耐高溫車間底漆的應用研究
2015-05-08 08:42:42何建平沈軼斌
造船技術 2015年3期
關鍵詞:焊縫
黃 旭, 何建平, 沈軼斌
(上海外高橋造船海洋工程設計有限公司, 上海 200137)
耐高溫車間底漆的應用研究
黃 旭, 何建平, 沈軼斌
(上海外高橋造船海洋工程設計有限公司, 上海 200137)
針對國內車間底漆及分段二次表面處理的現狀,簡要介紹了耐高溫車間底漆的性能,通過試板試驗,以及在實船上和普通車間底漆的對比試驗,對耐高溫車間底漆的性能和應用進行了研究。
耐高溫 車間底漆
1 前言
在當今全球船舶運力和建造能力過剩,造船市場需求不足的背景下,世界造船競爭格局正面臨深度調整,市場競爭將更加激烈,與此同時,IMO頻繁推出新的標準和規范,以推動船舶節能減排和再利用,船舶安全和環保方面的要求全面提高,全球造船正向著綠色船舶技術的方向發展。面對國際市場競爭的嚴峻挑戰,國內造船業紛紛采取措施進行技術革新,研究和應用新的技術和工藝,提升技術能力,增強競爭力。
分段二次表面處理是船舶涂裝作業中的一個重要環節,直接影響涂層系統的防腐蝕效果。涂裝工作占船舶建造總工時的14%~15%左右,而其中分段二次表面處理占涂裝總工時的50%以上。從預處理到分段二次表面處理,一般造船企業的周期為5~6個月甚至更長,國內先進造船企業可以控制在2~3個月。經預處理的鋼材在如此長的建造周期中,車間底漆不但受到焊接、切割、火工校正和機械碰撞的影響,且長時間處于露天堆放條件下,已經大面積損壞,破壞率達到50%~60%,鋼材表面銹蝕嚴重,再加上銹漬蔓延,導致在分段二次表面處理時,不得不進行全面地沖砂清理。如果有效地采用耐高溫車間底漆,能使車間底漆的破壞面積大幅減少,分段階段大部分完整的車間底漆可以保留,二次表面處理時僅需進行掃砂清理,從而減少二次表面處理的工作量,對打開船舶涂裝速度瓶頸和提升經濟效益都有重要意義。
2 簡介
目前國內廣泛使用的是普通的無機鋅車間底漆,焊接切割的溫度達到400℃左右時,普通車間底漆便開始氣化,防護涂層就會失效,很快就會產生銹蝕。而一般火工校正的溫度都幾乎達到600℃以上。近年來,部分國內的涂料供應商已經開發研制出耐高溫車間底漆,其原理是在原先的車間底漆的基礎上,采用超耐熱樹脂對硅酸乙酯進行改性,并采用部分耐熱顏料和特殊的添加劑,提高鋅粉的精細度,降低鋅粉的含量,以提高其耐熱性。耐高溫車間底漆跟普通的車間底漆相比,耐熱性能顯著提高,可耐溫600℃~800℃。在日韓的一些先進造船企業,已經開始使用耐高溫車間底漆作為預處理底漆,經焊接、切割和火工校正等高溫加熱后,切割、焊縫及火工區域的車間底漆破損面積降低到原來的50%,可減少20~30%二次表面處理的工作量。
3 耐高溫車間底漆性能研究
3.1 切割焊接試驗
通過在樣板及實船分段上進行切割和焊接來驗證耐高溫車間底漆的切割及焊接性能。
3.1.1 鋼板切割
兩塊試驗鋼板涂層經灑水試驗后,情況均良好,沒有出現泛白現象(見圖1),用同型號等離子切割機分別將兩張鋼板切割為4塊500×400的試板,切割過程無異常,如圖2所示。

圖1 灑水試驗

圖2 等離子切割試驗
試驗分段鋼板由數控等離子切割機切割,切割機在試驗底漆上的劃線清晰(見圖3),切割邊口光順,反面無鋼渣垂掛,如圖4所示。

圖3 等離子切割劃線狀況

圖4 鋼板邊口狀況(切割后)
3.1.2 焊接
已切割的試板做標記后用作焊接,采用二氧化碳半自動焊,焊腳高度5 mm,焊接煙塵較小(見圖5);焊縫成形好,無肉眼可見的氣孔等缺陷,焊縫附近的耐高溫車間底漆無破壞,面板上有少量焊接飛濺,如圖6所示。

