精益六西格瑪在制藥企業(yè)設(shè)備維護中的應(yīng)用
2015-04-13 08:34:24鄔家宏
機電信息 2015年32期
關(guān)鍵詞:設(shè)備
陳 琪 鄔家宏
(1.上海交通大學藥學院,上海200240;2.上海新亞藥業(yè)有限公司,上海201203)
0 引言
精益六西格瑪是精益生產(chǎn)和六西格瑪管理的有機融合,是結(jié)合了精益生產(chǎn)和六西格瑪管理優(yōu)勢的管理模式和行之有效的系統(tǒng)方法論。GE公司、摩托羅拉、輝瑞、波音等公司的成功表明,實施精益六西格瑪管理不僅可以降低企業(yè)生產(chǎn)成本,提升企業(yè)的盈利能力,還可以改善產(chǎn)品質(zhì)量水平,提升客戶滿意度。隨著20世紀末精益生產(chǎn)和六西格瑪管理傳入我國,經(jīng)過多年的積累、醞釀和發(fā)展,近年來越來越多的中國企業(yè)開始推行精益六西格瑪管理,并取得了豐碩的成果。藥品生產(chǎn)企業(yè)作為制造業(yè)中重要的組成部分,國內(nèi)多家醫(yī)藥(集團)企業(yè)正在積極地探索、實踐精益六西格瑪管理。
1 精益六西格瑪?shù)膶嵤┠J健⒊S霉ぞ呒凹夹g(shù)
1.1 實施模式
精益六西格瑪?shù)膶嵤┠J奖环Q為DMAIC模式[1],如表1所示。DMAIC分別是精益六西格瑪實施過程中5個階段的英文首字母,這5個階段分別為:Define(定義)階段、Measure(測量)階段、Analyze(分析)階段、Improve(改進)階段和Control(控制)階段。

表1 精益六西格瑪實施模式
1.2 常用工具及技術(shù)[1]
精益六西格瑪實施各階段使用的工具和技術(shù)如表2所示。這些常用工具和技術(shù)不僅融合了精益生產(chǎn)和六西格瑪兩種管理模式的應(yīng)用精髓,還匹配了各階段的不同實施內(nèi)容和活動要點,因此具有很強的靈活性和適應(yīng)性,可根據(jù)實際需要選擇性使用。
2 精益六西格瑪在提升設(shè)備綜合效率方面的應(yīng)用實例
2.1 定義和測量階段(DM階段)
2.1.1 確定設(shè)備綜合效率y
