NOBOT機器人的應用
2015-04-09 13:14:24湖北汽車工業學院十堰442002陳君寶
金屬加工(冷加工) 2015年7期
湖北汽車工業學院 (十堰 442002) 陳君寶
東風汽車有限公司設備制造廠 (湖北十堰 442022) 黃利明
NOBOT機器人介紹
NOBOT機器人是企業的一種說法,主要是應用機器人控制系統來實現工裝裝備系統3~6軸的聯動。如柔性夾具的控制(見圖1、圖2)。
圖1、圖2只是舉例企業NOBOT機器人的一種形式,同時控制5個伺服電動機的聯動,如同現在的5軸聯動數控機床,只是表現形式不同而已。柔性夾具為了提高裝夾效率,隔板隔開,外為上料位,內為加工位。加工位在加工時,上料位人工上料,加工與上料都完成后,通過第5軸的旋轉,把上料位與加工位互換,進行下一次的上料與加工的同步操作,依次循環,為了安全采用安全PLC控制。
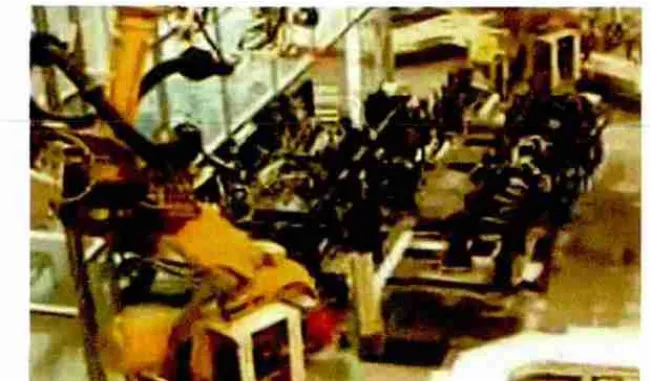
圖1 NOBOT柔性夾具
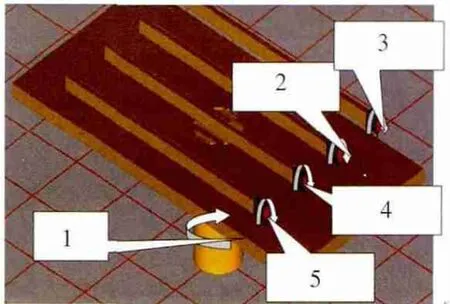
圖2 NOBOT簡易示意圖(5個旋轉軸)
1 INDEX LH為第1組的第1軸,總第1軸,與第2軸控制上料位夾具類型的更換。2 INDEX RH為第1組的第2軸,總第2軸。1軸與2軸共同作用,可進行8種夾具的更換。3 INDEX LH為第2組的第1軸,總第3軸,與第4軸控制加工位夾具類型的更換。4 INDEX RH為第2組的第2軸,總第4軸。5 TURN 為第3組的第1軸,總第5軸,控制夾具的總體旋轉,進行上料位與加工位的切換。
1、2軸為八面體回轉軸,1、2軸的同一相位位置安裝一組夾具,即夾緊一種車型,最多實現8組夾具的安裝與切換(3、4軸同理)。
根據系統總線加工不同產品類型的信號,通過調用不同的機器人示教程序,來自動進行上料位第1軸與第2軸的旋轉進行夾具品種的更換。企業大量應用工業機器人,除具有工作效率高、穩定可靠、重復精度好等作用,關鍵是有多種結構形式。
