深溝球軸承溝邊倒角加工方法探討
2015-04-14 05:44:27張文博曲龍濱
哈爾濱軸承 2015年4期
張文博,曲龍濱
(1.哈爾濱軸承集團公司 電機軸承分廠 ,黑龍江 哈爾濱150036;2.哈爾濱哈軸精密軸承制造有限公司,黑龍江 哈爾濱150036)
深溝球軸承溝邊倒角加工方法探討
張文博1,曲龍濱2
(1.哈爾濱軸承集團公司 電機軸承分廠 ,黑龍江 哈爾濱150036;2.哈爾濱哈軸精密軸承制造有限公司,黑龍江 哈爾濱150036)
對加工深溝球軸承溝邊倒角的幾種方法進行了分析,指出各自加工特點及應用范圍,以保證加工效率和質量。
深溝球軸承;外圈;倒角;毛刺
1 前言
深溝球軸承經裝配后按工藝要求需檢驗振動值及手感,在檢驗上述項目時偶爾發現有個別軸承振動值超差或手動轉動時出現異常感覺。經研究發現影響其因素較多,其中軸承合套將鋼球裝入內外套之間時容易將鋼球劃傷,或套圈在上、下料搬運過程中由于沒有溝邊倒角就會將加工合格后套圈的溝道劃傷,因為套圈經熱處理后硬度在60~64HRC之間,硬度較高極容易將溝道劃傷。盡管這種現象發生的幾率很少,但一旦發生就會影響產品質量,所以將溝邊倒角加工出來比較穩妥,非常有利于軸承裝配和減少鋼球劃傷,裝配時如圖1所示。以往車加工中溝邊倒角的有無并沒有引起足夠重視,有的廠家根本沒有加工溝邊倒角,但隨著用戶對振動值要求不斷提高,軸承裝配時鋼球劃傷問題就必須解決,為此介紹了幾種加工溝邊倒角方法。
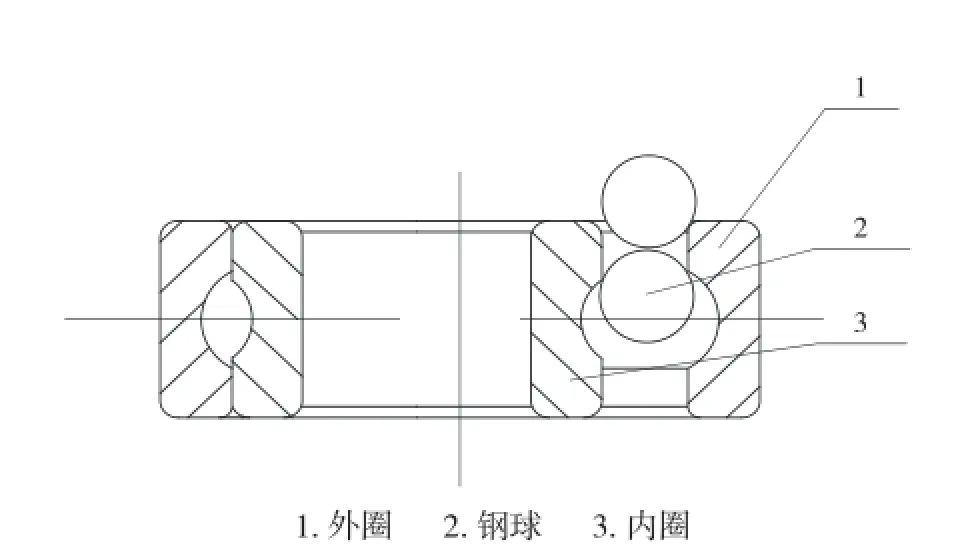
圖1 裝配時填球示意圖
2 深溝球軸承溝邊倒角的加工方法
溝邊倒角是指外圈的內徑與溝道或內圈的外徑與溝道交接處,車削出來一個不是尖角形狀的倒角,如圖2所示。溝邊倒角的設計主要考慮溝道經磨削后留下一個倒角,便于裝配并防止磕傷。
2.1 數控機床加工溝邊倒角的方法
數控機床加工溝邊倒角較為簡單,以外套加工為例,在編制程序時將溝邊倒角工序編在程序里,車刀就按著編程的軌跡將外內徑、溝道及溝邊倒角一同加工出來,加工過程只需一次裝夾,其走刀方式是切削刃的刀尖圓弧與工件接觸,也稱為軌跡法。特點是外內徑與溝道同軸度精度較高,溝邊倒角坐標X、Y值尺寸精度及對稱度等精度相應也較高。由于數控機床剛性不如專業車床,如果鍛件留量較大,其加工效率遠不如專業車床高。產品批量較大建議采用專業車床加工,反之用數控車床加工。
2.2 專業機床加工溝邊倒角方法
專業車床加工溝邊倒角分三種方法:(1)一次成型法;(2)單獨加工溝邊倒角法;(3)仿形軌跡法。