L流水線為某制藥企業(yè)的主要生產(chǎn)流水線,其設(shè)計的產(chǎn)能貢獻占到該企業(yè)同劑型產(chǎn)能的1/4。該流水線自完成建設(shè)后,其產(chǎn)出未能達到預(yù)期。究其原因是設(shè)備停機時間居高不下,據(jù)統(tǒng)計,設(shè)備總體時間利用效率僅75%。
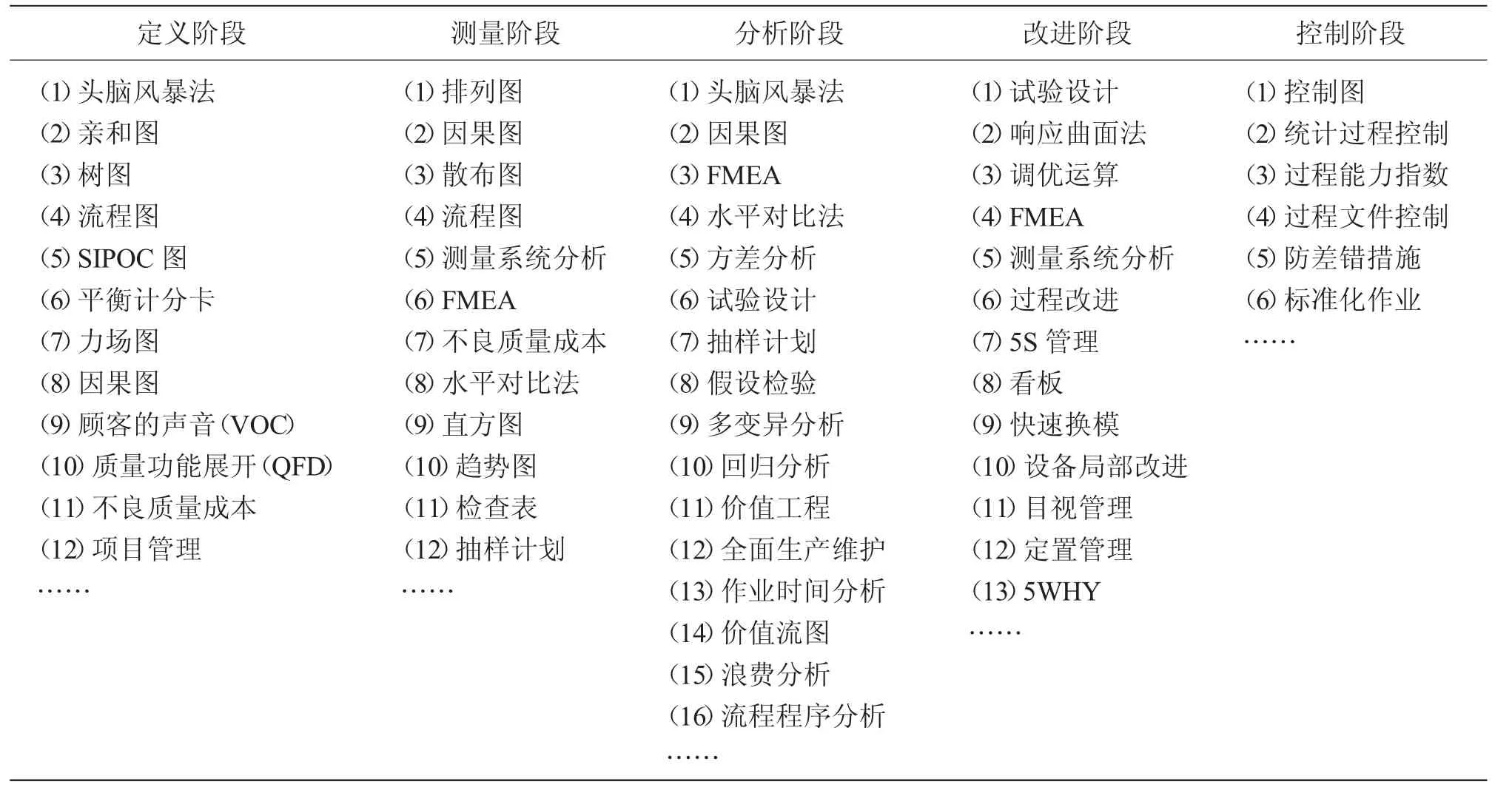
表2 精益六西格瑪常用工具和技術(shù)
為系統(tǒng)分析該流水線設(shè)備停機原因,提升設(shè)備效能,減少停機時間,決定將該流水線設(shè)備綜合效率定義為y。
設(shè)備綜合效率(y)=時間利用率×性能利用率×良品率
2.1.2 確定改善范圍
通過SIPOC圖,如圖1所示,對L流水線的輸入和輸出過程進行分析,確定改善范圍,即流水線各流程工段單體設(shè)備。
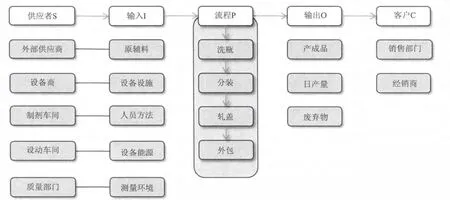
圖1 L流水線產(chǎn)品SIPOC圖
2.1.3 MSA測量系統(tǒng)分析
通過數(shù)據(jù)記錄核查(人為記錄與電子記錄)、記錄比對(同一數(shù)據(jù)的不同記錄)等方法,對相關(guān)數(shù)據(jù),包括停機時間、故障類型等進行了核對,以確認相關(guān)數(shù)據(jù)的真實性、準確性。同時,對相關(guān)測量系統(tǒng)的有效性也進行了確認,經(jīng)確認測量系統(tǒng)符合要求。
2.1.4 現(xiàn)狀確認
根據(jù)L流水線的設(shè)備設(shè)置,對各設(shè)備的時間利用率、停機時間利用率、性能利用率和良品率進行了現(xiàn)狀確認。數(shù)據(jù)顯示,各設(shè)備的時間利用率、性能利用率均低于預(yù)期。其中,時間利用率為75%,性能利用率為86%。
2.1.5 目標設(shè)定
依據(jù)現(xiàn)狀數(shù)據(jù),目標要求通過對時間利用率、性能利用率的改善,提升設(shè)備綜合利用率,并利用設(shè)備綜合利用率的直觀反映指標(產(chǎn)出量)進行改善確認。目標要求在生產(chǎn)時間不變的前提下,通過提升設(shè)備綜合利用率將產(chǎn)出量提升10%。