NOBOT機器人的基本軸參數及基本軸定義
NOBOT機器人需在“FANUC Robot series R-30iA控制系統”中定義所控制各伺服電動機的參數,完成各軸的定義,才能正確地進行動作控制。
1.NOBOT機器人的基本軸參數
先規劃當前柔性夾具的運動部分,即軸劃分幾組(為了安全考慮),查到每個軸的伺服電動機參數,有了這些參數后,才能在R-30iA控制系統中進行軸的配置。如表1伺服電動機參數表所示,由于篇幅的原因,只列出1軸參數。
2.NOBOT機器人的基本軸定義
FANUC Robot series R-30iA控制系統中基本軸的設定界面、設定順序如下(見附表):
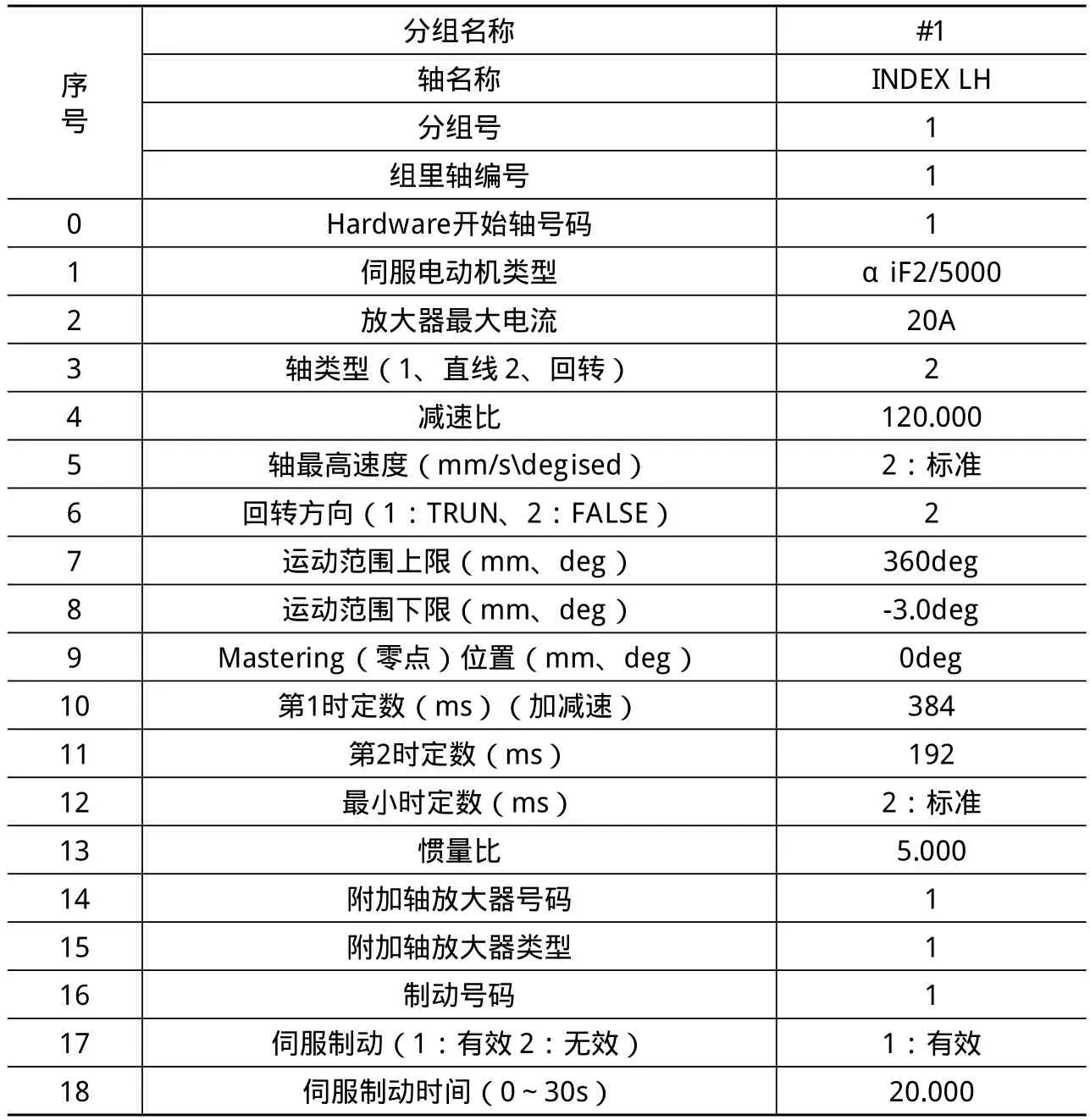
伺服電動機參數表
(1)采用CONTROLLED START方式起動,如圖3所示。
(2)按MENU選擇“9.維護”,如圖4所示。
(3)共有3組運動組,現選擇群組1,也可選擇群組2及群組3,后面舉例程序中群組1及群組2各有二個旋轉軸,群組3有一個旋轉軸,如圖5所示。
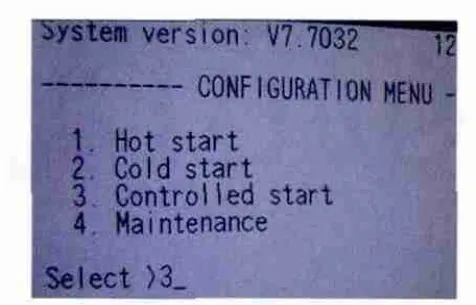
圖3 CONTROLLED START方式起動
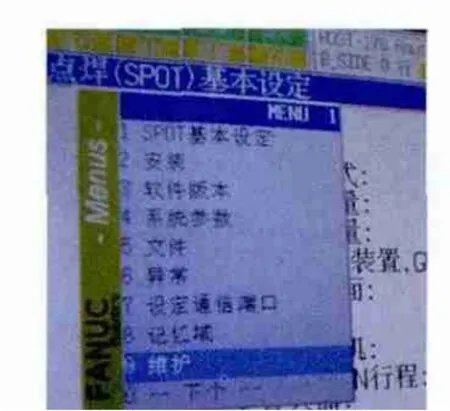
圖4 MENU主界面
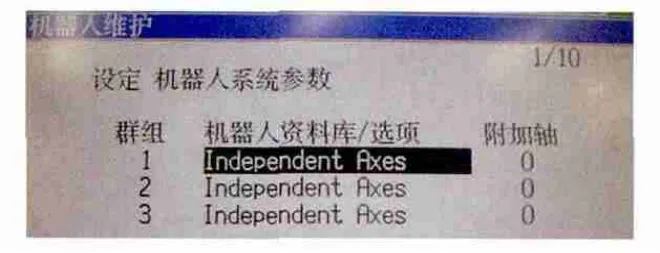
圖5 機器人維護界面
(4)按F4手動軟鍵,出現軸初始化界面,顯示編輯已有的軸、新增軸或刪除軸,如圖6所示。
(5)實際操作時,選擇2:add axis,按順序輸入表1中的數值。現顯示輸入后的軸參數,選擇1:display/modify axis 1~4,如圖7所示,選擇0:next items,出現圖8、圖9情況。
