軸承套圈成品及鍛件水浸超聲檢測技術應用
2015-04-14 06:20:12葛泉江孫慧廣蘇偉強
哈爾濱軸承 2015年3期
葛泉江,孫慧廣,蘇偉強
(1.中國人民解放軍駐哈爾濱軸承集團公司軍事代表室,黑龍江 哈爾濱 150025;2.中航工業哈爾濱軸承有限公司 工程技術部,黑龍江 哈爾濱 150025)
軸承套圈成品及鍛件水浸超聲檢測技術應用
葛泉江1,孫慧廣1,蘇偉強2
(1.中國人民解放軍駐哈爾濱軸承集團公司軍事代表室,黑龍江 哈爾濱 150025;2.中航工業哈爾濱軸承有限公司 工程技術部,黑龍江 哈爾濱 150025)
通過對軸承套圈成品及鍛件進行水浸超聲檢測,發現其內部原材料裂紋、鍛造及熱處理產生的細小裂紋,實現對軸承產品的質量控制,提高軸承的使用壽命。
水浸超聲檢測;軸承;成品;鍛件
1 前言
為提高精密軸承產品質量,需要檢測軸承內部缺陷,在目前的五大常規檢測方法中,滲透、磁粉和渦流檢測主要是檢測表面及近表面缺陷,因此不考慮采用該三種方法。射線檢測雖然對零件結構沒有特殊要求,且檢測靈敏度較高,但是對于軸承套圈的鍛造類缺陷檢測靈敏度低,容易造成漏檢。基于以上考慮,只有超聲波檢測是比較好的方法。隨著計算機技術的發展,以及人們對于水浸法便于實現自動化檢測、人為因素影響少、檢測可靠性高的特點的認識的不斷加深,那些要求高分辨率、高靈敏度和高可靠性檢測的重要成品及鍛件,越來越多地采用水浸法進行檢測。精密軸承零件需要進行高靈敏度檢測,檢測標準符合國家標準要求,所需靈敏度不低于Φ0.4-10dB,因此,適宜采用水浸法進行檢測。
2 軸承零件的結構特點
軸承屬于環形件,鍛件車加工之后,表面粗糙度小于Ra0.8μm,內外壁表面光滑,上下端面平行,表面加工余量較小,約為2mm。成品時壁厚較小,且內壁加工軌道帶有曲率很小的圓弧面。
毛坯及成品檢測時的型面圖見圖1、圖2所示。
圖1 毛坯檢測的型面圖
3 檢測參數的選擇
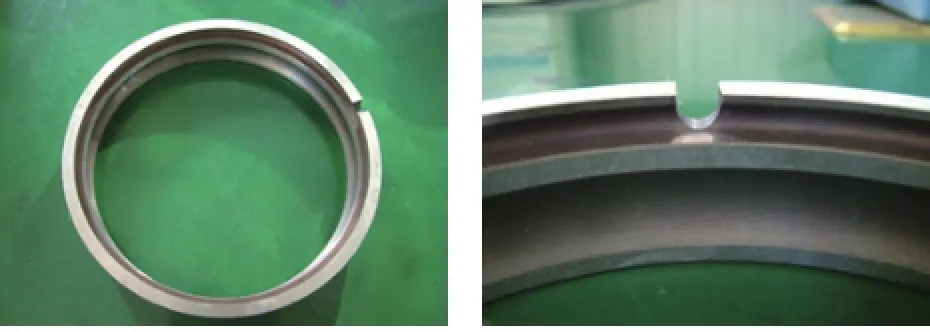
圖2 成品檢測的型面圖
3.1 水浸超聲檢測原理
水浸超聲檢測原理如圖3所示。為了檢測材料中的微小缺陷,關鍵是要提高小缺陷反射的超聲信號幅度和信噪比。為了達到這一點,需要采用超聲聚焦檢測,見圖4所示。由于聚焦聲束在焦區能量高度集中,聲壓明顯提高,因而小缺陷反射幅度高;其次,聲束穿過的基體材料體積較小,相應引起的散射噪聲也較小,使得信噪比較好,可明顯提高小缺陷檢測的靈敏度和信噪比。
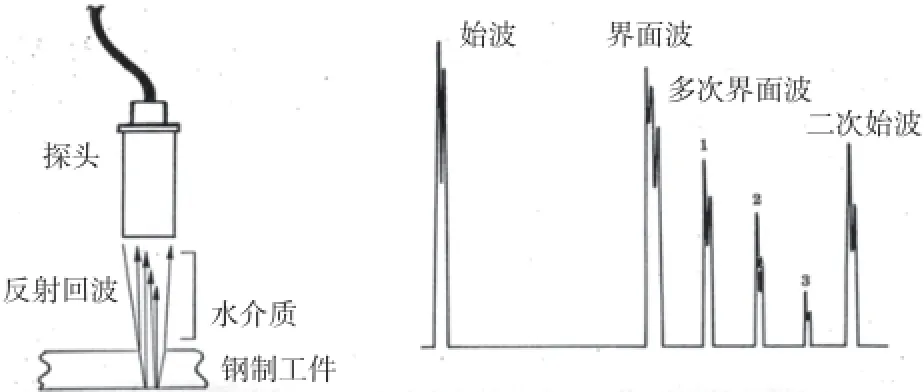
圖3 水浸法檢測的原理圖
3.2 探頭的選擇
3.2.1 檢測頻率的選擇
超聲波的頻率在很大程度上決定了超聲波對缺陷的探測能力。頻率高時,波長短、聲束窄、擴散角小、能量集中、發現小缺陷的能力強、橫向分辨力好、缺陷定位準確。
由于軸承厚度和余量較小,為提高信噪比,一般應選擇10MHz頻率的探頭進行探傷。幾種常用水浸探頭的頻率及有效檢測范圍如表1所示。
