H型鋼埋弧焊焊接變形控制
2015-04-10 09:52:26肖虎劉海峰徐斌榮張小龍
機械工程師 2015年10期
肖虎,劉海峰,徐斌榮,張小龍
(寶雞石油機械有限責任公司研究院,陜西 寶雞 721002)
H型鋼埋弧焊焊接變形控制
肖虎,劉海峰,徐斌榮,張小龍
(寶雞石油機械有限責任公司研究院,陜西 寶雞 721002)
H型鋼在焊接過程中易產生焊接變形,其幾何尺寸及焊接質量對產品整體質量影響較大,分析了變形產生的原因,結合生產實際介紹了H型鋼的焊接變形控制措施。
H型鋼;埋弧焊;焊接變形;控制
0 引言
焊接H型鋼在我公司主要應用于石油鉆機井架、底座、導軌等產品中,其作為受力基礎件,焊接H型鋼的幾何尺寸及焊接質量很大程度上影響著整個產品的精度及組裝質量。在采用埋弧焊工藝焊接H型鋼過程中,如果控制不嚴、焊接順序不合理、焊接方法不當,就會產生較大的變形,甚至難以矯正從而造成報廢。因此,在焊接H型鋼制造過程中需要采取合理的工藝措施,有效控制焊接變形。
1 生產現狀
目前,我廠所生產的焊接H型鋼多要求全熔透焊縫,為提高生產效率,采用免清根的埋弧焊焊接工藝,坡口形式為:雙面50°坡口,鈍邊3 mm,在型鋼組立機上組成H形,然后在船型位置按圖1所示焊接順序焊接成。焊接角變形情況如圖 1 所示(Δ1>Δ2)。以 7 m 長 400×400×14×20/Q345D規格的H型鋼為例,焊后翼板角變形Δ1≈8 mm,Δ2≈4mm,直線度為8mm。由于H型鋼矯正機僅能矯正翼板的平面度,無法矯正翼板與腹板的垂直度,因此在生產中需待機械矯正使翼板變形量較小一側與腹板垂直后,再沿H型鋼長度方向按圖2所示位置線狀加熱進行熱矯正,直至角變形達到工藝要求;采用三角形加熱法矯正撓曲變形。
熱矯正的缺點在于:1)熱矯正需要有豐富的矯形經驗,否則易出現多次矯正或“矯枉過正”的現象,尤其對于有撓度要求的工件,熱矯正角變形可能使撓度超差;2)不恰當的熱矯正產生的內應力可能與焊接內應力和負載應力迭加,導致承載能力下降;3)熱矯正耗時耗力耗氣,增加生產成本。所以應盡量避免沿長度方向線狀加熱矯正角變形。
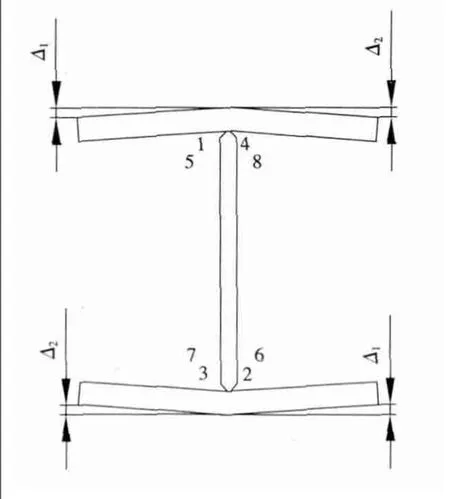
圖1 焊接變形示意圖(Δ1>Δ2)

圖2 矯正位置示意圖
2 焊接變形原因分析
H型鋼翼板角變形由兩部分組成:翼板相對腹板產生的轉動變形及翼板本身產生的相當于平板堆焊引起的角變形[1]。對于免清根的全熔透雙面對稱坡口焊縫,較后焊側(焊道 3、4)而言,先焊側(焊道 1、2)翼板因剛性較差在焊接時產生轉動變形,這是焊接后翼板兩側變形量不等的主要原因,故在機械矯正后需要增加熱矯正工序。
H型鋼撓曲變形主要由于工件裝配質量差、焊接方法不當等原因造成,扭曲變形主要由于角變形在焊縫長度方向逐漸增大,加上縱向收縮不均引起,只要提高裝配質量、采用合理的焊接方向和焊接順序,即可將撓曲變形和扭曲變形控制在工藝要求的范圍內。下面著重介紹角變形的控制措施。
3 焊接角變形控制措施
3.1 增加工藝板