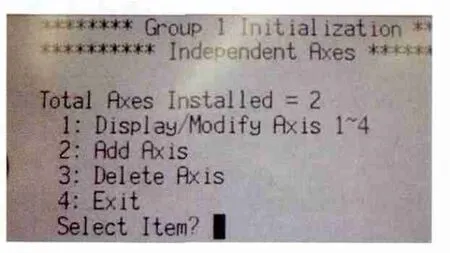
圖6 軸初始化界面
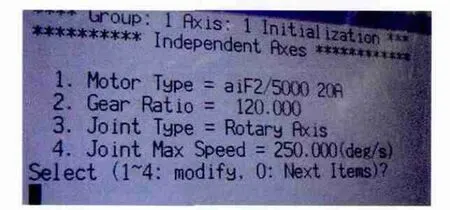
圖7 軸參數顯示界面1
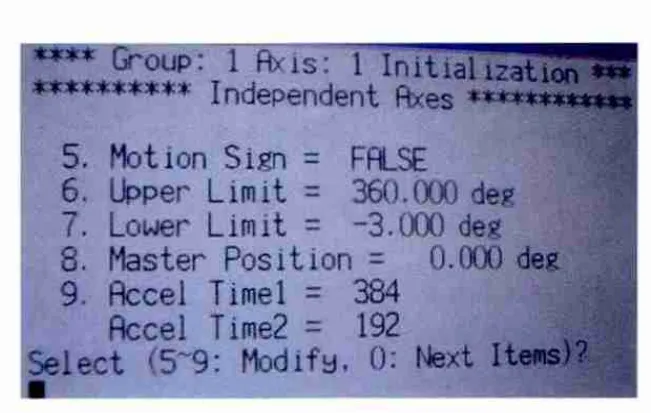
圖8 軸參數顯示界面2
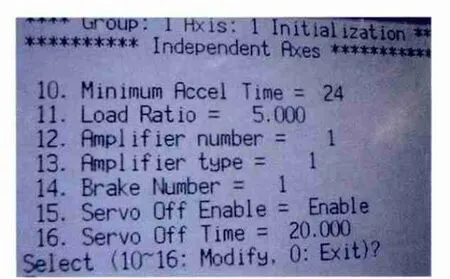
圖9 軸參數顯示界面3
NOBOT機器人應用前的一些注意事項
由于NOBOT機器人實際是控制柔性夾具系統,各伺服軸的零點位置與機械硬件有直接的關系,需自行進行定義。
1.零點設置
首先手動調整各伺服電動機到零點位置。注意:接近零點位置時,速度要低,接觸間隙可用0.01mm的塞尺(現場也可用一張紙)來回抽動保證。操作步驟如圖10~圖13所示。
將需要MASTERING的軸的【SEL】項設置為1,同時更改【MSTR POS】中的值為0。
按F5 EXEC,則相應的【SEL】項由1變成0,【ST】項由0變成2;按PREV退回MASTER/CAL界面,選6 CALIBRATE,按ENTER確認;按F4 YES確定,(則,已被MASTERING軸的對應項值為<0>;最后按F5 DONE隱藏MASTER/CAL界面,完成零點設定的全部操作,就可以進行精確定位了。
2.零點的恢復
隨著使用時間的增加或意外的碰撞,零點有可能丟失。采用機器人快速回零點的方法:記錄當前機器人各零點位置及其各伺服軸的脈沖值(如果是機器人,其出廠時各軸零點的脈沖編碼位置在控制柜側壁上的相關紙質文件中)。
圖12中,選擇6 CALIBRATE后按ENTER可進行快速零點復位。
NOBOT機器人應用技巧
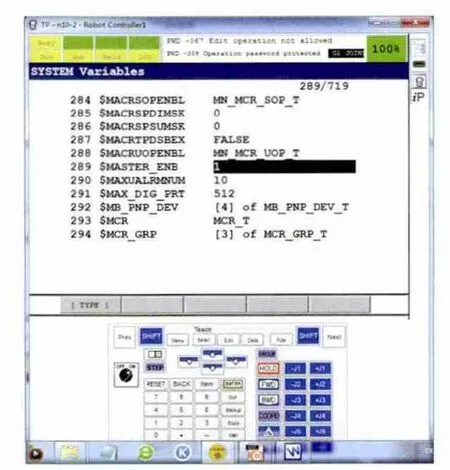
圖10 先更改系統變量
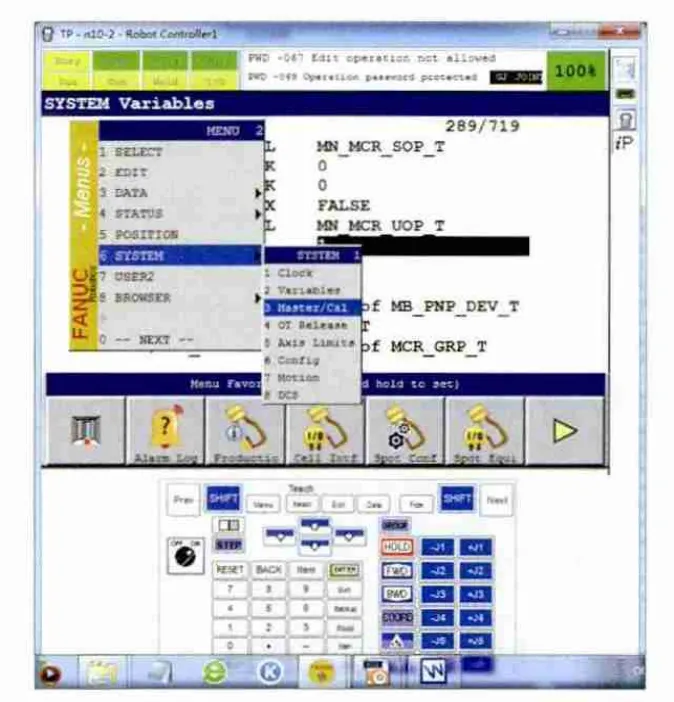
圖11 調用零點設定
