大噸位小水線面雙體船分段建造技術
2015-05-08 08:42:36王春永
造船技術 2015年3期
張 芳, 雷 麗, 陳 鳳, 王春永
(渤海船舶重工有限責任公司, 遼寧 葫蘆島 125004)
大噸位小水線面雙體船分段建造技術
張 芳, 雷 麗, 陳 鳳, 王春永
(渤海船舶重工有限責任公司, 遼寧 葫蘆島 125004)
小水線面雙體船優良的耐波性和寬敞的甲板面積使其應用范圍越來越廣泛。該船型特點之一就是連接橋處以及支柱體首尾處線型復雜,同時濕甲板面積較大、板厚較薄,具有三條中心線(船體中心線、左片體中心線及右片體中心線),建造變形控制比較困難。該文以渤海船舶重工有限責任公司為中國科學院成功建造的2 500 t綜合科學考察船為依托,從分段劃分設計、胎架設計以及分段建造流程方面,介紹了大噸位小水線面雙體船的分段建造技術。
小水線面雙體船 分段劃分 胎架設計 分段建造流程
1 分段劃分技術
分段劃分應充分考慮工廠起重能力、船體結構特點及保證分段合攏后線形光順的前提下進行設計。為保證分段合攏后符合精度控制及建造公差要求[1],應盡量減少分段大合攏縫。
1.1 潛體分段劃分
為保證分段一端有足夠的強度,減少合攏縫焊接收縮變形,保證分段合攏后線形光順,將分段劃分在距水密艙壁(FR38、FR70)150 mm處。即將左右舷潛體分段分別劃分為3段,共計6個分段。
1.2 連接橋分段劃分
科考船是在高七垮內建造,七垮最大寬度為28 m,而科考船船體最大寬度為26 m,且此處結構是箱型結構,如采用普通的分段劃分方法,分段合攏困難。為保證分段在垮內翻身及順利上船臺合攏,必須將連接橋分段在縱向靠近船中位置分割為兩段。為此在分段劃分設計上將內部結構與外板錯開,將內部構件斜向切開。分段合攏時先上左舷,右舷分段可直接與左舷分段結構搭接合攏。解決了分段合攏施工的難題。即將左右舷分段分別劃分為5段,共計10個分段。
1.3 上甲板分段及上層建筑分段劃分
上甲板分段原則上同連接橋分段一樣。由于該部位分段重量較連接橋分段輕,為減少分段合攏焊接變形,將該部位左右舷分段分別劃分為3段,共計6個分段。
上層建筑分段劃分時以各層甲板為基礎分別劃分為船長甲板分段、駕駛甲板分段和羅經甲板分段。
1.4 分段精度控制