設(shè)備綜合利用率(y)=時間利用率(x1)×性能利用率(x2)×良品率(x3)。
2.1.6 因子識別
根據(jù)現(xiàn)狀數(shù)據(jù)和L流水線流程圖分析,對影響設(shè)備綜合利用率y的可能有關(guān)因子進行識別分析。
2.1.6.1 現(xiàn)狀數(shù)據(jù)分析
時間利用率(x1):根據(jù)L流水線各設(shè)備停機時間Pareto圖,如圖2所示,洗瓶機、分裝機的停機時間最長,兩者之和占據(jù)了停機時間總量的75%。
性能利用率(x2):依據(jù)L流水線各設(shè)備停機造成的損失統(tǒng)計Pareto圖,如圖3所示,洗瓶機和分裝機是影響L流水線整體設(shè)備性能利用率的罪魁禍首,兩者所造成的損失超過總損失的80%。
2.1.6.2 流程圖分析

圖2 L流水線各設(shè)備停機時間Pareto圖
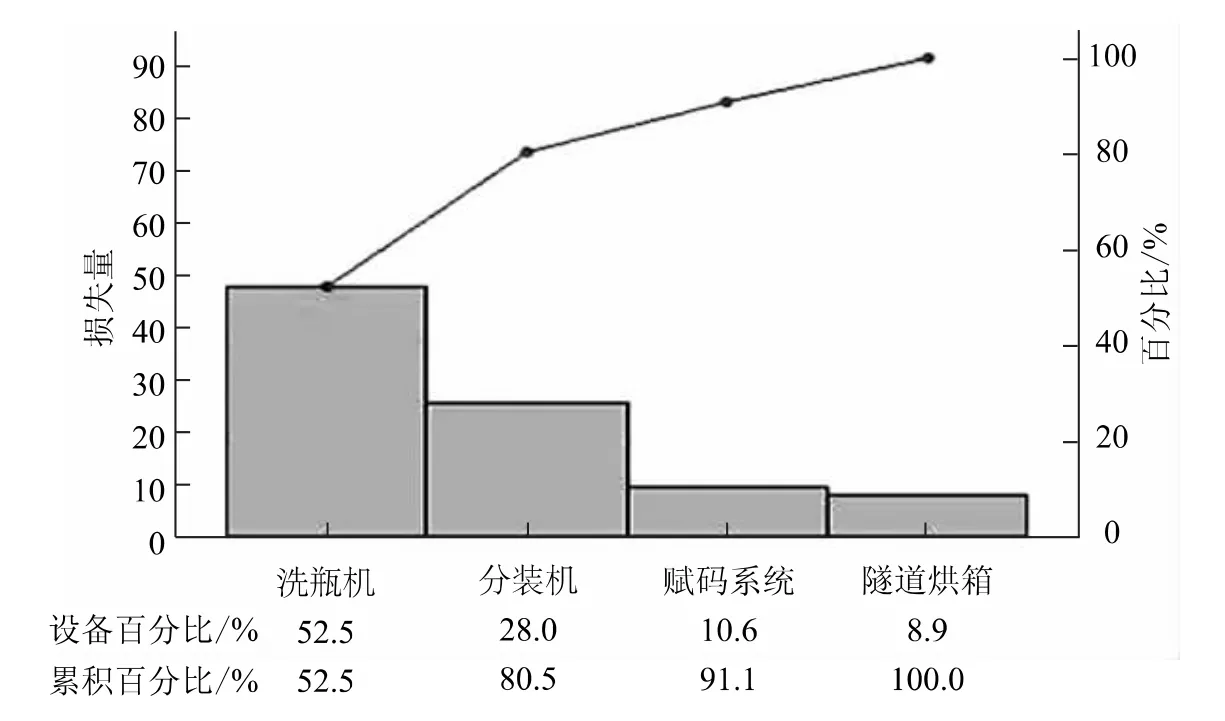
圖3 L流水線各設(shè)備停機造成損失統(tǒng)計Pareto圖
L流水線由洗瓶、滅菌、分裝、軋蓋、包裝、賦碼等工序構(gòu)成,通過流程圖分析和故障樹工具的應(yīng)用,最終篩選出7個影響因子(xs),如表3所示,分別標記為x1~x7。
2.1.7 快贏改善
2.1.7.1 快贏對策
對識別出來的7個因子進行FEMA分析,制定出快贏改善對策表,如表4所示,發(fā)現(xiàn)其中有5個因子可通過快贏改善,快速修正。
2.1.7.2 快贏效果
經(jīng)過快贏改善對策的實施,由5個因子造成的L流水線設(shè)備綜合效率影響被消除,由此造成的停機時間和損失降低為0,直觀反映指標上升了9個百分點。
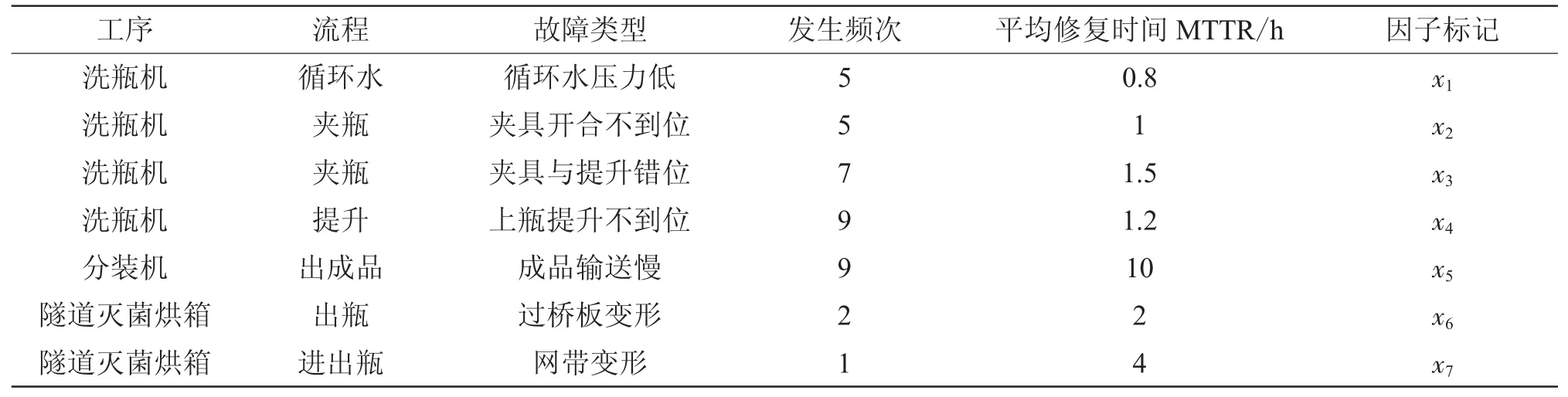
表3 影響L流水線設(shè)備綜合利用率的7個因子
表4 快贏改善對策表
2.2 分析階段(A階段)
分析階段對測量階段篩選出的未進行快贏改善的兩個因子——循環(huán)水壓力低(x1)、夾具開合不到位(x2)進一步分析、確認。
2.2.1 因子的確認
