基于典型零件橢圓的宏程序編制
2015-05-07 09:48:32岳宏梅
機械工程師 2015年4期
岳宏梅
(安徽蕪湖技師學院,安徽蕪湖 241001)
0 引言
在數車加工中,經常會遇到除直線和圓弧外的非圓曲線編程。對于非圓曲線,一般借助CAD用輪廓逼近的方式編程,這種編程不但程序冗長而且加工費時,有時甚至會出錯。采用宏程序編程,可以通過對變量進行賦值、運算,并能利用循環語句控制程序流向等,使程序實現一些有規律變化(如橢圓)的動作,從而簡化編程,提高加工效率。
1 宏程序
宏程序是指采用了宏變量的程序。一般分為A類和B類宏程序。由于B類宏程序是以直接公式和語言輸入的,和C語言相似,在FANUC 0i系統中的應用比較廣。本文就采用B類宏程序。由于B類宏程序使用較廣,一般書中都有介紹,這里就不再重復了。
2 編程思路
用直線擬合橢圓,以Z坐標作為自變量,X坐標作為因變量。為了編程方便,一般采用等長步距逼近法,步距值根據橢圓精度要求和編程人員經驗確定(步距值越小,零件的精度越高),在程序執行過程中根據自變量的變化對應找到橢圓上的坐標值。另外,橢圓方程中的值與工件坐標系中的值不是同一值,編程時應找出兩者之間的對應關系。
#1 橢圓方程中初始點的Z坐標值
#2 橢圓方程中的初始點X坐標值,通過橢圓方程變換得來。
#3 橢圓初始點在工件坐標系中的X坐標值
#4 橢圓初始點在工件坐標系中的Z坐標值
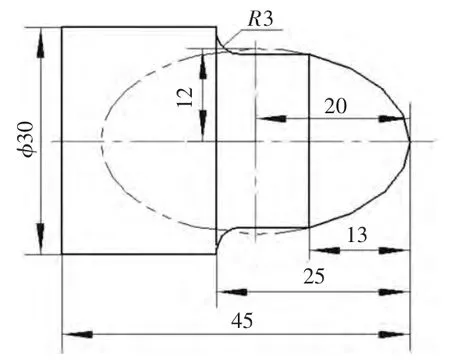
圖1
3 應用舉例
例1:加工如圖1所示的零件,毛坯尺寸為φ32×48 mm,以工件右端面和軸線的交點為工件原點(φ30外圓已加工好)。程序如下:O0001;
T0101;
G00 X35 Z5
G73 U16 W0 R4
G73 P10 Q20 U0.5 W0 F0.3
N10 G00 X0
G01 Z0 F0.1
#1=20 (橢圓方程中初始點的Z坐標值)
N50#2=12*SQRT[1-#1*#1/400](橢圓方程中的初始點X坐標值,通過橢圓方程變換得來)
#3=2*#2 (橢圓初始點在工件坐標系中的X坐標值)
#4=#1-20 (橢圓初始點在工件坐標系中的Z坐標值)
G01 X#3 Z#4
#1=#1-0.1 (變量重新賦值)
IF[[#1]GE7]GO TO50 (判斷橢圓是否到達終點)
G01 W-9
G02 U6 W-3 R3
N20 G01 X35
G00 X100 Z100
M05
M30
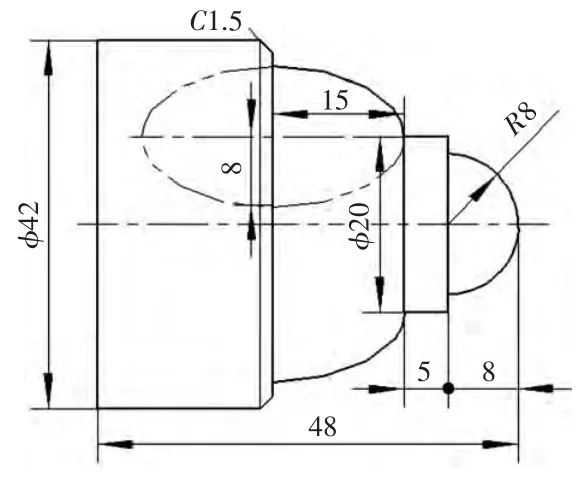
圖2
例2:使用數控車床切削零件如圖2所示,毛坯尺寸為 φ45×48 mm,以工件右端面和軸線的交點為工件原點。其它地方加工程序略(以例1為參考),只編寫凸橢圓部分程序。IF和WHILE循環語句可替換使用,參考程序如下:
#1=15
WHILE[[#1]GE 0]DO 1
#2=8*SQRT[1-#1*#1/225]
#3=2*[#2+10]
#4=#1-28
G01 X#3 Z#4
#1=#1-0.1
END1

圖3
例3:使用數控車床切削零件如圖 3所示,毛坯尺寸為 φ50×48 mm,以工件右端面和軸線的交點為工件原點。
其他地方加工程序(以例1為參考)略,只編寫凹橢圓部分程序:#1=12
N50#2=24*SQRT[1-#1*#1/1600]
#3=2*[42-#2]
#4=#1-22
G01 X#3 Z#4
#1=#1-0.1
IF[[#1]GE-23]GO TO50
4結語
以上程序已在FANUC 0i系統驗證成功。當然,橢圓除了直角坐標編程外,還可采用參數方程編寫加工程序。在實際生產過程中,需要根據已知條件,選擇合適的編程方法(以上3個圖形,均采用直角坐標編程)。運用宏程序編制橢圓,需要根據零件的實際尺寸,改變橢圓方程中的參數,即可實現橢圓的加工。
[1] 陳沖鋒,張國政.典型零件宏程序編制在數控車床中的應用[J].中國現代教育裝備,2010(7):89-90.
[2] 耿國卿.數控機床操作與編程培訓教程[M].北京:機械工業出版社,2001.
[3] 沈建峰,朱勤惠.數控車床技能鑒定[M].北京:化學工業出版社,2007.
[4] 徐昆鵬,張欣.數控加工中宏程序的應用技巧[M].北京:化學工業出版社,2006.
猜你喜歡
制造技術與機床(2019年12期)2020-01-06 03:17:48
人大建設(2019年12期)2019-05-21 02:55:44
中山大學法律評論(2018年1期)2018-03-30 01:21:00
瞭望東方周刊(2017年42期)2017-12-05 18:49:38
制造技術與機床(2017年4期)2017-06-22 11:18:05
環球時報(2017-03-30)2017-03-30 06:44:45
中國衛生(2015年3期)2015-11-19 02:53:32
制造技術與機床(2015年10期)2015-04-09 07:05:42
裝備機械(2015年1期)2015-02-28 22:19:52
政治與法律(2014年11期)2014-03-01 02:20:40
