MasterCam 四軸程序輸出與HNC210B 系統的適應性研究
2015-04-08 02:04:00詹華西李艷華
制造技術與機床 2015年6期
江 潔 詹華西 李艷華
(武漢職業技術學院,湖北 武漢 430073)
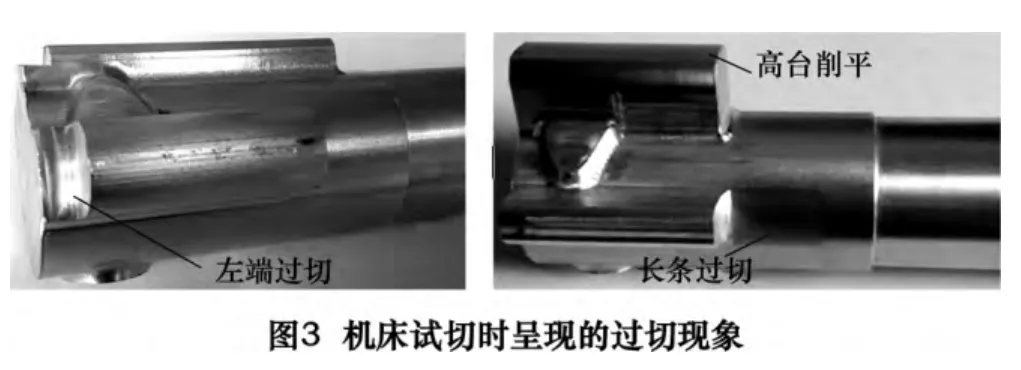
筆者用MasterCam 對圖1 所示鏡體工件編制了四軸加工的刀路[1],生成NC 程序后在VERICUT 仿真軟件的缺省設置下通過了仿真驗證,但在使用HNC210B系統的四軸機床中進行加工試切時,卻發生了異常走刀的過切現象。在不改變刀路的情況下簡單地修改CAM 軟件的四軸后置或者重設機床四軸處理參數,卻發現有不同的過切現象產生。是CAM 軟件后置算法還是機床系統的四軸處理算法有問題?能不能在VERICUT 仿真中模擬到這些過切結果?能否在這幾者之間找到一個相對合理的設置,讓MasterCam 軟件輸出的四軸NC 程序能在HNC210B 系統下實現無異常的加工呢?為此,筆者以該鏡體工件加工為載體,多次修改CAM 四軸后置和機床四軸參數,同時也通過更改VERICUT 多軸仿真軟件的設置,呈現了各種過切現象,進行了MasterCam 四軸后置與HNC210B 系統的適應性研究。

1 各系統環境中影響旋轉軸加工的主要參數解析
1.1 HNC210B 旋轉軸參數設置對加工的影響
在HNC-210B 機床系統中,主要有以下兩個影響旋轉軸運動功能的參數設置[2]:
(1)旋轉軸的循環功能:用以避免旋轉軸的坐標溢出。此功能當系統中參數P1005=1 時開啟,P1005=0 時關閉。
(2)最短路徑選擇:當系統中參數P1006=1 時選擇最短路徑,P1006=0 時不選擇最短路徑。此最短路徑的選擇只有在循環功能開啟后才有效。
當旋轉軸的循環功能有效時,對于增量編程的指令,刀具移動指令中指定的度數;對于絕對值指令,CNC 對其處理過程為:
(1)將編程的指令坐標用一轉的度數進行舍入,即將坐標值轉換到0°~360°,屏幕上旋轉軸的坐標變化不會超出360°。
(2)如果沒有設定選擇最短路徑,刀具的移動方向根據轉換后的目標位置與當前位置的關系來確定:目標位置小于當前位置時,向負方向移動;目標位置大于當前位置時,向正方向移動。
(3)如果已設定選擇最短路徑,刀具沿最短路徑方向移動到目標位置。
1.2 MasterCam 四軸后置對NC 程序輸出的影響
在MasterCam 四軸后置中主要有如下與四軸相關參數設置會影響到NC 程序輸出的結果:

