淺談無縫連接理念在船舶與海工基地設計的應用
2015-05-08 08:22:39朱凱
造船技術 2015年2期
關鍵詞:生產
朱 凱
(中船第九設計研究院工程有限公司, 上海 200063)
淺談無縫連接理念在船舶與海工基地設計的應用
朱 凱
(中船第九設計研究院工程有限公司, 上海 200063)
以福建馬尾船政工程項目為背景,闡述了現代造船模式在船舶與海洋工程制造基地設計的基本應用。根據業主當前的生產管理水平,將重點強調前期下料完整性的無縫連接生產理念針對性地引入到工程工藝,對工廠布局作了局部優化,得到了業主的肯定。
現代造船模式 無縫連接 工程工藝
1 引言
建立現代造船模式需要三個要素——生產流程、生產組織和運行機制的有機結合[1]。其中,前兩個要素均與工廠布局有著密切關系,它既是生產過程組織的空間基礎,又是生產流程的體現。工廠布局形成后,在相當長的時期內會影響生產效率。因此,在工程項目建設伊始,需要十分重視對工廠布局的設計,處理好各生產設施的劃分及相對關系,使其符合現代造船模式的內在要求。
現階段我國總體造船技術水平離現代造船模式的要求仍存在階段性的差距,這就決定了照搬國外先進的船舶與海洋工程基地的設計未必能符合當下我國的實情。據相關研究表明,合攏前的其他作業是一個重大薄弱環節[2],如何彌補這一短板?除了從生產管理上下功夫,優化工廠布局設計也是值得努力的方向。
本文將簡要介紹應用無縫連接生產理念對基于現代造船模式的工程工藝設計局部優化的工程應用實例。在正式介紹之前,有必要先介紹一下工程項目的基本情況。
2 馬尾船政工程項目基本情況
馬尾船政工程項目(以下簡稱本項目)位于福州市連江縣粗葫島船舶及海洋工程裝備園區,總用地面積697 854 m2,岸線長度1 533 m,總建筑面積173 860 m2,建設項目總投資為293 275.0萬元。
本項目定位于海工產品和100 m長度以下海洋工程輔助船的建造,并兼顧巴拿馬型散貨船(見表1),生產綱領為年建造GM4 000型半潛式平臺2座,年鋼材耗量約為36 000 t;年建造60 m三用途工作船12艘,75 m、95 m三用途工作船各8艘,共28艘,年鋼材耗量約為44 000 t;船體工程年鋼材耗量合計為80 000 t。
沒有半潛平臺訂單的情況下,考慮在船塢內并排建造巴拿馬型船舶來填補空缺,年產量可達6~8艘,此時船體鋼材耗量會有顯著增加,增加的部分須以分段外協的形式解決。
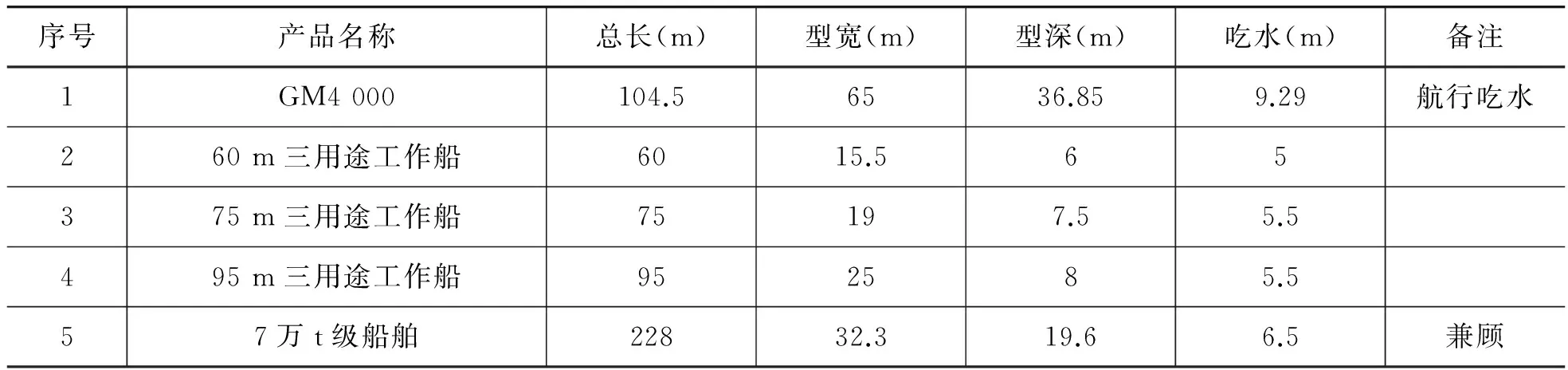
表1 產品介紹
整個工廠布局按照船體建造的主流程進行布置(如圖1所示),設鋼料堆場、船體加工、分段裝配、分段堆場、分段總組、船塢。有完整的船體分道建造生產線;有固定按區域劃分的舾裝場地;在船臺(塢)端部及兩側有寬廣的分段堆場和總組場地;有舾裝集配中心(管子由工廠旁邊的管子車間外協解決)。工廠布局基本體現了現代造船模式按區域/階段劃分的總裝建造特點。

圖1 馬尾船政工程項目的總體效果圖
3 基于現代造船模式的工程工藝設計
當今國內絕大多數的新建船舶及海洋工程制造基地,主要是基于現代造船模式框架體系的總裝化生產廠。將船舶(或海工產品)分解成各種零件、部件、分段等中間產品,再按照成組技術相似性原理,將其分類成組,以組為單位安排人員、設備和場地,組建成組生產單元或分道作業線。
由于船體建造是主要物流,因此在考慮工廠布局時,首先注重鋼料堆場、船體加工、分段裝配、分段堆場、分段總組、船塢之間的合理布局,再協調合理地布置舾裝件物流,以期達到全廠空間分道的最佳效果。本項目以船體建造為主流程,按照區域/階段的劃分,設立了鋼料堆場、預處理工場、理料工場、切割加工工場、部件裝焊工場、分段裝焊工場等生產單元,如圖2所示。按照流程順序將各個生產單元分述如下。
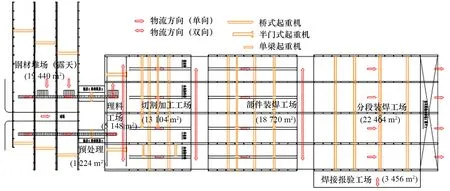
圖2 馬尾船政工程項目之船體聯合車間區劃圖
