儀器誤差對經緯儀水平角測量精度的影響
2015-04-29 19:39:14姚坡元
中國高新技術企業 2015年14期
摘要:經緯儀是用來測量水平及豎直角度、測量點與豎軸距離的重要工具。測量中受人、機、法、環等因素影響,測量結果會有偏差。為保證測量結果的準確有效,應挖出誤差的根源,研究其控制措施和消減辦法。水平角測量誤差主要有儀器誤差、觀測誤差和外界條件引起的誤差。文章就儀器誤差的成因、控制、消除進行了探討。
關鍵詞:經緯儀;水平角測量;測量精度;儀器誤差;三軸誤差 文獻標識碼:A
中圖分類號:TH761 文章編號:1009-2374(2015)14-0081-02 DOI:10.13535/j.cnki.11-4406/n.2015.14.040
儀器的制造和安裝不論如何嚴格要求,也不可能百分之百地達到儀器各部件及其相互幾何關系的要求,伴隨使用中的磨損、變形及外界因素的影響,測定結果不可避免地存在誤差,這就是所謂的儀器誤差。
三軸誤差(視準軸誤差、水平軸傾斜誤差、垂直軸傾斜誤差)、照準部旋轉誤差以及分劃誤差(水平度盤分劃誤差、測微盤分劃誤差)、光學測微器行差共同組成儀器誤差。本文將主要闡述和分析儀器誤差的成因、控制措施和消減辦法。
1 三軸誤差的影響
1.1 視準軸誤差
產生視準軸誤差的原因是安裝和調整不規范,望遠鏡的十字絲中心不在正確的位置,視準軸與水平軸不正交而產生的。另外,視準軸位置也會因溫度的差異引起變化,造成視準軸誤差。
視準軸誤差對觀測方向值的影響,在望遠鏡縱轉前后,大小相等,符號相反。因此,可利用取盤左與盤右的平均數消除。
1.2 水平軸傾斜誤差
水平軸傾斜誤差是在水平軸與視準軸正交、垂直軸與測站鉛垂線一致的前提下,僅由于水平軸與垂直軸不正交使水平軸傾斜一個小角造成的。
水平軸傾斜誤差出現的原因:未按規范正確安裝、調整儀器,造成儀器水平軸兩支架不等高或軸兩端的直徑不等。
在盤左、右讀數中,取平均值來消除水平軸傾斜誤差對觀測值的影響。
1.3 垂直軸傾斜誤差
儀器三軸間關系均已符合要求時,儀器水平未嚴格整置,使儀器垂直軸和測站鉛垂線間有一個微小的偏離角度,稱垂直軸傾斜誤差。結果視準軸(與水平軸正交)也偏離了正確位置,在其繞水平軸俯仰時的照準面形成了傾斜照準面,而不是要求的垂直照準面,造成了水平方向觀測的誤差。該誤差不像水平軸傾斜誤差通過盤左盤右觀測取平均能抵消,要仔細整平。
2 照準部旋轉誤差
在觀測過程中儀器轉動可能產生一些誤差。
2.1 彈性帶動誤差
軸套和垂直軸間存在摩擦力使照準部轉動時,儀器的基座局部出現彈性扭轉,水平度盤因摩擦力被帶動發生微小的方位變動。需要克服軸與軸套間互相的慣性阻力,彈性帶動主要發生在照準部轉動起始時,照準部轉動過程中,摩擦力較小。故而照準部右轉(左轉)時,水平度盤向右(向左)被帶動一個微小的角度,導致讀數偏小(偏大),給觀測帶來系統性影響。
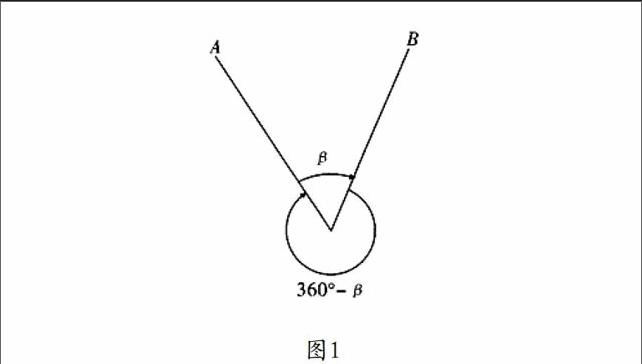
圖1
消除其影響的方法是:保持照準部在半測回中旋轉方向不變,照準各個目標測量誤差的符號相同,大小基本相等,可定值消除各方向組成的角度值誤差。三角觀測中規定,在一測回中保持照準部旋轉方向不變。如圖1,觀測目標A、B夾角,假如目標A在上半測回先照準,隨后按同一旋轉方向轉動照準部照準目標B。目標B在下半測回先照準,然后按同一旋轉方向旋轉照準部照準目標A。上、下半測回測角分別是、360°-,上、下半測回中照準旋轉方向保持一致,誤差影響基本相同,可以使用取上、下半測回的角度值的平均數的方法基本上消除此種誤差影響。