(1)一次成型法
專業車床一次成型加工溝邊倒角示意圖如圖3所示。一次成型法就是加工溝道時,采用成型刀將溝道及溝邊倒角一次加工完成,其特點是加工效率較高,形狀規則,不足之處是機床必須有足夠的剛性,且溝曲率不能太大,因為成型車削時刀具切削刃與工件接觸區域很大,切削力相對于數控機床軌跡法大很多,切削時發生振動,刀具會急劇損壞,導致無法正常加工。所以此方法要求加工的溝曲率有一定的范圍。
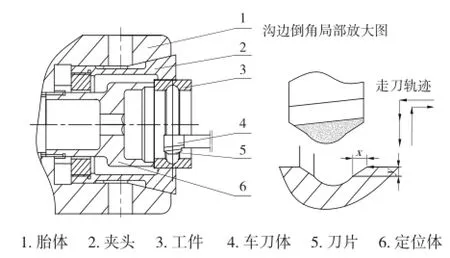
圖3 專業車床一次成型加工溝邊倒角示意圖
(2)單獨加工溝邊倒角法
專業車床單獨加工溝邊倒角示意圖如圖4所示。單獨加工溝邊倒角法是溝道加工后,再將溝邊倒角加工出來。其特點是加工方法簡單,效率高。不足是使用機床和操作者人員增加,加工成本也相應增大。由于溝邊倒角是后加工,如果溝邊倒角X、Y尺寸較小,要求0.2mm、0.3mm時,溝道的尺寸散差一般要求±0.05mm、溝道的尺寸散差0.1mm誤差,再加上外內徑尺寸散差、溝曲率、壁厚及溝道位置度對加工后溝邊倒角最終尺寸造成的綜合影響,很可能使溝道經過磨削后,溝邊倒角會沒有了,失去了加工溝邊倒角這道工序的意義;另外,如果刀具磨損未及時發現,車刀會將溝道擠出毛刺,磨削溝道時會將砂輪外緣處磕出一道溝,不及時發現會嚴重影響磨削效率及質量。
(3)仿形軌跡法
仿形軌跡法加工溝邊倒角示意圖如圖5所示。仿形軌跡法是根據工件形狀設計一塊仿形板,車刀切削時沿著仿形板的軌跡進行切削,其特點是必須采用仿形機床加工,加工方法簡單,工作效率高。由于往復有一定間隙,使得車刀在加工圓弧時溝曲率有一定的誤差,影響到溝邊倒角尺寸精度,因而此方法加工精度較低。
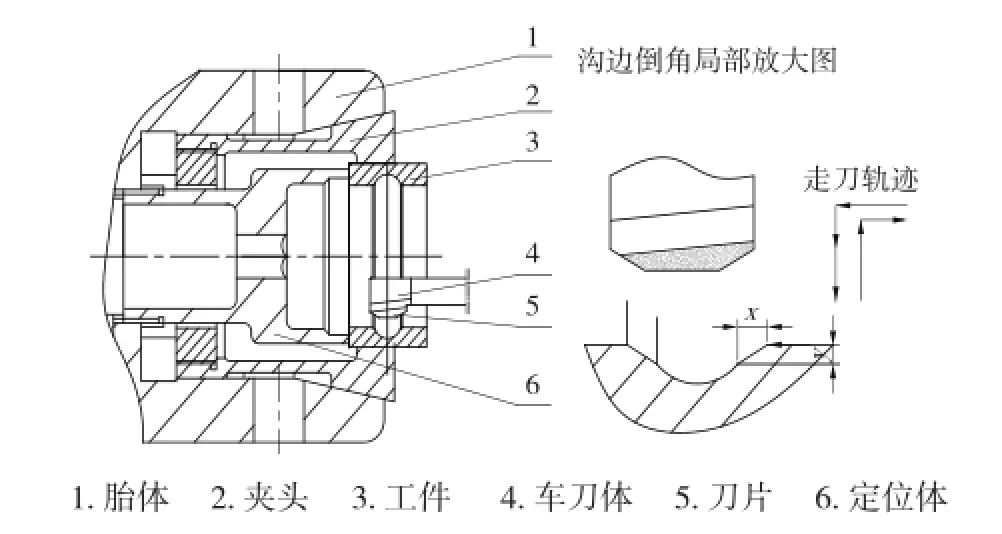
圖4 專業車床單獨加工溝邊倒角示意圖
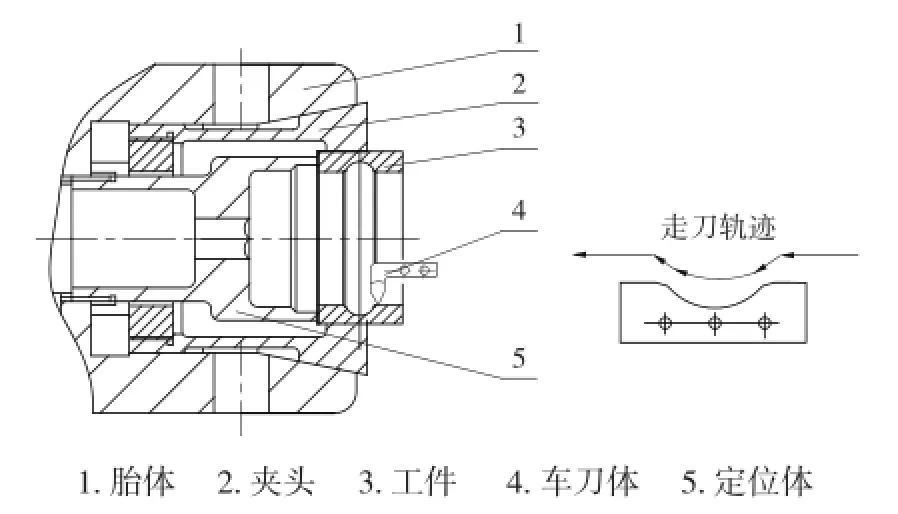
圖5 仿形軌跡法加工溝邊倒角示意圖
3 結束語
根據上述幾種溝邊倒角加工方法及特點,可以得出以下建議。
(1)產品的批量較大時,溝曲率較大時采用專業車床加工,且溝邊倒角采取單獨加工方法。
(2)產品的批量較大時、溝曲率小時采用專業車床加工。且溝邊倒角采取一次成型加工方法。
(3)產品批量小,且倒角尺寸較小只得采用數控機床加工溝邊倒角。
隨著工藝水平不斷提高,溝邊倒角也有新的加工方法,如熱處理后較小的倒角采用光飾的方法或硬車倒角的方法。