圖5 試板焊接試驗

圖6 焊接試驗后狀況
結論:所用耐高溫車間底漆不影響鋼板的切割和焊接性能,且在焊縫周圍的底漆也未見脫落剝離現象,熱影響區域明顯較小。
3.2 樣板防銹試驗
為了驗證耐高溫車間底漆的耐候及防腐性能,將噴涂了耐高溫車間底漆的試板進行背燒及焊接后,放置于廠區露天環境下,6個月后觀察試板的銹蝕情況,通過對背燒和焊接試板在自然環境下銹蝕程度的記錄,以驗證耐高溫車間底漆是否達到相應的防腐要求。6個月后的試板結果如表1所示。

表1 6個月后試板結果分析
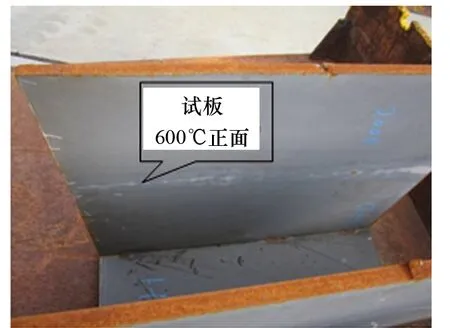
圖7 6個月后試板正面狀況(600℃)

圖8 6個月后試板背面狀況(600℃)

圖9 6個月后試板正面狀況(800℃)
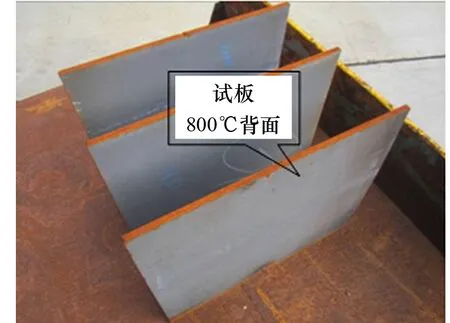
圖10 6個月后試板背面狀況(800℃)
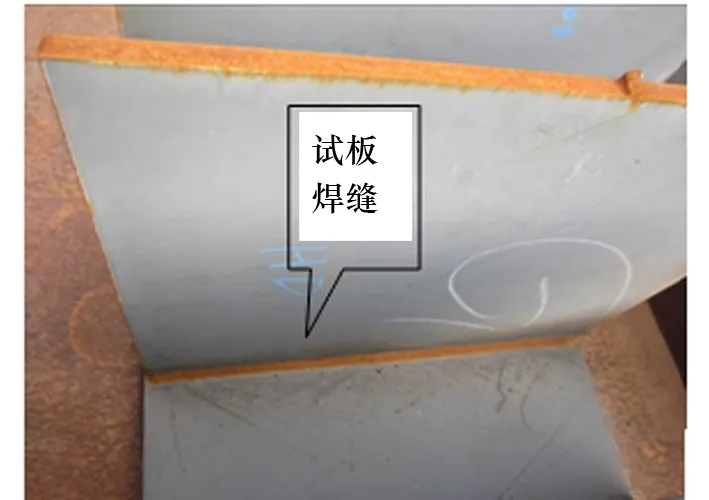
圖11 6個月后試板焊縫狀況
(1) 從以上記錄結果可以看出,耐高溫車間底漆具備優秀的防銹性能。在非試驗部位,通過機械碰損及沒有保護的邊口與噴涂車間底漆部分的對比可以看出能很好地保護鋼材不受腐蝕。
(2) 背燒試驗:在常用于火工校正的600℃高溫的試驗中,耐高溫車間底漆能滿足高溫下對鋼材保護的要求,加溫區域的背面都沒有出現銹蝕情況。試驗溫度調整到產品說明書所說的最高承受溫度800℃后,耐高溫車間底漆能在短時間內(1個月左右)保護鋼材不受腐蝕,但隨著時間的推移,其保護效果越來越小。在2個月的回訪中發現兩組試板的800℃正面加溫區域都出現了連續性銹蝕。
(3) 焊接試驗:在6個月的回訪中,耐高溫車間底漆依然能夠保護焊縫周邊區域不受銹蝕影響,在熱影響區也沒有發現銹蝕,焊接飛濺更不能對底漆涂層造成破壞。
3.3 實船應用
通過在實船分段上使用耐高溫車間底漆,并記錄同期建造使用普通車間底漆相似船型的相同分段的表面情況,對比普通車間底漆和耐高溫車間底漆在各施工階段防腐、耐高溫等性能。
加工部加工完畢的分段零件和小組立交到組立部進行分段組立,漫長的分段組立過程對試驗底漆的產品性能是一個考驗。在現場巡回過程中,試驗分段的零件表面沒有出現銹蝕,僅在跟蹤補漆沒做到位的焊縫區域出現銹蝕(見圖12),試驗分段外板火工校正區域,車間底漆保持完好(見圖13)。