機器人示教程序在編制之前,需進行總體的規劃,包括程序的命名及各程序的流程圖繪制,最后進行示教程序的編制。先看下當前NOBOT機器人的全部程序構成,如圖14所示。
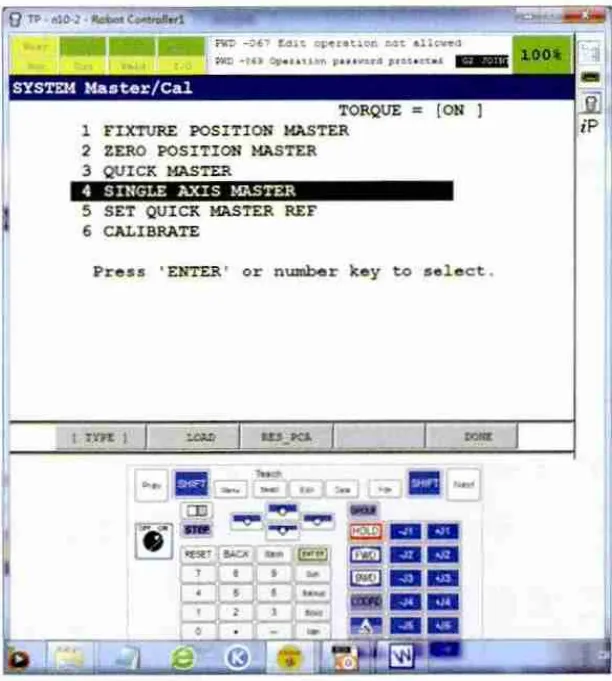
圖12 單軸零點設定

圖13 零點設置數值

圖14 NOBOT機器人程序組成
INDEX_A_B12D 為子程序,A夾具B12D車型轉換,程序組第1組工作。INDEX_A_L12F為子程序,A夾具L12F車型轉換,程序組第1組工作。INDEX_B_B12D 為子程序,B夾具B12D車型轉換,程序組第2 組工作。INDEX_B_L12F 為子程序,B夾具L12F車型轉換,程序組第2組工作。OVR100 速率100%程序,在機器人暫停或停止后重啟時,保證機器人運行速率為100%,如圖15所示,主要是進行系統變量值的更改。
PNS0001為主程序,PLC直接調用,A夾具旋轉到上料位。PNS0002為主程序,PLC直接調用,B夾具旋轉到上料位。PNS0011為主程序,PLC直接調用,A夾具旋轉到上料位,車型轉換為B12D。PNS0015為主程序,PLC直接調用,A夾具旋轉到上料位,車型轉換為L12F。PNS0021為主程序,PLC直接調用,B夾具旋轉到上料位,車型轉換為B12D。PNS0025為主程序,PLC直接調用,B夾具旋轉到上料位,車型轉換為L12F。PNS0031為主程序,PLC直接調用,A夾具車型轉換為B12D。PNS0035為主程序,PLC直接調用,A夾具車型轉換為L12F。PNS0041為主程序,PLC直接調用,B夾具車型轉換為B12D。PNS0045為主程序,PLC直接調用,B夾具車型轉換為L12F。TURN_A 為子程序,A夾具旋轉到上料位。程序組第3組工作。TURN_B 為子程序,B夾具旋轉到上料位。程序組第3組工作。
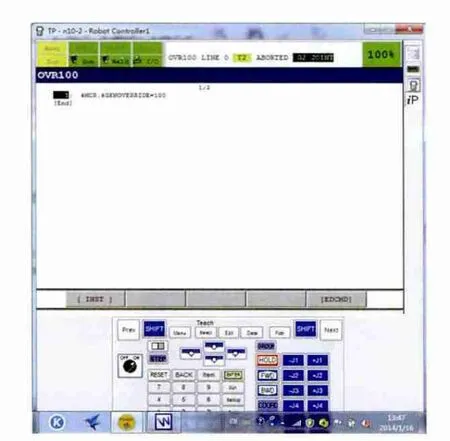