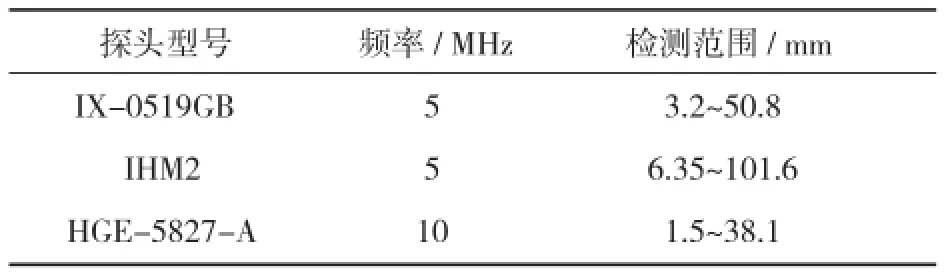
表1 幾種常用水浸探頭的頻率及有效檢測范圍
3.2.2 探頭類型的選擇
在水浸平探頭前加上聲透鏡則可產生聚焦聲束,成為聚焦探頭。聚焦使聲束在某一深度范圍內直徑變窄,聲強增高,可提高局部區域的檢測靈敏度與信噪比以及橫向分辨力,在C掃描檢測中可以提高圖像的分辨率。聚焦探頭的能量集中,發現小缺陷的能力強。
3.3 儀器的選擇
由于采用高頻水浸聚焦檢測,因此選擇的檢測儀器應具有較大的頻帶寬度和低噪聲電平,發射脈沖可調為窄脈沖和高阻尼。為了對零件實施完全的檢測,檢測設備應能夠方便軸承件的裝夾,系統至少具有A掃和C掃這兩種顯示模式,以方便缺陷的評定,且系統精度高,具有專業化的程序軟件,適宜高靈敏度下盤環件的水浸探傷。因此,選擇了SCANMASTER公司的盤環件超聲水浸檢測系統,該型號為LS200-LP,見圖5所示。
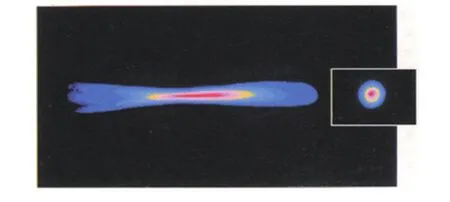
圖4 聚焦探頭聲場剖面圖

圖5 LS200-LP超聲水浸檢測設備
3.4 對比試塊的選擇
由于精密軸承要求檢測靈敏度高,根據零件的加工余量和檢測厚度,需要采用與被檢件相同材料不同埋藏深度的一組距離幅度試塊來調節靈敏度,見圖6所示。試塊內埋藏的平底孔孔徑大小為Φ0.4mm,孔深1.5~40mm。

圖6 對比試塊
3.5 檢測面的選擇
檢測面選擇首先考慮缺陷的最大可能取向。如果缺陷的主反射面與試件的某一表面近似平行,則選用從該表面入射的垂直入射縱波,能使聲束軸線與缺陷的主反射面接近垂直,這對缺陷的檢測是最為有利的。由于軸承的缺陷主要是沿著平行于圓周的方向分布,因此,宜采用從外圓方向垂直入射的縱波進行檢測,見圖7所示。

圖7 軸承件的縱波圓周檢測
4 超聲波檢測工藝
4.1 檢測靈敏度的調整
將與軸承材料相同的試塊(缺陷埋深分別為:1.6mm、3.2mm、6.4mm、12.7mm、25.4mm、38.1mm)按照厚度由小到大的順序依次擺放在試塊架上,首先將HGE-5827-A探頭置于第一個試塊上,將最淺孔的最高反射波高調至80%,此時靈敏度為基準靈敏度,之后不改變基準靈敏度,記錄其余各孔的波高達到80%時的增益值,完成TCG曲線的繪制。曲線制作完畢后,再將基準靈敏度提高10dB作為檢測靈敏度,即完成檢測靈敏度的調節。
4.2 缺陷的識別與評定
對波高超過30%的顯示信號進行記錄,包括缺陷的埋深、大小并在零件上定位,標記出缺陷表面位置。對該軸承進行超聲波檢測,顯示方式為兩種:A掃描和C掃描。
4.2.1 A掃描方式