3.1 鋼料堆場
由于目前我國的物流供應整體水平不高,鋼料堆場在船廠生產系統中還是不可缺少的一部分,它是全廠鋼材原材料的進料、分類堆放、校平、保管和供應的場地。
本項目之鋼料堆場為露天棧橋式構筑物(類似于沒有屋頂和墻體的廠房),用運行更為快速的橋式行車取代門式起重機,同時行車配置專屬電磁吊排,以使鋼板吊運安全高效。同時吊排下帶有吊鉤,可靈活吊運成捆型材。
鋼料堆場主尺度為228 m×30 m+228 m×30 m+192 m×30 m,總面積為19 440 m2。其中長為192 m一跨用于全廠管子存放,另外兩跨用于存放鋼板和型材。每跨中間留通道,一方面是為了走動方便,另一方面是為了讓鋼板錯開層疊堆放,方便鋼板的標號。需要注意的是,鋼料堆場立柱中心線附近每邊2 m左右的區域不能堆放鋼料,以盡量減少鋼料堆載對立柱承臺的不利影響。
在鋼料堆場中部區域,設置一條寬約12 m的道路(道路級別按廠區道路設計),橫貫各露天跨并連通預處理工場中部空地,以方便各跨獨立卸貨,并使卸貨行程最短(相比于端頭卸貨)。此道路還可作為預處理工場的油漆和鋼丸補給通道。同時預處理流水線之輥道貫穿鋼料堆場,做到各跨獨立上料。
3.2 預處理工場
預處理工場內設鋼材預處理流水線2條,其中一條為鋼板預處理線,另一條為型鋼兼鋼板預處理線。預處理線設置進料、清潔、預熱、拋丸除銹、噴漆、烘干、卸料等工位。上料輥道直接通至三跨鋼料堆場內,使三跨內的鋼材都可以直接上料。卸料輥道通至理料區內,以保證及時卸料。其中兩跨的上料輥道和卸料輥道設置橫移架,上料時型鋼在橫移架上預先排列成組,同時上料,以保證流水線生產節拍和節約流水線使用成本。
預處理工場尺度根據預處理流水線設備尺度和鋼料堆場跨度來確定,并考慮環保設施、生產輔助面積、中央控制室和車間通道等因素。
預處理工場兩座主廠房長度均為36 m,跨度為12 m,生產面積432 m2,輔助用房面積180 m2。總面積為1 224 m2,其中輔助用房面積432 m2。
輔助用房由儲丸間、漆泵房、維修間、工具間、變電所、配電間、總控室、休息室等組成。
3.3 理料工場
理料工場作為預處理后鋼材的備料區,按照規定的流向在相對應的跨間進行備料。材料按照構成分段的內部構件、外板、型材三個下料批次分類堆碼。堆放時按端口錯開疊放,方便材料查找。
理料工場廠房共一跨,跨度33 m,長度156 m,總面積約5 148 m2。配置2臺16 t電磁/吊鉤半門式起重機,配合預處理流水線卸料,負責預處理后鋼材的整理堆放,并根據切割加工工場的需要做好材料準備,向切割加工工場提供待切割的鋼板和型材。切割加工工場的電磁吊可直接開至理料工場取料,減少物料的二次吊運,提高生產效率。
3.4 切割加工工場
根據“空間上分道”的原則,設四跨廠房,一跨用于外板加工、一跨用于型材加工、其余兩跨用于內部結構加工,形成相對獨立的船體分道生產線。
在尺度方面,共計4跨廠房,跨度分別為36 m、42 m、42 m和36 m,長度均為84 m,總面積為13 104 m2。
在設備方面,從保證精度造船的實施角度出發,切割加工車間大量采用機械化加工手段。鋼材加工全部使用數控劃線和數控切割,充分發揮肋骨冷彎機、大型船用卷板機、油壓機的作用,保證尺寸精度的無余量加工。為方便吊運鋼板,配置了專屬電磁吊排的電磁起重機,起重機的電磁吊排根據鋼板的流向統一設置,避免鋼板旋轉。在零件的分料、收料、配套、鋪排過程中,采用帶永磁吊具電動葫蘆半門吊。
為方便零件的集配暫存跨間運輸,在切割加工工場后端開辟一零件集配及橫移區,長度156 m(即切割加工工場4個跨度之和),寬度24 m,面積3 744 m2。該橫移區端頭門洞盡開,其內布置1臺40 t電動平板車,配合切割加工區的行車進行零件搬運。
3.5 部件裝焊工場
部件裝焊作業從分段裝配作業中分離出來,不僅擴大了作業面,縮短了分段制造周期;而且可以改善施工條件、使(部分)高空作業平地化,有利于提升焊接質量。設立專門的工場(場地)用于部件裝焊作業是十分明智的做法,經實踐證明也是可行的做法。
