基于ADAMS 的Φ76 鋼管夾緊機構的優化設計
2015-04-09 12:36:28劉錫軍柴曉艷
重型機械 2015年6期
劉錫軍,柴曉艷,鄭 帥,元 磊
(1.天津理工大學 天津市先進機電系統設計與智能控制重點實驗室 天津 300384;2.天津理工大學 機械工程學院,天津 300384)
0 前言
近幾年,國內外石油開采、天然氣輸送等業務量增加,很多大型工程逐漸動工,比如我國的西氣東輸三線,中俄管線以及中緬油氣管線等等[1]。據不完全統計,目前我國對鋼管的需求量年增10%以上。巨大的鋼管需求量促進了鋼管生產企業的發展,很多鋼管廠正在或在準備新建高精度的焊管生產線。本文在ADAMS- view模塊中建立機構模型,利用參數化點、設計變量、建立設計過程函數等方法將模型參數化,仿真與運算各桿件及坐標點的位置關系,以夾緊機構在滿足工作需要的情況下,實現最節能的目標,分析優化結果,最終獲得了最優的夾緊機構模型。
1 夾緊機構組成及工作原理
本文研究的Φ76 鋼管夾緊機構是一個采用氣缸驅動的多桿機構。本文去掉防塵板等附屬結構,只留其主要的夾緊結構部分,如圖1 所示。在圖1 中分別畫出了加緊機構的夾緊和最大敞開角度兩種狀態,左邊為夾緊狀態,右邊為最大敞開角度狀態,但在實際的工作過程當中該機構左右是完全對稱的,其工作的初始狀態即為最大敞開角度的狀態。氣缸為夾緊機構提供動力,氣缸活塞桿f 向上運動,推動氣缸連桿e 上移,e 推動右中間連桿d 繞鉸接5 處轉動,d 進而經鉸接4 處推動右連桿c 繞鉸接3 轉動,進而通過鉸接3 處推動右連桿b 向上運動并轉動,同時,b 經鉸接2 處推動右卡鉗繞鉸接1 處轉動使鉗口閉合,至此,夾緊機構即為圖1 右側狀態。左右兩側同時運動,最終夾緊焊管。焊管夾緊后,倒棱機開始對焊管端面進行平頭、倒棱以及去毛刺等工作,工作完成后,氣缸驅動活塞桿f 收回,各連桿機構隨之運動最終帶動鉗口張開,以便卸下焊管并進行下一次夾緊工作。
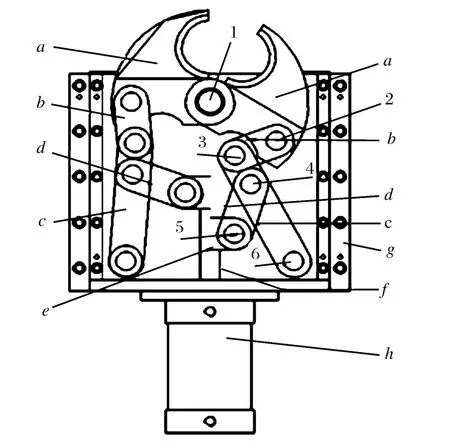
圖1 夾緊機構簡圖Fig.1 Structure diagram of clamping mechanism
2 夾緊機構的優化設計
2.1 優化目標
該夾緊機構是以氣缸為驅動,機構的優化目標是改變各桿件的位置參數,使在夾緊的過程中,氣缸給出的最大驅動力最小,并且最節能為目標。為此,本文在Adams-View 模塊中建立了如圖2 所示模型,模型中氣缸提供的驅動力變化曲線如圖3 所示。
2.2 參數設計
本文中夾緊機構為對稱機構,故選取機構的右半部分作為研究對象即可。如圖4 和圖5 分別為夾緊機構各零件幾何關系圖和夾緊機構工作極限位置,圖4 中虛線表示夾緊焊管時狀態,文中創建了參數化點和主要設計變量如兩圖所示。優化計算過程中,當參數化點坐標發生變化時,機構的相應部件的設計尺寸也會隨之改變[2]。機構參數分析如下。