將超聲信號的幅度與傳播時間的關系以直角坐標的形式顯示出來,橫坐標為時間,縱坐標為信號幅度。水浸檢測法的傳播介質是去離子水(防止成品軸承套圈檢測時生銹)。超聲波在均質材料中傳播,聲速是恒定的,則傳播時間可轉變為傳播距離。因此,從A型顯示中可以得到反射面距入射面的距離(縱波垂直入射檢驗時顯示缺陷的深度),以及回波幅度的大小(用來判斷缺陷的當量尺寸)。軸承超聲波檢測的檢測方向是沿軸向掃查,從A型顯示中可讀出缺陷的埋深和當量大小,見圖8所示。
4.2.2 C掃描方式
C掃描圖為試件的一個平面投影圖,探頭在試件表面作二維掃查,顯示屏的二維坐標對應探頭的掃查位置。在每一探頭移動位置時,將某一深度范圍的信號幅度用電子門選出,用亮度或顏色代表信號的幅度大小,顯示在對應的探頭位置上,則可得到某一深度范圍缺陷的二維形狀與分布,見圖9所示。
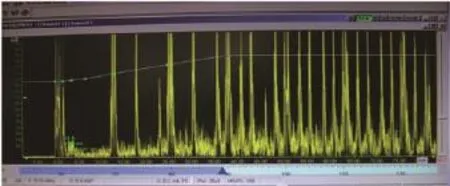
圖8 軸承件的A掃描圖
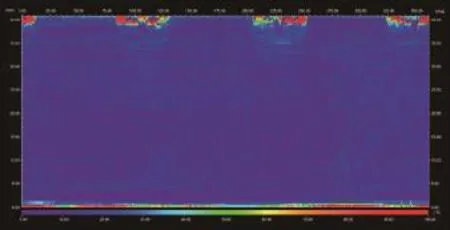
圖9 軸承件的C掃描圖
圖9 中的圖像底部有一條色帶,不同的顏色代表不同大小的信號幅度。如果零件內部無缺陷或者材質均勻,則C掃描圖像的顯示會很均勻,顏色也基本相同;反之,若在C掃描圖像上發現局部顏色與周圍呈現的顏色不同的部位,則需將探頭移動到該反射信號處,結合其A掃描圖像進行評定,若A掃描圖上界面波和底波之間有反射波存在,則一般被認為是缺陷反射信號,此刻探頭的位置即認為是缺陷所在部位。
5 檢測結果對比分析
5.1 檢測條件
將試塊的平底孔波高調至80%,再提高10dB進行檢測,將超過30%的信號反射波高進行記錄,同時標記缺陷位置。
5.2 檢測對象及試驗結果
5.2.1 鍛件檢測
檢測對象:80件軸承鍛造工藝試驗件。
檢測結果:該80件試驗件采用超聲波水浸法聚焦檢測,其中76件合格,其中之一見圖10所示,4件發現有明顯的缺陷信號,其中之一見圖11所示。
圖11對應的零件序號為23#,其中缺陷埋深為3.35mm,距邊緣位置為34mm,當量大小為Ф0.4-8dB,且該缺陷顯示信號成片狀顯示,為密集型缺陷。對該缺陷件進行理化失效分析,經過反復的打磨及超聲波檢測定位,最終理化分析結果為夾渣,結果與超聲檢測結果一致。
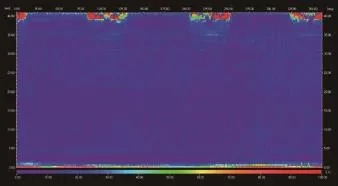
圖10 無缺陷的軸承件C掃描圖
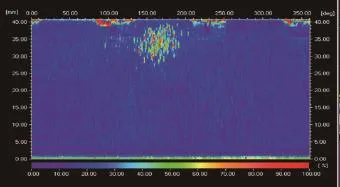
圖11 有缺陷的軸承件C掃描圖
缺陷位置
5.2.2 成品套圈檢測
檢測對象:50件成品軸承套圈工藝試驗件。
檢測結果:該50件試驗件采用超聲波水浸法聚焦檢測,其中48件合格,其中之一見圖12所示,2件發現有明顯的缺陷信號,其中之一見圖13所示。
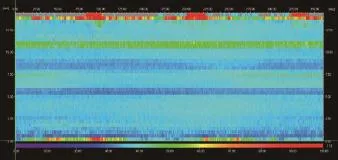
圖12 無缺陷的軸承件C掃描圖
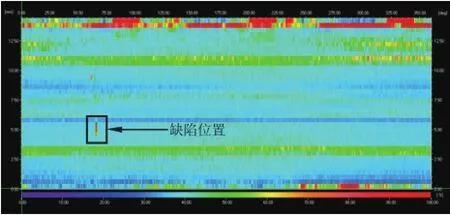
圖13 有缺陷的軸承件C掃描圖
