外加厚油管加厚端常見質量缺陷及分析
2015-04-17 12:27:26張國祥
鋼管 2015年1期
曹 妍,張國祥,趙 強,馮 巖
(內蒙古包鋼鋼聯股份有限公司無縫鋼管廠,內蒙古 包頭 014010)
隨著石油工業的發展,市場對無縫鋼管的需求量越來越大,而需求的無縫鋼管品種、規格也在不斷增加[1-2]。我國每年油井管(油管、套管、鉆桿、鉆鋌)用量約為120 萬t,其中油管占總用量的17%~22%[3-4]。為了滿足國內外無縫鋼管市場需求,擴大無縫鋼管的產品結構,內蒙古包鋼鋼聯股份有限公司無縫鋼管廠從中國重型機械研究院有限公司購進了一條油管管端加厚生產線,采用“二次加熱+一次成型”生產工藝[5]。目前該生產線已投入生產,主要生產Ф48.26 ~114.3 mm×3.68~7.01 mm外加厚油管,小時生產能力為55~110 支;其加厚模具壽命達到世界領先水平(每套使用頻次可達到8 000 次[6])。經反復試驗和調整設備及工藝,該生產線已經完全具備生產滿足API Spec 5CT—2011《套管和油管規范》標準要求的外加厚油管的能力。
1 外加厚油管的結構與幾何參數
外加厚油管是對管坯兩端進行鐓粗,整體熱處理,使增厚端外徑大于管體外徑,而內徑不變的油管;在鐓粗部分加工外螺紋,這種油管管端的強度與管體相同[7]。其原理就是將油管的端部經過局部加熱后,通過擠壓使其長度縮短、壁厚增加,以提高油管連接處的強度。
外加厚油管的基本結構如圖1 所示。其中,加厚端長度Leu、管端到加厚消失處長度Lb、加厚端外徑D4和距管端La處外徑Dc是保證管端外加厚油管尺寸精度的主要參數。
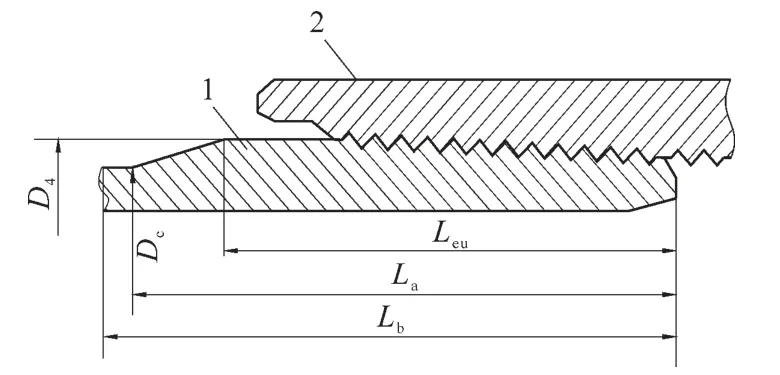
1 — 管體 2 — 接箍圖1 外加厚油管的基本結構示意
2 幾何尺寸分析
2.1 尺寸控制
從加厚模具形狀和鐓鍛工作原理[8]可知,油管加厚端的幾何尺寸完全受模具形狀的限制,因而模具的設計精度很重要。以加厚Φ73.02 mm×5.51 mm油管為例,調整工藝參數使Leu為82.55~107.95 mm,距管端158.75 mm 處外徑Dc為72.23~75.40 mm,D4為78.59~80.18 mm。同時,為了確保Lb不超過260.36 mm,應控制油管加熱長度,即控制油管伸進爐腔的長度在260 mm 以內。
2.2 測量數據
連續測量10 支Φ73.02 mm×5.51 mm 外加厚油管加厚端的尺寸,其測量結果見表1。