根據(jù)FMEA分析結(jié)果,循環(huán)水壓力低(x1)、夾具開合不到位(x2)的RPN值均處于高位,屬于有明顯風險、需要改善的范疇。因此,需要進一步分析這兩個因子的成因。
2.2.2 循環(huán)水壓力低(x1)分析
采用數(shù)據(jù)收集分析和“5WHY提問技術(shù)”,依次回答失效機理→探測方法→根本原因的相關(guān)問題,從而找到觸發(fā)因子的真正原因。
根據(jù)循環(huán)水壓力低的實際故障數(shù)據(jù)分析,造成循環(huán)水壓力低的主要原因是過濾器堵塞,發(fā)生率達到89%。對過濾器堵塞物進行分析后發(fā)現(xiàn),造成堵塞的物質(zhì)是脫模劑和玻璃碎屑。進一步提問分析,為什么脫模劑和玻璃碎屑會進入過濾器呢?原來是由于洗瓶機的循環(huán)水回收系統(tǒng)中未安裝過濾器保護裝置。
2.2.3 夾具開合不到位(x2)分析
圖4為機械手翻轉(zhuǎn)及伸縮球軸示意圖。經(jīng)過數(shù)據(jù)分析發(fā)現(xiàn),夾具開合不到位的主要原因是機械手伸縮球軸承損壞,發(fā)生率達80%。對軸承損壞原因進行探究后發(fā)現(xiàn),由于洗瓶機回轉(zhuǎn)半徑大、運行速度快,機械手翻轉(zhuǎn)時的動量大,使機械手伸縮球軸承在進出凸輪時,承受較大的沖擊載荷,導(dǎo)致伸縮球軸承外殼破裂,軸承損壞。
2.3 改進階段(I階段)
2.3.1 改進對策
根據(jù)分析階段對兩個影響因子成因的分析,制定了有針對性的改進對策,如表5所示。
2.3.2 改進結(jié)果
經(jīng)效果確認,改進對策實施后,降低了循環(huán)水壓力低(x1)因子的影響,消除了夾具張開不到位(x2)因子的影響。設(shè)備綜合利用率得到了提升,直觀反映指標又提升了近3個百分點。產(chǎn)出總體上升12個百分點,完成并實現(xiàn)了預(yù)期提升10個百分點的目標。
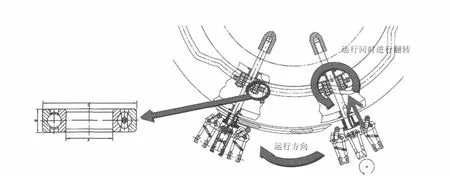
圖4 機械手翻轉(zhuǎn)及伸縮球軸示意圖

表5 改進對策
2.4 控制階段(C階段)