以上是按附加A 軸立式加工中心并以逆時針為正旋向輸出NC 程序的默認設置,若所用機床系統要求旋轉角度數據不超過360 ゜時,應設置參數ctol=360;改變mi2 即可獲得G90 絕對坐標數據或G91 增量坐標數據的NC 程序輸出。
1.3 VERICUT 旋轉軸設置對仿真結果的影響
VERICUT 是基于NC 程序驗證的第三方仿真檢查軟件,能很大程度上對CAM 輸出的NC 程序的合理性進行判定[3]。在VERICUT 多軸仿真軟件中,關于系統控制的四軸旋轉相關設置主要有轉臺模擬解讀類型(參照線性軸插補或限定EIA360 旋轉)與旋轉軸路徑處理方式(順逆旋向及最短距離等),如圖2 所示,缺省的設置為參照線性插補的解讀和最短距離處理方式。經粗略的仿真檢查可知,對由CAM 以增量G91方式輸出的鏡體工件四軸加工NC 程序按線性插補解讀時,無論路徑以哪種處理方式,均無過切碰撞產生,仿真檢查無異常,但以絕對G90 方式輸出的NC 程序按限定EIA360°旋轉解讀時,不同的路徑處理方式會得到不同的仿真結果,且其異常的結果與機床實際切削加工存在著相似性。

2 不同設置下仿真與機床試切的實踐及結果分析
2.1 不同設置的實踐結果
針對以上各種參數設置對加工結果可能產生的影響,筆者以絕對G90 和增量G91 輸出的兩種NC 程序格式,分別進行了不同參數設置的VERICUT 仿真及機床試切,其結果如表1 所示。

表1 不同參數環境設置時仿真及機床試切結果比較
2.2 異常走刀的原因分析
根據不同設置呈現的實踐結果可知,出現異常走刀導致過切的現象主要是“左端局部過切”以及“長條過切、高臺削平”,長條高臺全過切的現象雖然在VERICUT 中有呈現,但在機床實際加工中并未發生。由于加工中有過切現象發生,就必須查找異常走刀產生的原因。通過仔細觀察機床試切時過切部位的實際走刀過程,結合VERICUT 的程序復查功能,對過切原因做如下分析:以G90 絕對坐標編制的工件左端過切部位加工的部分NC 程序如表2 所示,VERICUT 仿真時正常走刀對應的刀路軌跡見圖4a 所示。

表中N202~N206 是第一層行切完成提刀后回到環切精修起始位置再下刀并開始進行第1 條環切軌跡加工的程序,從仿真的刀路軌跡看,這條環切軌跡應是從絕對角度A-328.155 到A-51.845 的大回轉角度的切削,用增量G91 編程輸出時NC 程序是進行A276.31 的逆時針旋轉,然而,以機床系統旋轉軸循環及最短路徑的算法,它是先將A-328.155 舍入換算為31.845,將A-51.845 換算成308.155,依照最短路徑的走刀將是順時針轉過A-83.69,因此就造成了圖4(b)所示的“左端局部過切”的加工結果。