對分段余量分布進行研究,盡量提高分段無余量裝配率,僅將分段一端預留余量,另一端為無余量或適當的補償量。盡量避免在裝配過程中進行二次切割,由于二次切割增加了受熱的變形和內應力,會對分段變形的控制和后續工序的施工帶來不利影響。減少分段合攏時重復加熱,可有效控制裝配過程中的板材不均勻受熱變形,保證分段合攏后的設計指標。圖1為科考船分段劃分圖。
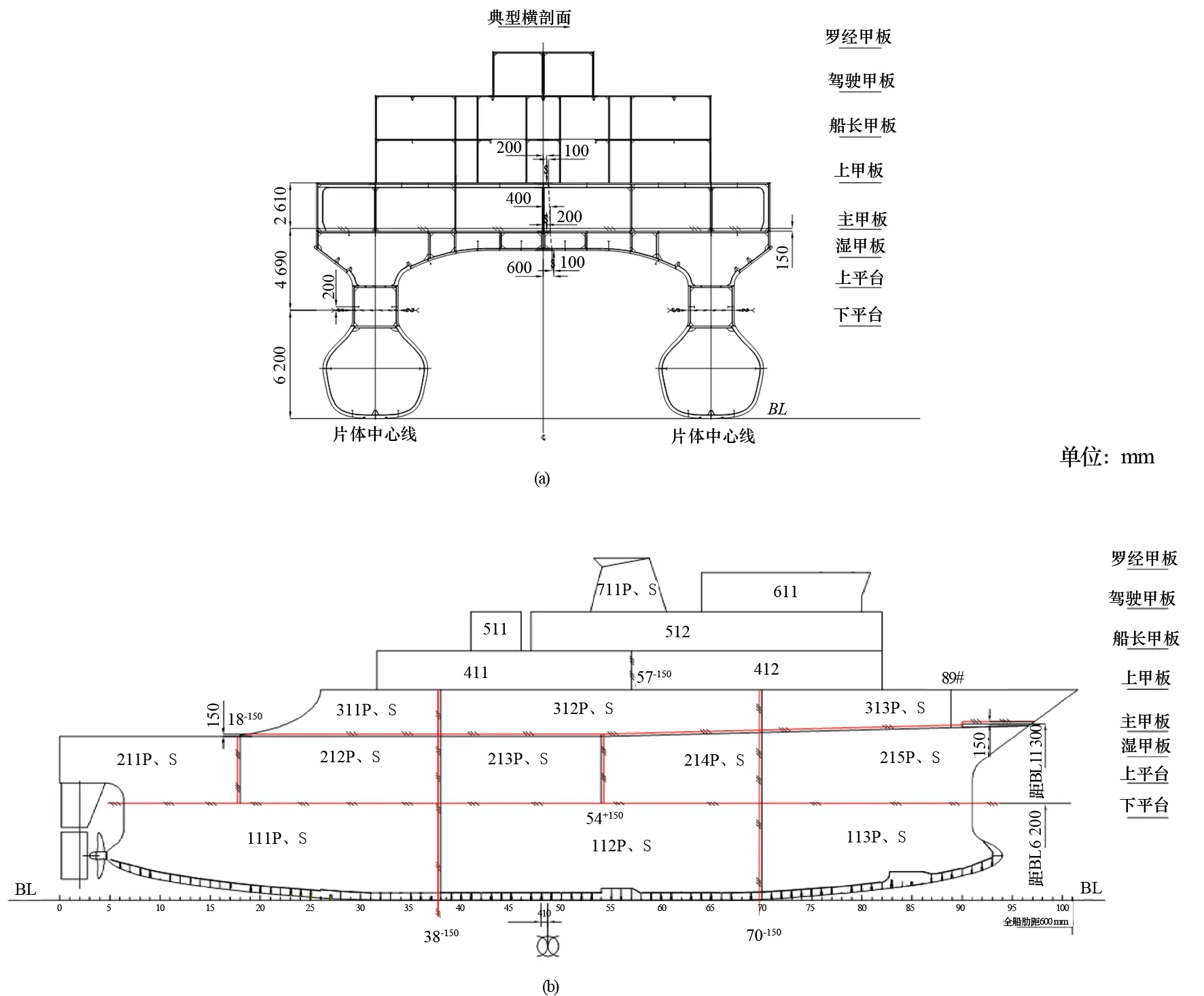
圖1 科考船分段劃分圖
2 分段胎架設計技術
分段胎架設計的重點就是控制分段建造過程中的焊接變形,考慮到潛體及連接橋分段是線型較復雜的曲面分段,根據建造方法在胎架設計中主要采用模板胎架設計,甲板胎架采用槽鋼或工字鋼胎架。
2.1 潛體分段胎架設計
潛體分段胎架模板鋪設間距以肋距為準,曲形較大的部位采取加密間距的方法。胎架預留適當的反變形量能有效減少分段結構裝配和焊接變形[2],最后研究確定反變形量為L/1 000 (L為分段總長),橫向構件多的分段,其變形量加放在分段構件中的縱向位置,反之加放在分段構件的橫向位置。因此潛體分段在縱向根據分段的長度加放了反變形量。由于設計中采取了預留反變形量的技術,在分段結構焊接過程中,有效地控制了分段兩端上翹、分段塌腰、外板波浪變形等焊接常見技術問題的發生。潛體分段胎架設計如圖2所示。
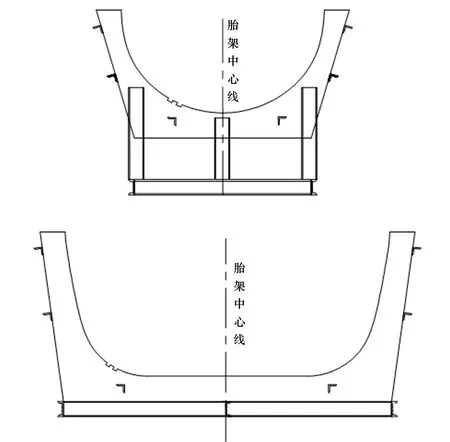
圖2 潛體分段胎架模板示意圖
2.2 連接橋分段胎架設計
對于連接橋、主甲板分段鋪設通用槽鋼胎架,胎架上增設反變形。胎架設計間距為600mm×1 000mm。針對首部分段濕甲板線型變化復雜,專門設計制作濕甲板胎架,在胎架設計中同樣預留反變形量。以尾部215分段為例,具體形式如圖3所示。
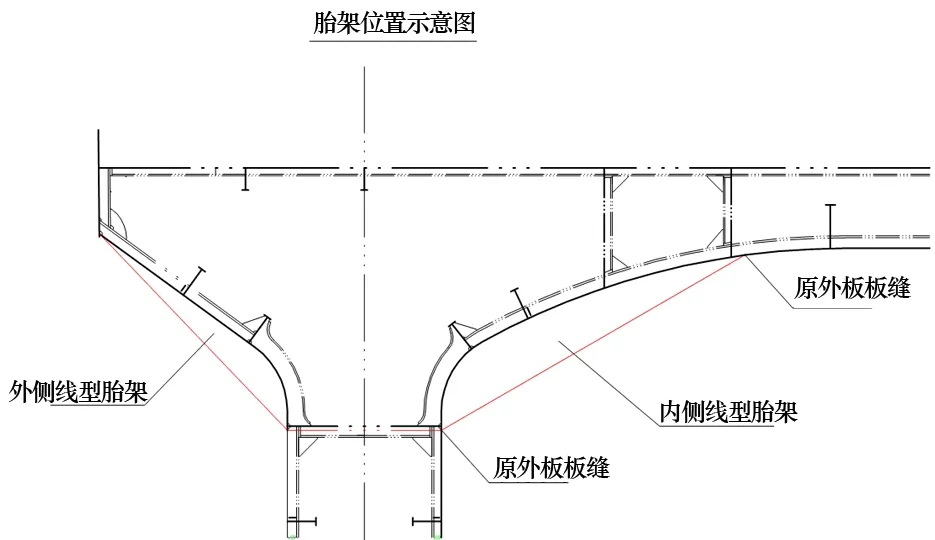
圖3 連接橋215分段胎架圖
2.3 上層建筑胎架設計
上層建筑分段采用立式胎架,將面板寬100mm,高250mm的工字鋼按1 000mm×1 000mm的間距制作胎架,分段四周釘焊。這樣增大了與板材變形約束面積,有效減少了結構裝配焊接時的變形。
根據科考船船體外形結構復雜、分段制作難度大的特點,在生產設計過程中,進行了充分試驗,將曲面分段采用模板胎架,平面分段采用倒裝法的工字鋼胎架,使結構裝配焊接變形得到了有效控制。
