措施:
(1)由于橋殼其屈服強度為345MPa,取安全系數為1.5,故其許用應力為230MPa。根據表中結果可以看出,1-6號位置處的應變值較大。我們在制造中后蓋定位點焊位置正是直線與水平方向成30度夾角位置,此處極有可能因應力集中而導致焊縫開裂引起漏油、滲油現象。所以在制造生產過程中無論是后蓋定位點焊位置還是焊接時起息弧位置,我們都應該避開1-6號位置的六個區域,最好選用圖4中直線與豎直方向成33度夾角所示應力值較小的a、b、c、四個區域。綜合考慮后我們在生產制造時選擇與豎直方向成45度夾角四個區域定位焊接4處,焊接時啟弧位置落在與豎直方向成30度夾角的區域,焊槍與豎直方向成15度夾角進行焊接,如圖5所示。
(2)為了增加橋殼后蓋焊縫強度,在焊接后蓋與橋殼時,焊接接頭處的內外兩側都進行焊接。如圖6所示。
(3)除了對焊接工藝問題進行改進,我們還從設計角度進行考慮,建議對后橋后蓋的結構進行改變,把后橋后蓋下端與橋殼連接處改成如圖7所示結構。目前這種結構我們還處于改進階段,沒有通過驗證。
4、結論
通過此次問題改進我認識到對故障的解析,要通過科學手段進行分析,從售后返回件尋找原因,要找到問題的實質,而不是進行人為判斷,問題的實質找到了,解決問題就得心應手,反應迅速。
[1] 方艷.CO2氣體保護自動焊在汽車后橋總成焊接中的應用[J].陜西汽車,1998(04).
[2] 鄧開豪.汽車橋殼焊縫漏油原因分析及改進措施[J].裝備制造技術,2008年(04).
[3] 李麗.汽車后橋有限元分析及疲勞壽命預測[J].吉林:吉林大學,2008.
[4] 安宗權,左申傲,申榮衛.汽車后橋開裂故障的對比分析與研究[J].天津職業技術師范大學學報,2011年(03),1.
Reason analysis and measures for oil leakage problem on back cover weld of automotive drive axle
Li Xiaoli, Wang Junjie, Lu Qiang
(Shannxi Hande Axle Co., Ltd., Shaanxi Baoji 722408)
For the oil leakage problem on back cover weld of automotive drive axle,this paper focuses on the reason analysis from the field quality control methods,the physical and chemical analysis of the failure components,finite element analysis,and proposes some improvement measures.
Drive axle; Cracking; Weld; Oil leakage
U472.4
A
1671-7988(2015)07-110-03
李曉麗,就職于陜西漢德車橋有限公司,主要從事車橋橋殼的沖壓工藝及焊接工藝工作。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
電子制作(2018年18期)2018-11-14 01:48:24
制造業自動化(2017年2期)2017-03-20 14:26:13
山東工業技術(2016年15期)2016-12-01 05:31:22
設備管理與維修(2015年12期)2015-04-09 06:57:24
中國中醫藥現代遠程教育(2014年11期)2014-08-08 13:23:44