經(jīng)過DMAI這4個階段后,L流水線的設(shè)備綜合效率有了顯著改善,直觀反映指標也有了明顯上升,波動區(qū)間也有了顯著收縮。為保持改善成果,需對改善結(jié)果進行固化。
根據(jù)改善結(jié)果,對各因子的優(yōu)化進行固化,編制和修訂了相應(yīng)的SOP,確保改善結(jié)果的持續(xù)有效。
3 結(jié)語
L流水線設(shè)備經(jīng)改善后,綜合效率得以提升,產(chǎn)出得到顯著上升,正式投入后可為企業(yè)贏得可觀的經(jīng)濟效益,預(yù)計年化收益超過150萬元。
L流水線設(shè)備綜合效率改善的實例證明,精益六西格瑪?shù)膶嵤┛梢允蛊髽I(yè)通過流程和數(shù)據(jù)分析,找到問題點;通過快贏改善,進行快速改進,消除影響因子;通過深入分析和工具應(yīng)用,找到問題的根本原因,并進行針對性的改善;通過改善固化,來確保改善的持續(xù)有效。
精益六西格瑪在有效改善管理模式、提升產(chǎn)品質(zhì)量、控制成本的同時,還為企業(yè)贏得了可觀的收益,是一套科學、高效的管理體系和管理方法論,值得企業(yè)持續(xù)推進。
[1] 何楨.六西格瑪管理[M].3版.北京:中國人民大學出版社,2014:36-37.
猜你喜歡
中國特種設(shè)備安全(2022年6期)2022-09-20 02:52:28
當代工人(2020年13期)2020-09-27 23:04:20
經(jīng)濟技術(shù)協(xié)作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
電子制作(2018年10期)2018-08-04 03:24:48
家庭影院技術(shù)(2017年11期)2017-12-20 08:10:57
工業(yè)設(shè)計(2016年12期)2016-04-16 02:52:00
IT時代周刊(2015年8期)2015-11-11 05:50:37
汽車維修與保養(yǎng)(2015年1期)2015-04-17 03:25:28
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:00