圖2 夾緊機構模型Fig.2 Model of clamping mechanism
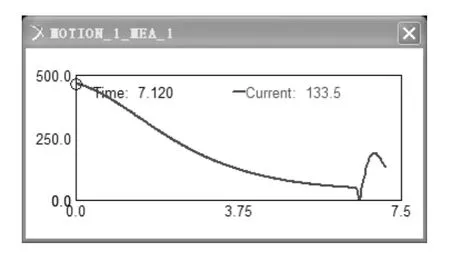
圖3 初始建模中驅動力曲線Fig.3 Force curve of the initial model
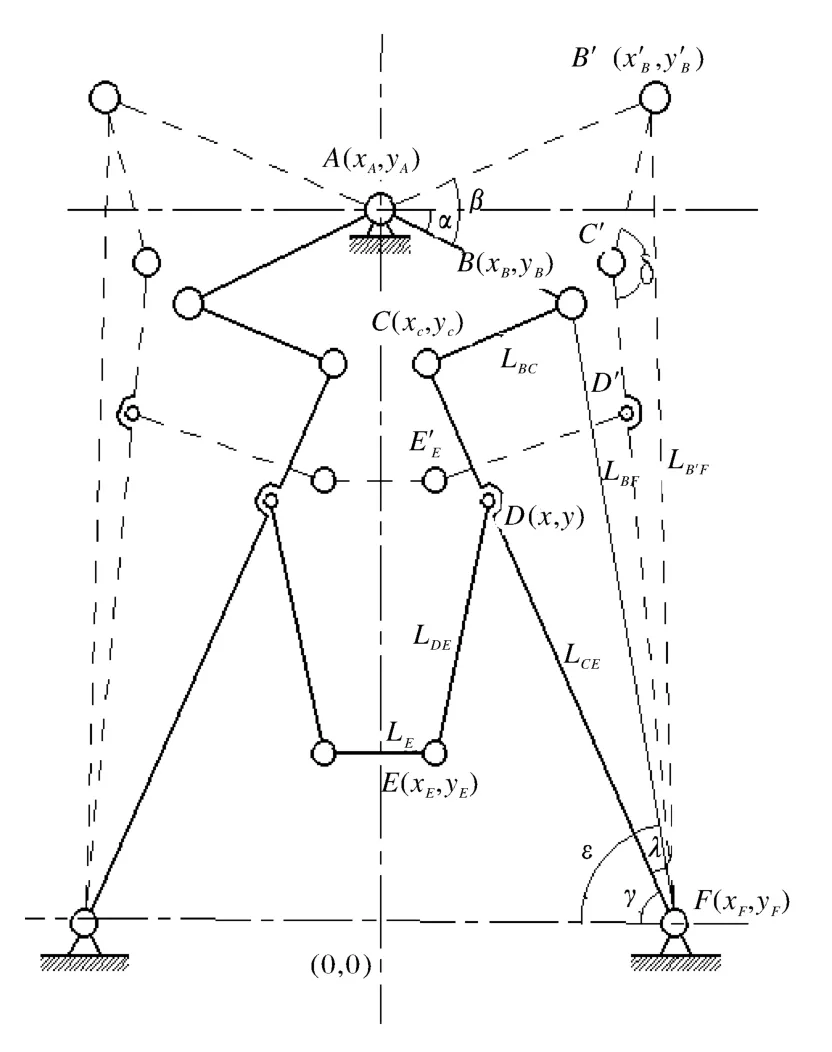
圖4 夾緊機構各零件幾何關系圖Fig.4 Geometric diagram of clamping mechanism

圖5 夾緊機構工作極限位置Fig.5 Limited position of clamping mechanism
2.2.1 根據參數點推算參數化表達式
圖4 中,點B 由(xB,yB)轉過一個定值θ 角后到達點B'(x'B,y'B)運動到夾緊位置;根據圖示位置關系可推得

其中,
其中,式(2)、(4)中xA=0,xB=232.8 mm,β=32.2°,LAB=106.7 mm,設xB是自變量,其余為因變量。圖4 中點C 坐標表達式據圖可知:
式(3)代入式(8)得

根據余弦公式,在點B'、C'和F 構成的三角形中,得
在點B、C 和F 構成的三角形中,由余弦公式可得

將式(12)、(13)代入式(11)得
其中,以上式中設xF、yF、LCF是自變量,其余是因變量。
由圖4 可知
故可得

在圖5 中,對于LAF有

機構運動到B″、C″、D″、F 四點共線時到達極限位置,在點A、B″和F 構成的三角形中,根據余弦定理可得:

同時滿足
將式(17)~(19)代入式(20)得

在圖5 中必須滿足如下關系:

把式(23)~(26)代入式(22),整理可得
式(27)中yE極限值取等號[3]。其中,在式(16)、(17)、(21)、(27)中設xD和xF為自變量,其余是因變量。
以上為模型參數設計的計算過程,在ADAMS-View 中Build-Design Variable-Modify 菜單下按xB~xF、yB~yF、x'B、LBC、LCF、LBF、LB'F、LAF、γ、θ 順序依次創建18 個設計變量,其中xB、xD、xE、xF、yF、LCF為自變量,其余為因變量。將因變量的設計變量按上述參數表達式進行賦值。由于機構左右對稱,其左側部分參數設計與此相似,此處不再過多說明。為使模型在夾緊鋼管時停止仿真,建立了傳感器[4],測量左卡鉗的角度變化,當其轉過β 角時,仿真運動立即停止,建模時運用STEP 函數模擬了夾緊機構夾緊鋼管時的夾緊力[5]及鋼管的彈性變形量[6]。
2.3 優化設計
利用ADAMS/view 進行參數化分析,運算時ADAMS/view 對設計參數值自動地進行邏輯計算與分析。通過分析參數化結果,可以研究相應參數不同取值對樣機性能的影響[7]。
2.3.1 確定優化參數
在ADAMS/view 中對參數進行靈敏度分析,根據靈敏度大小判斷該參數對機構的影響程度的大小。ADAMS 運算分析得出自變量靈敏度結果見表1 所示。

