齒輪軸表面裂紋缺陷分析
2015-04-23 04:23:40范王展
金屬加工(熱加工) 2015年17期
■ 范王展
2014年12月,某廠在精車齒輪軸的光軸部位時表面出現軸向裂紋缺陷,裂紋沿軸向分布,數量不一,細而直,長度1~6mm不等。出現裂紋后,在加工面上繼續車1mm后,又出現新的裂紋,裂紋具體形貌見圖1。
1. 分析
(1)化學成分分析 在軸上取樣,進行鋼材化學成分分析,結果見附表。由附表可見,各元素的含量正常,均符合技術要求。
(2)金相分析 在垂直裂紋方向進行剖切,裂紋截面金相見圖2。裂紋垂直深度約0.03mm,寬度約0.05mm;裂紋未向內延伸;腐蝕后觀察,裂紋周圍組織為正常正火組織。
在軸上取金相試樣觀察,在縱截面上發現數條長度0.5~1.3mm的夾雜物條帶,寬度在0.01~0.02mm之間(見圖3a);在橫截面上觀察到大量點狀、短片狀缺陷(見圖3b)。
(3)掃描電鏡 在掃描電鏡下對缺陷部位進行化學成分分析,結果顯示缺陷區域化學成分主要為O、Al、Ca、Na以及少量的S和K。

齒輪軸化學成分(質量分數) (%)
2. 結果討論
從缺陷宏觀形貌分析,由于裂紋無金屬光澤,且將缺陷部位繼續車1mm后又出現新的裂紋,因此裂紋缺陷不僅在零件表面、且在零件內部已經形成,進而斷定缺陷不屬于機加工裂紋,該推斷經過磁粉檢測得以驗證(見圖4)。
對肉眼可見的缺陷用記號筆標出,在磁粉檢測前,零件上共可見7處缺陷,經過磁粉檢測,可以看出零件表面聚集了大量缺陷。
從金相檢測結果來看,由于缺陷周圍為正常的正火組織,未出現脫碳現象,說明在鍛造時裂紋并未從毛坯件內部裂至表面,缺陷是密閉的閉合狀態。
從掃描電鏡結果來看,產生裂紋的根本原因是鋼材出現材質缺陷,主要為氧化夾雜物。尤其是夾雜物中含有保護渣的成分Na、K元素,說明是保護渣卷渣造成的夾雜。
根據文獻描述,該缺陷的準確定義應為發紋缺陷,該缺陷以埋藏在鋼材表層10mm以內位置居多。
3. 結論與改進措施
零件表面裂紋實際是鋼材發紋缺陷,其根本原因是由于鋼液保護渣卷入造成的非金屬氧化物夾雜引起的。
為進一步加強對入廠鋼材非金屬夾雜物的控制,采取了以下措施:一是進行頭尾爐管理。對每個澆次的頭爐和尾爐,要求在頭坯和尾坯上取樣,進行夾雜物檢驗分析;二是對鋼材進行塔形檢驗。通過以上措施,取得了良好效果,在生產中再未出現批量性發紋缺陷。
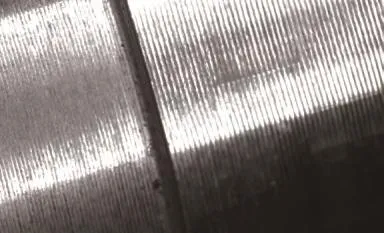
圖1 裂紋缺陷宏觀形貌

圖2 裂紋部位截面金相分析
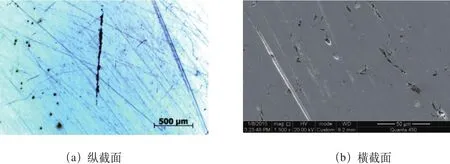
圖3 軸上試樣顯微觀察

圖4 零件磁粉檢測前后對比
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
電子制作(2018年18期)2018-11-14 01:48:24
山東工業技術(2016年15期)2016-12-01 05:31:22
海峽科技與產業(2016年3期)2016-05-17 04:32:12
建筑材料學報(2014年3期)2014-03-11 17:08:02