圖15 OVR100程序內容
NOBOT機器人保證程序中某一組運動時,其他組則不動。不同的程序功能適用于不同的應用場合。如PNS0011比PNS0031程序就多了A夾具旋轉到上料位的子程序調用指令,其他一樣,但實現的功能不同。所以說程序命名及功能規劃是一個重要過程,需前期確認。先進行組控制的規劃,子程序功能的劃分,主程序對子程序進行組合,最后對主程序進行命名。總的來說:
(1)各組及軸的設置,根據工裝的特點,為了安全,統一規劃。
(2)NOBOT機器人與其他的機器人沒有干涉區設置,用其他的方法保證安全。
(3)配合照像系統的應用,一起保證裝件的正確性。
(4)程序的總體程序名的命名及子程序的定義。
結語
只是簡單介紹是NOTOT機器人的定義,以8面體柔性夾具為例,簡要說明NOBOT機器人的初始參數設置,零點設置及零點恢復,通過程序的名稱說明了一下機器人程序的編制,特別是組別的定義,通過組來保證安全放在第一位。
[1] 計時鳴,黃希歡.工業機器人技術的發展與應用綜述[J].機電工程, 2015,32卷(1):1-13.
猜你喜歡
當代陜西(2020年13期)2020-08-24 08:22:02
人大建設(2019年12期)2019-05-21 02:55:44
中山大學法律評論(2018年1期)2018-03-30 01:21:00
制造技術與機床(2017年5期)2018-01-19 02:49:17
瞭望東方周刊(2017年42期)2017-12-05 18:49:38
金秋(2017年4期)2017-06-07 08:22:16
環球時報(2017-03-30)2017-03-30 06:44:45
中國材料進展(2016年10期)2016-12-26 06:50:20
濰坊學院學報(2016年2期)2016-12-01 13:00:11
中國衛生(2015年3期)2015-11-19 02:53:32