3 分段建造流程
分段建造原則是以船體為基礎,以舾裝為中心,以涂裝為重點的殼舾涂一體化。胎架數量根據一胎多用的原則,盡量降低成本,提高經濟效益。各分段所屬基座、舾裝件和予埋管等均應在分段制作時預裝或安裝完畢。
3.1 潛體分段建造流程
(1) 外板上胎拼接。將所屬分段底部中心外板作為基準吊上胎架,外板胎上定位后進行外板內側焊縫施焊,施焊順序從中間向兩端依次對稱焊接。
(2) 劃結構線。在焊后交檢合格后的外板上按分段施工圖尺寸劃出肋骨、艙壁及縱橫結構安裝線。肋位線每檔加放1mm收縮量。劃線自檢驗合格后打洋沖。最后進行劃線完工交驗。
(3) 結構裝配。
① 潛體分段環肋骨裝配;
② 潛體分段加強環肋骨裝配(安裝方法同上);
③ 肋骨與外板裝配;
④ 安裝縱向加強梁;
⑤ 兩側水平桁預裝;
⑥ 艙壁安裝;
⑦ 安裝下平臺板、平臺隔壁、兩側立板及所屬加強肘板;
⑧ 潛體分段兩側上部外板封焊;
⑨ 分段內部嵌補板、連接肘板等最后裝焊。
(4) 分段焊接。
(5) 裝舾裝件、加強和吊耳。
(6) 劃出分段基準線、檢查線。
(7) 分段下胎完工交驗。
(8) 分段涂裝并待船臺裝配。
3.2 連接橋分段建造流程
連接橋分段(尾部線型較大的215分段除外)裝配工藝(倒裝法)。
在專用裝配胎架上以主甲板為底采用倒裝法建造。胎架制作采用槽鋼框架,間距同科考船肋骨間距,為600mm×1 000mm。安裝順序如下:
(1) 主甲板上胎拼板;
(2) 主甲板結構劃線;
(3) 縱橫結構依次定位安裝;
(4) 隔壁安裝;
(5) 安裝濕甲板外板,為控制兩側濕甲板外板線型,分段上安裝臨時支撐,支撐設置在強構件附近;
(6) 安裝上平臺及所屬加強結構;
(7) 待全部結構定位焊結束后,完成焊前交驗后有序開展后續工作。
3.3 高應力區焊縫焊接控制
小水線面雙體船支柱體在舷臺部位為結構高應力區,對焊接質量應嚴格要求。該部位結構應保證較小的焊接殘余應力。支柱體外板水平焊縫母材與焊接材料應平滑光順過渡,并要求人工打磨光順。焊接時應連續施焊,減少停頓。高應力Ⅰ區及高應力Ⅱ區位置如圖4所示。
高應力區焊縫要求進行X探傷,合格等級為Ⅰ級。為保證高應力區焊縫焊接質量專門制訂如下施工方案。