本部件裝焊工場工藝設計特點如下:
在布置方面,與切割加工工場相貫通,廠房跨度、高度一致。切割加工工場內零件切割完成并整理配套和跨間橫移后直接進入部件裝焊工場。
在尺度方面,同切割加工工場,共計4跨廠房,跨度分別為36 m、42 m、42 m和36 m,長度均為120 m,總面積為18 720 m2。
在功能方面,36 m兩跨主要用于常規部件的裝焊工作;42 m跨主要用于小型結構(或框架、組件等)的裝焊工作。
3.6 分段裝焊工場
分段裝焊工場主要承擔主體結構分段的裝焊,包括單殼平面分段,立體半立體分段及艏艉曲面分段,以及部分分段預舾裝作業。
分段裝焊工場跨度上與部件裝焊工場一一對應,跨度分別為36 m、42 m、42 m和36 m,長度均為144 m,面積22 464 m2,與部件裝焊工場連接的端頭設置橫移緩沖通道,用于部件的跨間運輸,其主尺度156 m×24 m,面積3 744 m2。在另一端頭延伸24 m的露天棧橋跨,總面積3 744 m2,作為分段出運兼分段翻身場地。
分段裝焊工場設雙層行車,低軌行車軌高14 m,高軌行車軌高21 m。低軌行車噸位為20 t,主要用于零部件及舾裝件的吊裝,高軌行車用于分段起胎、吊運及翻身。考慮到本項目的產品種類多,平直分段較少,不設平面分段流水線。
3.7 分段報驗工場
單獨設立焊接報驗工場有利于減少分段占胎架時間,提高車間分段胎架周轉率。該工場緊貼分段裝焊工場布置,以盡量縮短分段運輸距離,主尺度為144 m×24 m,面積為3 456 m2。凈空高度取14 m,以保證絕大多數分段的進出。為方便分段就地修正(分段結構的火工矯正、焊縫劈鏟、焊縫修補等),在焊接報驗工場內設置公用動點供應點若干。
4 應用無縫連接生產理念的優化設計
當前我國造船業普遍存在鋼板翻找過于頻繁,零部件生產過剩,分段制作等料窩工等諸多困擾,這當然主要是船廠生產管理不到位的原因所致。如生產設計不到位,沒有嚴格按照托盤管理的要求進行下料,沒有按照設計的要求進行分批進料等。這些普遍現象反映了我國造船業總體造船水平離現代造船模式的要求存在階段性的差距,完全按照現代造船模式建立的船舶與海洋工程基地未必能完全適應我國造船業的實情。
本項目從實際出發,基于馬尾船政的生產管理水平現狀,借鑒揚州大洋船廠成功實現的無縫連接生產工藝[3],將它應用到工程設計中,重點強調前期下料配套的完整性和后期控制分段占胎周期。具體措施有以下幾點。
(1) 適當擴大鋼料堆場。較為充裕的堆場,一方面為延長存貨周期創造了條件,可以彌補因基地離鋼材進貨點遠而帶來的進貨頻率低的不足。另一方面,為嚴格控制堆垛高度創造了條件,可以最大限度降低翻板幾率。經測算,本項目鋼料堆場較常規設計擴大了約一倍。
(2) 增大理料工場的面積。理料工場存放的是經拋丸、噴漆、烘干等一系列預處理,按照分垛規則存放,準備下料的鋼材。考慮到本項目的代表產品種類多且差異大,所需的鋼材品種規格數量巨大,這給完整性備料帶來了不小的挑戰,為此,拉大工場廠房跨度,以容納下兩列鋼板(鋼板長度方向堆放)布置,從而增大堆垛數量。
(3) 適當擴大切割加工工場。據統計,制造過程中物料傳輸費用占據生產總成本的1/4左右,優良的廠區布局使得傳輸和等待的費用至少減少10%~30%[4]。為此,切割加工工場較常規設計多留出約20%的面積作為轉運集配場地,以避免零件的二次轉運,盡量減少無效的作業時間。
(4) 盡量擴大部件裝焊工場。分段作業量經分解后,約占60%左右的工作量是框架組件、部件[3]制作。組件、部件制作可擴大作業面,改善電焊的作業方式,減少困難作業面,降低電焊工的作業強度,提高胎架利用率,縮短分段建造周期。本項目部件裝焊工場內組件、部件的裝焊量較常規設計多約一倍。