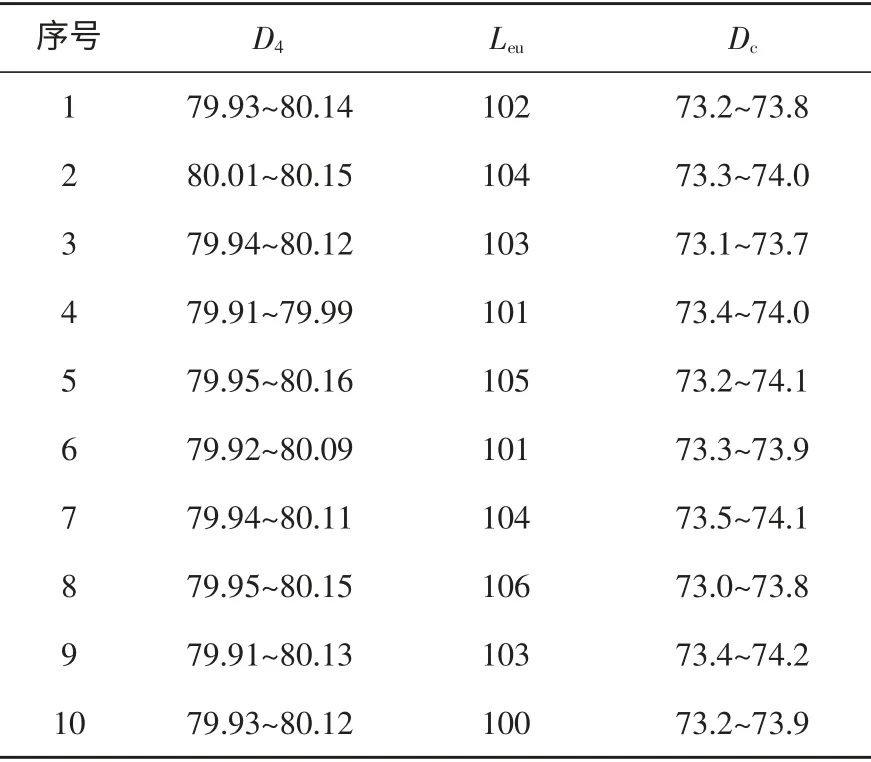
表1 Φ73.02 mm×5.51 mm 外加厚油管加厚端尺寸測量結果mm
從表1 可看出:只要工藝參數保持不變,外加厚油管加厚端的幾何尺寸就沒有太大變化;因此,控制外加厚油管加厚端的表面缺陷十分重要。
3 外加厚油管加厚端常見表面缺陷分析
3.1 外表面凸棱
由于加厚模具的限制,在合模過程中必然會在油管加厚端外圓周面產生一道軸向凸棱,一般叫做合模線。凸棱降低了油管外表面質量,影響加厚端外觀尺寸。通過降低加厚模具的夾緊力,可減少外表面凸棱的厚度,但要保證加厚端外徑不能超差。加厚模(合模線處)磨損,也易產生外表面凸棱。外加厚油管外表面凸棱和飛邊缺陷如圖2 所示。

圖2 外加厚油管外表面凸棱和飛邊缺陷
3.2 端頭耳子、凹槽
端頭耳子(飛邊)是指外加厚油管加厚端頭延伸出端面,并沿圓周方向的突起(圖2)。更換產品規格時,金屬變形量發生變化,需要調整壓力繼電器發訊值以調整鐓粗力[9]。如果設定的鐓粗力偏小,金屬在沒有充滿模腔的情況下鐓粗力已達到設定值,沖頭返回,端頭會出現凹槽(圖3);若設定的鐓粗力過大,金屬會從模腔與沖頭間的縫隙擠出而出現飛邊。實踐證明:調整加厚尺寸的4 個限位接近開關(即位移傳感器),增加沖頭的有效行程,可消除飛邊。由于金屬在變形過程中與模腔表面存在相對運動,會產生摩擦,所以模具的潤滑很重要。若潤滑不到位,摩擦力會阻礙金屬塑性流動而產生飛邊。

圖3 外加厚油管端頭凹槽缺陷
3.3 內表面環狀凹坑
在外加厚油管加厚區域,內表面呈環狀凹面或凹槽,如圖4 所示。鋼材的變形抗力與加熱溫度有關,在變形速度一定的情況下,加熱溫度越低,其變形抗力越大。所以,如果油管鐓粗時溫度過低,勢必增加其變形抗力,設定的水平鐓粗力不能使金屬完全聚積變形,導致內表面出現環狀凹坑。若加熱時間過短,油管加熱溫度不均,導致金屬流動性差,進入型腔時的溫度不足,因而產生環狀凹坑。若送料不到位,參與變形的金屬少,沖頭到達前限位時金屬并沒有充滿模腔,也會產生凹坑。除此之外,石墨(潤滑劑)質量的好壞和冷卻水也是影響外加厚油管表面質量的重要因素[10-11]。冷卻模具時,需要有充足的水量,并保證一定的水壓。水量充足,模具特別是沖頭的工作面溫度就會下降較快,一方面提高了沖頭的使用壽命,另一方面有利于石墨潤滑劑的黏附;加大水壓,有利于沖洗掉黏附在模具上的氧化鐵皮、污物等雜質,減少雜物對鐓粗表面質量的影響。