分段制作中,高應力Ⅰ區的外板水平和垂向焊縫,其母材與焊接材料應平滑光順過渡,焊縫表面不得有明顯凹凸存在,打磨后焊縫余高1mm~3mm。
船臺合攏中,高應力Ⅱ區內外板的垂向和水平大合攏縫其母材與焊接材料應平滑光順過渡,焊縫表面不得有明顯凹凸存在,打磨后焊縫余高1mm~3mm。
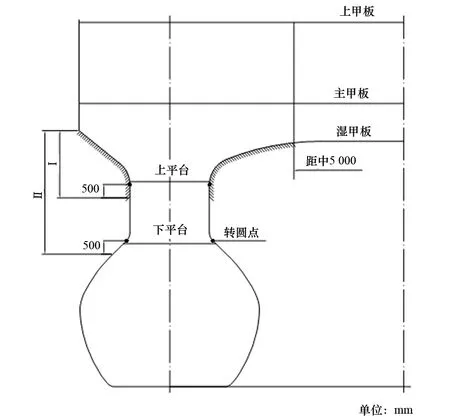
圖4 結構高應力區
下潛體及連接橋分段高應力區外板橫縫及縱縫(縱縫上下遇十字接縫則上下延伸300mm),除進行X探傷以外增加100%超聲波檢驗。要求超聲檢驗標準為一級合格[4]。對達不到標準的部位進行全面返修。
此重點部位的裝配和焊接必須由較高等級的裝配工和焊工施工,確保焊接質量。
4 結束語
實船建造完工的主尺度測量結果如表1所示。
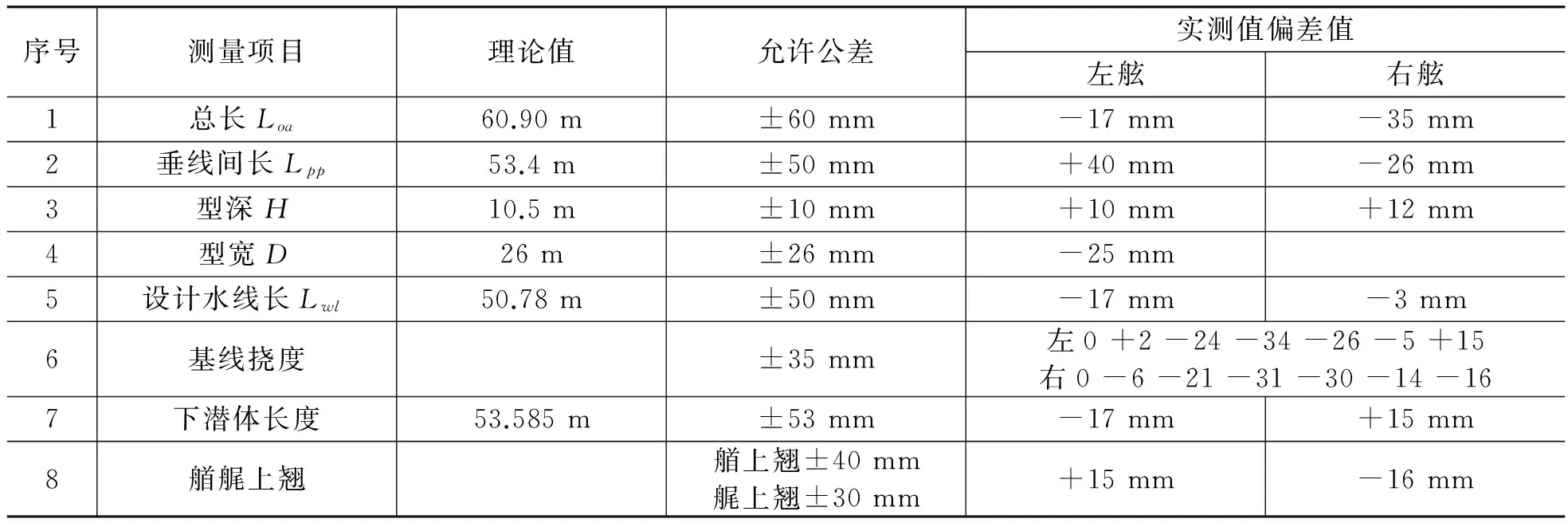
表1 主尺度測量結果
實際測量結果顯示,該船變形控制效果顯著,實船外形光順美觀,符合原設計的各項指標要求,是目前大噸位小水線面雙體船比較實用的建造技術。
[1] 中國船級社.小水線面雙體船指南[S].2005.
[2] 中國船級社.鋼制海船入級規范[M].北京:人民交通出版社,2006.
[3] 李鴻,任慧龍,曾驥. 預測船體分段焊接變形方法概述[J] .船舶工程,2005,5:55-58.
[4] 徐兆康.船體建造工藝學[M].北京:人民交通出版社,2000.
The Large Tonnages SWATH Block Construction Technology
ZHANG Fang, LEI Li, CHEN Feng, WANG Chun-yong
(BoHai Shipbuilding Heavy Industry Co., Ltd., Huludao Liaoning 125004, China)
SWATH excellent seakeeping and spacious deck area is finding wider and wider application range. One of the characteristics of the ship is connected to the bridge and the pillar body at the bow and stern complex linetype, large wet deck area at the same time,the thickness is thinner, with three center line(the centerline of the hull, the left and right piece of body centerline),building deformation control more difficult. Taking BoHai Shipbuilding Heavy Industry Co., Ltd built for the success of the Chinese academy of sciences, 2 500 t comprehensive scientific research ship, from the design of block division, design of jig and block construction process, this paper introduces the large tonnages SWATH block construction technology.
SWATH Block division Jig design Block constructed process
張 芳(1968-),女,研究員級高工。
U671
A
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
中華詩詞(2020年1期)2020-09-21 09:24:52
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
藝術啟蒙(2018年7期)2018-08-23 09:14:18
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
制造業自動化(2017年2期)2017-03-20 14:26:13
數學大王·中高年級(2016年12期)2016-12-26 21:37:36