采用埋弧焊工藝焊接H鋼時,按圖3所示點焊工藝板,工藝板的作用在于:可防止翼板相對于腹板發生轉動,減小角變形量,同時增加了結構剛性[2],可防止或減小H鋼產生扭曲變形。即當施焊焊道“1”時,應在焊道“3”側點焊工藝板,同理,當施焊焊道“2”時應在焊道“5”側點焊工藝板。在施焊其余焊道時,可不再點焊工藝板。
3.2 多層多道焊法
采取多層多道焊法,可減少熱量的集中輸入,對控制焊接變形較為有利。
3.3 優化焊接順序
合理的焊接順序可減少焊接變形量。在焊接H型鋼時,應采用交替焊法。經多次實驗驗證,可采取圖3所示焊接順序施焊,與圖1焊接順序相比較,在焊接參數相同、焊接變形量基本相等的情況下可減少2次翻面,提高了生產效率。
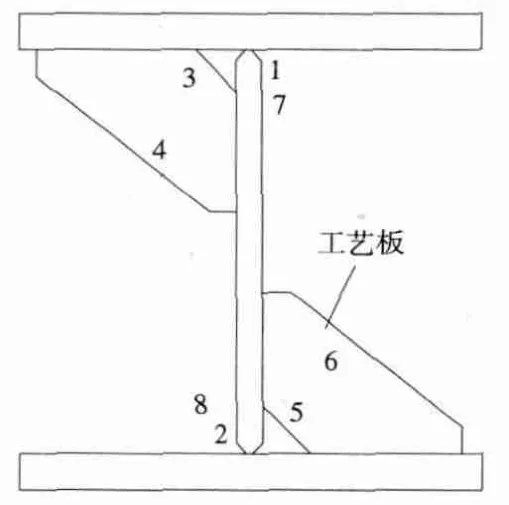
圖3 焊接順序示意圖
3.4 冷加工方式清除定位焊縫
對于免清根的全熔透焊縫,定位焊縫必須清除,采用碳弧氣刨等熱加工方式,不僅增大坡口截面,降低接頭剛度,并且增加熱輸入量,對控制焊接變形不利,因此可采取砂輪打磨的冷加工方式清除定位焊縫。
3.5 選取合理的焊接參數
對于免清根工藝的全熔透焊縫來說,打底焊非常重要。一般情況下,焊接件70%的變形量來自焊接接頭的第一道焊縫,即打底焊接,打底焊的熱輸入越小,焊后的變形量越小。因此打底焊應在保證根部熔透的情況下選擇盡可能小的電流、電壓和較快的焊接速度[3]。生產中,打底焊縫應在焊接工藝規程允許的范圍內盡量采用小熱輸入焊接。連續焊接時,待焊處溫度不能高于焊接工藝規程規定的層間溫度的最大值。
采取以上措施,焊接材料采用φ4 H10Mn2 SJ101,按表1工藝參數焊接400×400×14×20/Q345D規格的H型鋼,翼板角變形Δ1≈Δ2≈4 mm,僅通過機械矯正即可達到工藝要求。

表1 H型鋼全熔透埋弧焊焊接工藝參數
4 結論
通過增加工藝板、采取合理的焊接方法等一系列行之有效的措施,可有效控制H型鋼焊接變形,降低機械矯正難度,避免熱矯正角變形現象,提高生產效率。
[1]賈安東.焊接結構與生產[M].北京:機械工業出版社,2007.
[2]孟凡力.大型H鋼的焊接變形及其防止措施[J].建筑機械,2001(8):59-60.
[3]齊樂華.工程材料及成形工藝基礎[M].西安:西北工業大學出版社,2003.
(編輯 明 濤)
TG44
A
1002-2333(2015)10-0276-02
肖虎(1985—),男,工程師,主要從事石油鉆采裝備鋼結構件工藝設計工作。
2015-05-08
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
中華詩詞(2020年1期)2020-09-21 09:24:52
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
制造業自動化(2017年2期)2017-03-20 14:26:13
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
銅業工程(2015年4期)2015-12-29 02:48:39