圖13 對應的零件序號為7#,其中缺陷埋深為1.05mm,距邊緣位置為5mm,當量大小為Ф0.4-6dB。對該缺陷件進行理化失效分析,經過反復的打磨及超聲波檢測定位,最終理化分析結果為鍛造缺陷,結果與超聲檢測結果一致。
6 結論
采用水浸超聲法檢測軸承套圈鍛件及不同結構成品,能夠有效地檢測出當量大小為Φ0.4-10dB的內部缺陷反射信號,經過理化分析和驗證,證明檢測結果是可靠的。
(編輯:林小江)
Application of water immersion ultrasonic testing technology on bearing rings finished products and forgings
Ge Quanjiang1, Sun Huiguang1, Su Weiqiang2
(1.Military Delegrate Office of PLA Residing Harbin Bearing Group Corporation,Harbin 150025,China;2.Engineering Technology Department, AVIC Harbin Bearing Co.,Ltd.,Harbin 150025,China)
Water immersion ultrasonic testing to the bearing rings finished products and forgings can find out the inner hairline cracks (e.g. the inside cracks of raw materials, forging cracks, heat treatment cracks) effectively. This method can control the quality of bearings and improve the service life evidently.
water immersion ultrasonic testing; bearing; finished products; forging
TH133.33,TG115.21+5.6
B
1672-4852(2015)03-0023-04
2015-08-19.
葛泉江(1967-),男,高級工程師.
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
鴨綠江(2021年35期)2021-04-19 12:24:18
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
考試與評價·高一版(2020年6期)2020-11-02 02:45:24
中國生殖健康(2019年3期)2019-02-01 06:12:26
海峽科技與產業(2016年3期)2016-05-17 04:32:12
鑿巖機械氣動工具(2016年3期)2016-03-01 04:00:25