圖4 外加厚油管內表面凹坑缺陷
3.4 外表面結疤
油管加厚端外表面有結疤狀凹坑或掉肉的現象稱為外表面結疤,如圖5 所示。結疤的形成有兩方面因素:①加熱溫度高,外表面氧化掉渣;②加厚模沒有充分潤滑好,脫模時將熱態的塊狀金屬粘連而脫落。適當調整加熱溫度和加熱時間,可減少外表面金屬過燒或氧化過快;盡量使石墨和冷卻水噴灑均勻,以達到最佳潤滑、冷卻效果[12]。
4 結 論
(1) 通過降低夾緊力可減小外加厚油管加厚端的凸棱厚度,而選取合適的鐓粗力、調整加熱溫度和時間、改善潤滑冷卻效果,可減少端頭耳子、內表面環狀凹坑和外表面結疤等缺陷的出現。

圖5 外加厚油管外表面結疤缺陷
(2) 外加厚油管加厚端表面缺陷的形成原因復雜,大部分缺陷是同時由多因素造成[13];因此,對于外加厚油管加厚端質量缺陷的預防和設備的調整,仍需要不斷地總結和改進。
[1] 王才良. 世界石油工業回顧與發展趨勢[J]. 中國石化,2009(6):60-62.
[2] 李曉紅. 我國無縫鋼管供需市場分析與前景展望[J]. 鋼管,2006,35(2):50-53.
[3] 李欣,張毅,張汝忻. 我國油井管需求量、生產能力及價格綜合分析[J]. 鋼管,2000,29(1):11-14.
[4] 何新田,陳靜. 頂管機組生產油管的實踐探索[J]. 鋼管,2007,36(5):31-35.
[5] 于吉迪. 外加厚油管一次成形技術研究[J]. 中國石油和化工標準與質量,2012(S1):90.
[6] 王春芳. 淺談外加厚油管系列模具的研制[J]. 裝備制造技術,2009(7):180-182.
[7] 石油工業部物資供應管理局. 石油鉆采專用管材及焊接材料[M]. 北京:石油工業出版社,1982.
[8] 劉利紅,張興華. 鐓廢外加厚油管的修復工藝研究[J].鍛壓裝備與制造技術,2007(1):34-36.
[9] 任明杰,雷剛. 加厚管生產的調試過程技術分析[J]. 重型機械,2008(1):30-34.
[10] 張建偉. 油管管端加厚工藝改進研究[J]. 寶鋼技術,2008(5):54-56.
[11] 張建偉. 鋼管管端加厚模具的設計及應用[J]. 鋼管,2013,42(5):45-48.
[12] 成海濤. 無縫鋼管缺陷與預防[M]. 成都:四川科學技術出版社,2007.
[13] 孔玲,仇平,劉彥凱. 加厚油管管端成形工藝研究[J]. 現代制造工程,2010(5):76-79.