表1 自變量的靈敏度Tab.1 Sensitivity of independent variables
由表1 可知,xB、xE、xF、LCF靈敏度較高,對機構影響較大。由于四個變量中xF直接影響箱體、防塵板等尺寸,是決定夾緊機構整體尺寸的參數。故可以根據是否將xF也進行優化提出兩種優化方案:改變整體尺寸和不改變整體尺寸。
2.3.2 優化變量的取值范圍
為了得出符合實際的優化結果,必須確定需優化自變量的取值空間,具體如下:根據點B 的運動范圍確定為90.3 ≤xB≤106.7;點E的橫坐標變化范圍為0≤xE≤xF;xF決定夾緊機構的整體尺寸,機構通過點F 處與箱體固定,其變化范圍應考慮實際情況,取值要適當,設置其范圍為上下浮動10%;連桿LCF的長度,點C 和點D 的位置關系受LCF的取值的直接影響,極限位置點C 和點D 重合時取得極值,達到其極限位置,所以LCF的變化范圍取46.7≤LCF≤173.3。
2.3.3 優化結果及分析
上述兩種優化方案優化過程基本相同,在Build 菜單下,測量最大驅動力,并創建約束優化運動過程,保證yD<yc。
改變整體尺寸優化時,需對xB、xE、xF、LCF四個設計變量進行優化,得出最大驅動力的變化曲線如圖6;迭代過程中最大驅動力的變化曲線如圖7。
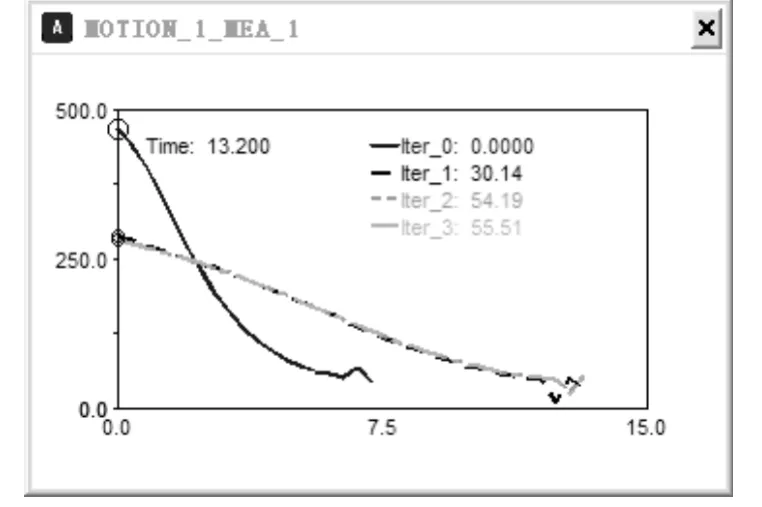
圖6 最大驅動力的曲線Fig.6 Maximum force curve

圖7 迭代過程中最大驅動力的曲線Fig.7 Maximum force curve in iterative process
驅動力分析輸出結果見表2。從表2 可以看出,xB、xE、xF、LCF的值均有不同程度變化,其中xF的取值決定機構的外形大小,xE=0.05675,取其值為0,即優化后無氣缸連桿且優化后模型顯示點C 和點D 處鉸接重合。優化結果顯示,最大驅動力降低了39.7%,驅動力均值降低了21.8%。分析能耗如下:

式中,驅動力均值F=148.5007 N;氣缸驅動速率v=0.01 m/s;做功時間t=13.4152 s。

表2 改變整體尺寸優化結果Tab.2 Optimization results as changing the overall size
不改變整體尺寸優化時,只對xB、xE、LCF進行優化。得出最大驅動力的變化曲線如圖8;迭代過程中最大驅動力的變化曲線如圖9.
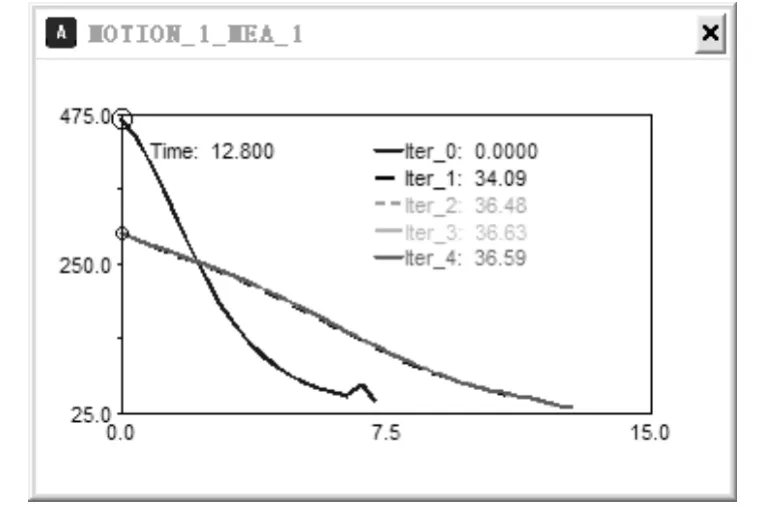
圖8 最大驅動力的曲線Fig.8 Maximum force curve
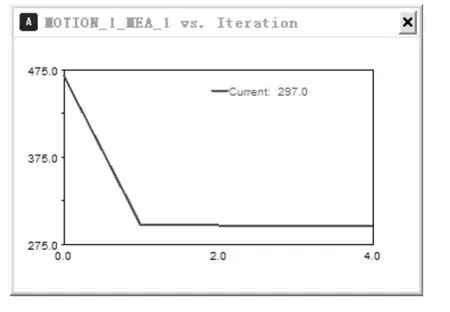
圖9 迭代過程中最大驅動力的曲線Fig.9 Maximum force curve in iterative process
驅動力分析輸出結果如表3 所示。其中xE=0,即優化結果無氣缸連桿且優化后模型顯示點C 和點D 處鉸接重合。優化結果顯示,最大驅動力降低了36.6%,驅動力均值降低了19.9%。分析能耗如下:

式中,驅動力均值F=152.0109 N;氣缸驅動速率v=0.01 m/s;做功時間t=13.0428 s。
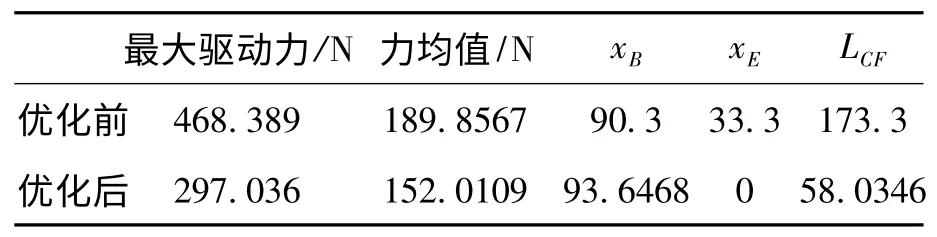
表3 不改變整體尺寸優化結果Tab.3 Optimization results as changing parts size
對比表2 和表3 可知,兩種優化方案結果顯示:最大驅動力、驅動力均值和功耗非常接近,但改變整體尺寸優化范圍是在機構橫坐標方向上下浮動10%為限定條件,這將導致箱體和防塵板等尺寸相應增加,為降低倒棱機整體成本,綜合考慮選擇不改變整體尺寸優化。
3 結論
本文在ADAMS-View 模塊中對Φ76 鋼管夾緊機構進行了建模及參數化分析,提出了兩種優化思路。結合實際生產需要及經濟性考慮,最終選擇不改變夾緊機構整體尺寸,僅改變內部桿件尺寸及各桿件的連接位置的方案,獲得了結構的最合理參數,使夾緊機構的最大驅動力由優化前的468.389 N 降到297.036 N,減少了36.6%,平均驅動力由優化前的189.8567 N 降到152.0109 N,減少了19.9%,極大地降低了生產加工的能耗,同時為后續的機械設計提供了理論依據。目前該優化結果已應用到生產線上。
[1]林鍵津.淺談平頭倒棱機現狀及發展[J].科技信息,2014(15).
[2]范云霄,牟波.基于ADAMS 的八連桿壓力機的優化設[J].機械制造與自動化,2014,43(02).
[3]芮成杰,柴曉艷.鋼管端面銑頭倒棱機夾緊機構的優化設計[J].重型機械.2012(06).
[4]鄭建榮.ADAMS 虛擬樣機技術入門與提高[M].北京:機械工業出版社,2002.
[5]吳拓.機床夾具設計手冊[M].北京:化學工業出版社,2010.
[6]陳樹峰,馬伏波.薄壁工件在夾緊力作用下變形量的計算[J].煤礦機械,2005(2).
[7]柴曉艷,余小巧.φ406 端面銑頭倒棱機自動送料機構的優化設計[J].重型機械,2010.
猜你喜歡
房地產導刊(2022年5期)2022-06-01 06:20:14
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
中學生數理化(高中版.高考數學)(2021年12期)2021-03-08 01:28:50
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16