(編輯:鐘 媛)
Discussion on chamfer processing method of groove with rib of deep groove ball bearing
Zhang Wenbo1,Qu Longbin2
(1.Electric Motor Bearing Sub-factory,Harbin Bearing Group Corporation,Harbin 150036,China;2.Harbin Hazhou Precision Bearing Manufacturing Co.,Ltd.,Harbin 150036,China)
Several methods for machining deep groove ball bearing chamfer are analyzed, their processing characteristics and application range are pointed out to ensure the processing efficiency and quality.
deep groove ball bearing; outer ring; chamfer; burr
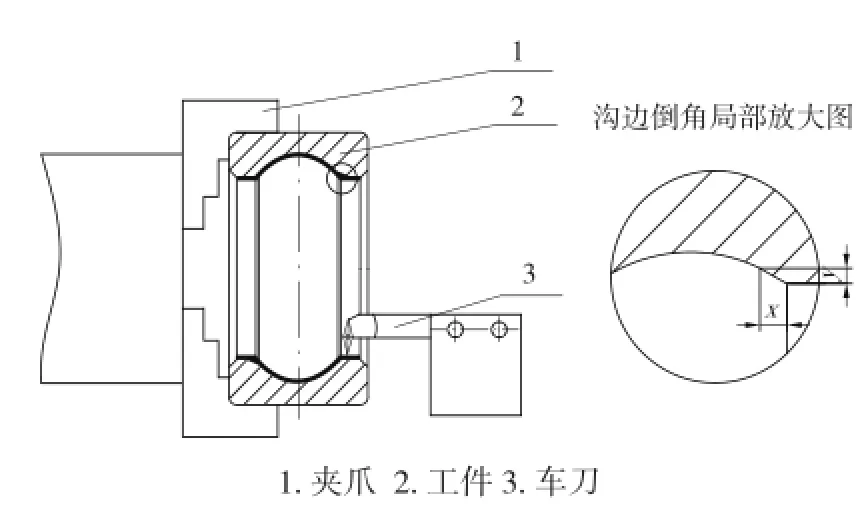
圖2 數控機床加工溝邊倒角示意圖
TH133.33+1
B
1672-4852(2015)04-0022-02
2015-10-15.
張文博(1987-),男,助理工程師.
猜你喜歡
《學習方法報》歷史中考版(2023年21期)2023-11-09 07:40:38
數學小靈通(1-2年級)(2020年9期)2020-10-27 03:24:18
當代貴州(2019年41期)2019-12-13 09:28:56
兒童故事畫報(2019年5期)2019-05-26 14:26:14
Coco薇(2016年2期)2016-03-22 02:42:52
中國共青團(2015年7期)2015-12-17 01:24:38
Coco薇(2015年1期)2015-08-13 02:47:34
小雪花·成長指南(2015年7期)2015-08-11 15:03:12
小雪花·成長指南(2015年4期)2015-05-19 14:47:56
中學生數理化·八年級物理人教版(2014年2期)2014-04-02 08:50:44