圖12 分段表面狀況

圖13 分段火工區域狀況
為了更直觀地說明耐高溫車間底漆的保護性能,選擇了相同船型的相同分段進行耐高溫車間底漆與普通車間底漆分段二次表面處理前表面銹蝕情況對比試驗。包含外板分段(見圖14、圖15),機艙分段(見圖16、圖17),隔艙壁分段(見圖18、圖19)。

圖14 外板分段(耐高溫型車間底漆)

圖15 外板分段(普通型車間底漆)

圖16 機艙分段(耐高溫型車間底漆)

圖17 機艙分段(普通型車間底漆)

圖18 隔艙壁分段(耐高溫型車間底漆)

圖19 隔艙壁分段(普通型車間底漆)
以上照片,都是在預處理后2~3個月后拍攝的,結合上述照片可以看出,在分段組立階段,普通車間底漆耐溫性較差,經過火工校正區域上的車間底漆大部分被燒損,一個分段上殘留的完整車間底漆面積較小且分散。采用耐高溫車間底漆的分段,經目視觀察,分段上車間底漆大面積處于良好完整狀態。
4 耐高溫車間底漆應用效果分析
單從車間底漆本身的成本來看,耐高溫車間底漆要貴于普通車間底漆,但是,使用耐高溫車間底漆后,在分段建造過程中,車間底漆的破損率顯著降低,在分段階段二次除銹時可使用掃砂工藝,車間底漆可保留的區域增加25%左右,二次除銹的工作量可降低30%左右。因此,耐高溫車間底漆的應用,成為能否執行掃砂工藝的關鍵因素之一。
有數據表明,一個沖砂房一天按6 h計算可完成2 500 m2的物量。如果采用耐高溫車間底漆并在分段階段采用掃砂工藝,一個沖砂房一天按6 h計算可完成5 000 m2的物量。以一條17.7萬t的散貨船進行計算,表面處理面積約為33萬m2,4個噴砂房同時進行施工,沖砂需要33天,而掃砂只需要16天,縮短了一半的時間。同時,還能在電能、動能、磨料、油漆方面大幅度降低成本,節約動能費用96萬元左右。對于鋼丸、鋼砂的消耗,按4 000元/t計算,可節約36萬元費用。跟蹤補漆的工作量按全船面積的5%計算,消耗油漆材料費用約為6萬元,相應的管理、人工費用約為25萬元左右。根據以上數據的測算,通過跟蹤補漆工藝和掃砂工藝的實施,可降低成本將近101萬左右/船。
同時還能從縮短造船周期,降低勞動強度的角度帶來效益。
(1) 涂裝效率大幅提高,減少了沖砂人力成本和動能源成本。分段階段跟蹤補漆減少了分段涂裝時沖砂打磨工作量的65%以上,節約總涂裝成本20%左右。以單船約10萬工時,每個工時費用20元計算,單船可節約成本10×20%×20=40萬元。
(2) 對于提高涂裝生產效率,縮短涂裝周期和造船周期,提高涂裝廠房、設備設施的使用效率,減少對涂裝工人的健康影響和環境污染等方面具有重大意義。
5 結語和展望
通過耐高溫車間底漆的樣板試驗以及實船分段的應用試驗表明,耐高溫車間底漆具有良好的焊接性能和優秀的防銹性能,與普通車間底漆相比,耐高溫車間底漆在建造過程中的破壞率大幅降低,耐高溫車間底漆的普遍應用,是造船企業推行掃砂工藝的關鍵因素。
目前應用的耐高溫車間底耐溫范圍在600℃~800℃,根據板厚和焊接方式的不同,有些區域在焊接和火工的過程中溫度可能超過這個溫度,達到1 000℃甚至更高,因此,需要能耐更高溫度的車間底漆應用到造船市場,這就寄希望于涂料供應商和研究機構開發出新一代的產品。
[1] 汪國平.船舶涂料與涂裝技術[M]. 北京:化學工業出版社, 2006.
[2] 龐啟財.防腐蝕涂料涂裝和質量控制[M]. 北京:化學工業出版社, 2004.
[3] 王健.防腐蝕涂料與涂裝工[M]. 北京:化學工業出版社, 2006.
[4] Nace. Corrosion Prevention by Protective Coatings[S].1999.
The Application Research of High Temperature Resistant Shop Primer
HUANG Xu, HE Jian-ping, SHEN Yi-bin
(Shanghai WaiGaoQiao Shipbuilding and Offshore Design Co., Ltd., Shanghai 200137, China)
Aim to the situation of domestic shop primer and block secondary surface preparation, introduce the performance of high temperature resistant shop primer, contrast high temperature resistant shop primer and normal shop primer by test panel experiment and contrast experiment on face ship, research the high temperature resistant shop primer’s performance and application.
High temperature Resistant shop primer
黃 旭(1981-),女,工程師。
U668
A
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07