(5) 設立了分段報驗工場。其優點是,首先分段報驗不占用內場寶貴的生產場地,不影響造船作業流程的連續性。報驗后由專職人員進行修補,這對提高工效、降低成本極為有利。實際上,這項舉措在韓國已經實施多年。如大宇造船設有分段報驗車間(工場),將內場完工的分段集中排放在外場簡易工棚內報驗[1]。
5 結語
作為整個工程設計工作的核心,工程工藝設計不但需要吃透業主的意圖,體現工程項目功能性的基本要求,而且需要將行業內先進的生產組織管理理念介紹給業主,這對于提高企業生產能級收益巨大。本項目從客戶滿意角度出發,根據業主當前的生產管理水平,針對性地引入了重點強調前期下料完整性的無縫連接生產理念,對基于現代造船模式的工程工藝設計進行了局部優化,得到了業主的肯定。
[1] 羅廣基.現代造船模式的應用研究報告(第二專題)[C]//以中間產品為導向總裝造船作業主流程優化方案的應用研究[R]. 廣船國際股份有限公司.2005.
[2] 中國水運網.我國造船技術水平與國外仍有差距[EB/OL].http://www.zgsyb.com/thread-150786-1.html.2013.
[3] 洪俊,徐傳灴.淺論分段直線無縫連接生產工藝流程[J].船舶標準化工程師,2010,5:40-42.
[4] 郁泉興.現代造船模式與大型造船總平面布置[J].造船技術,1996,2:1-12.
Elementary Introduction of Seamless Production Process Applied in Ship and Offshore Manufacturing Base Design
ZHU Kai
(China Shipbuilding NDRI Engineering Co., Ltd., Shanghai 200063, China)
Taking the Fujian Mawei shipbuilding engineering project as an example, the basic application of the modern shipbuilding mode in ship and offshore manufacturing base design is introduced. Considering the owner’s current production management level, the writer brings the concept of seamless production into the process design, which emphasis on the integrity of the material cutting in the pre-production, the design work does optimize the plant layout and gains the owner’s acceptance.
Modern shipbuilding mode Seamless production process Engineering technology
朱 凱(1980-),男,工程師。
U673
A
猜你喜歡
江蘇安全生產(2022年9期)2022-11-02 07:01:24
中國化肥信息(2022年7期)2022-08-31 01:28:54
山東冶金(2022年2期)2022-08-08 01:50:42
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
中國軍轉民(2017年6期)2018-01-31 02:22:28
消費導刊(2017年24期)2018-01-31 01:29:23
中國制筆(2017年2期)2017-07-18 10:53:09
現代企業(2015年4期)2015-02-28 18:48:06
汽車零部件(2014年11期)2014-09-18 11:57:16