2.2 腳螺旋的空隙帶動
存在螺紋制造的誤差,轉動照準部時,腳螺旋桿初始轉動時有些微距離的空程。這樣在觀測過程中,基座連同水平度盤因空行程產生方位的微小偏差,使觀測結果與實際值不一致。這種方位的微小偏差就是腳螺旋空隙帶動。
顯而易見,腳螺旋空隙帶動存在對改變照準部旋轉方向后照準的第一個目標影響最大。以后各方向的觀測中照準部保持旋轉方向不變,對結果的影響逐漸減小。降低這種誤差影響的方法是:開始照準目標前,預先按預定旋轉方向轉動照準部1~2周后進行觀測;在一測回或半測回中,照準旋轉方向始終不變。
2.3 水平微動螺旋的隙動差
水平微動螺旋的隙動差:旋退水平微動螺旋照準目標時由于水平微動螺旋彈簧的強度衰減或污漬影響,螺旋桿端就出現微小的空隙,在讀數過程中彈簧逐漸伸張消除空隙,視準軸偏離目標,給讀數造成偏差。
減弱其影響的方法是:工作前,為消除隙動差需轉動水平微動螺旋向壓緊彈簧方向壓緊。當水平微動螺旋旋進時,望遠鏡所指方向將向左移動,無論旋向如何,在望遠鏡縱絲左側少許發現目標,望遠鏡成倒像,目標實際在縱絲的右側,然后用水平微動螺旋旋進照準目標。另外,要盡量使用水平微動螺旋的中間段,需開始每一測回前,應確認微動螺旋處于中間部位。
3 水平度盤分劃誤差
如果度盤分劃線的位置不正確,通過在水平度盤上的分劃讀數求得水平方向或水平角的觀測值的準確度將受到影響。誤差產生的原因和特性的不同,水平度盤分劃誤差可以劃分以下三種:
3.1 分劃偶然誤差
水平度盤在機械刻度時,由于加工誤差和環境影響,使刻度機在度盤上刻出分劃線時出現或偏左或偏右無規律的變化,為分劃偶然誤差。它的大小在±0.20″~±0.25″以下。分劃偶然誤差通過在多個的度盤位置上多次觀測讀數,可較好地抵償這種誤差
影響。
3.2 長周期誤差
刻度盤與刻度機標準盤的旋轉中心不同軸、面不平行,標準齒盤有形位誤差等,刻出的度盤分劃線存有以水平度盤全周為周期、規律性變化的系統性誤差,此誤差稱為分劃長周期誤差。其大小可達±2″。該誤差的最重要特點是,在一個周期內,一半正值,一半負值,總和為零。
3.3 短周期誤差
分劃短周期誤差是因刻度機的扇形輪和渦輪有偏心差、齒距誤差,刻出的度盤分劃線形成以度盤一小段弧為周期,且在度盤全周上重復出現、變化規律的系統誤差。其大小可達±1.0″~±1.2″。
4 光學測微器行差
當度盤分劃像移動半格時,測微盤轉動的理論格數與測微盤實際轉動格數之差就是測微器行差,這只是表象。我們知道,在測微器讀數窗中看到的度盤分劃影像是由顯微鏡將度盤加以放大后形成的。測微器行差實質上是由顯微鏡物鏡位置不當而產生的。另外,如果度盤對徑分劃經過不正確的光路,將使正像和倒像分劃的寬窄不相等。
造成物鏡位置不正確的原因是:安裝和調整不當及外界因素的影響。因此,當測微器行差超出規定時,就要由儀器修理人員調整測微器物鏡的位置。
綜合以上分析可以歸納出:測量工作受儀器本身誤差的影響很大,但都有一定的規律,只要善于掌握和遵守水平角觀測操作的基本規則,并通過合理必要的糾偏措施,絕大部分誤差的影響是可以消除或減弱,甚至是可以避免的。
參考文獻
[1] 翟翊,等.現代測量學[M].北京:解放軍出版社,2003.
[2] 李峰,等.建筑施工測量[M].上海:同濟大學出版社,2010.
[3] 徐育康,等.測量學[M].北京:解放軍出版社,1999.
作者簡介:姚坡元(1975-),男,山東濟寧人,供職于濟寧技師學院,碩士,研究方向:機械制造及其自動化。
(責任編輯:秦遜玉)