表2 鏡體工件左端過切部位的NC 程序
關閉最短路徑選擇功能雖然能糾正這一部位的過切現象,但可能會影響到其他切削部位的正常走刀,“長條過切、高臺削平”就是關閉最短路徑選擇功能后所造成的結果。表3 所示是長條過切、高臺削平的部分NC 程序,走刀分析如圖5 所示。
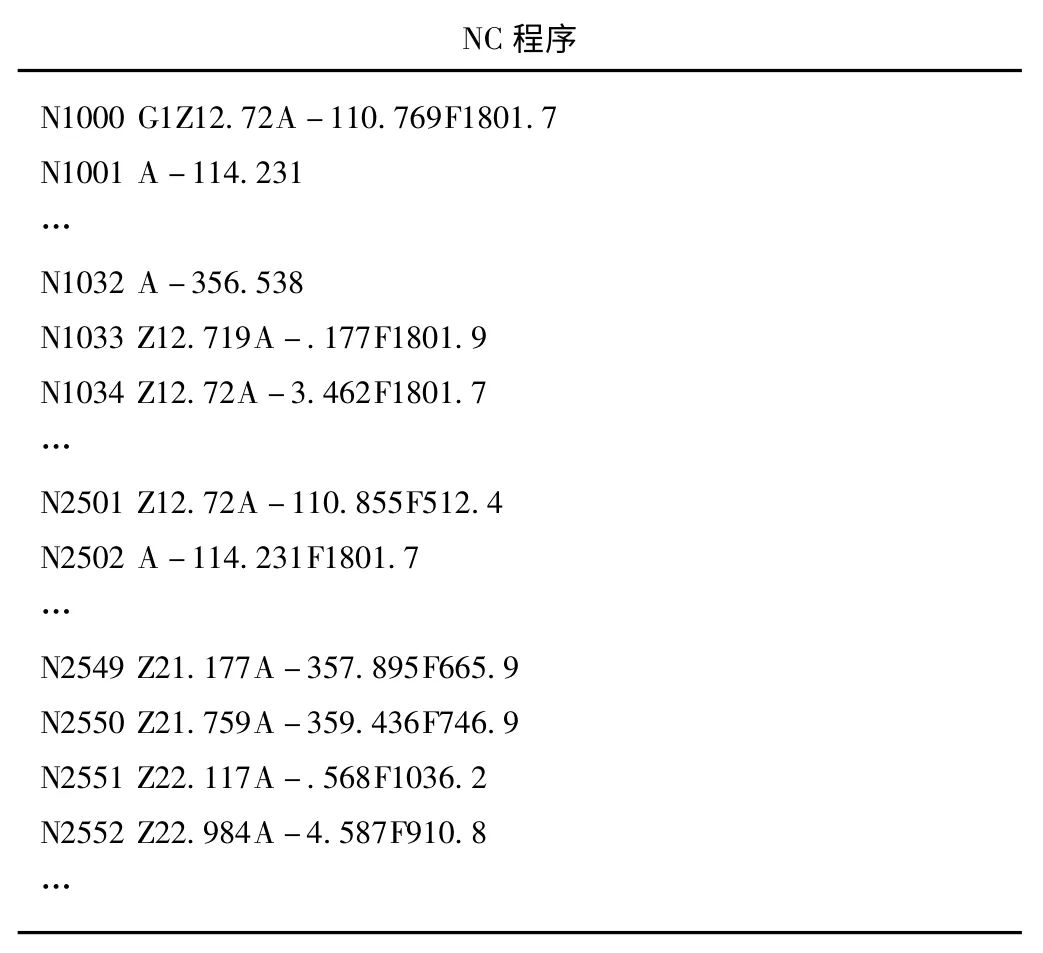
表3 鏡體工件長條右端過切、高臺削平的部分NC 程序

表2 中N1000~N1034 是在右端以旋轉四軸刀路方式完成長條兩側表面切削后繼續沿A 負向切削至A-356.538,正常走刀時應是繼續沿負向以短路徑越過A 軸0°至A-0.177 再到A-3.462,但在最短路徑選擇功能無效的情況下,因A-0.177>A-356.538,按照機床走刀算法,就變成了沿正向走一大圈的走刀,由此就將已加工的長條部分切掉了,如圖5a 所示。當加工至柱面上同時具有長條和高臺部位時,從N2501~N2551 是從長條后側開始沿負向切削柱面至高臺的前側,然后繼續沿A 負向切削高臺側壁至高臺頂部弧面中段的A-359.436 處,正常走刀時應順勢跨越A 軸0°至A-0.568,但同樣因最短路徑無效的走刀算法,導致實際走刀變成從A-359.436 到A-0.568 沿正向做大圓弧切削,由于N2550 程序段尚未到達高臺弧面頂部,這一走刀就導致了高臺弧頂被削平的現象,如圖5b 所示。
3 四軸后置輸出對HNC210B 系統的適應性
根據以上程序仿真調試與加工試切的實踐研究及其對異常走刀的成因分析,針對Mastercam 四軸程序輸出設置與HNC210B 系統的適應性,可以給出如下結論:
(1)在Mastercam 中選擇以增量G91 坐標數據輸出方式生成NC 程序,則在機床端不需要關閉旋轉循環及最短路徑選擇功能即可得到與預期刀路相符的加工結果,這與VERICUT 仿真中所有設置方式都無異常的結論高度一致。
(2)當在Mastercam 中選擇以絕對G90 坐標數據輸出方式生成NC 程序且對A 軸數據不做±360°限制時,在機床端必須關閉旋轉循環功能(同時其最短路徑選擇功能亦無效),方可得到與預期刀路相符的加工結果,不關閉旋轉循環或單獨關閉最短路徑功能都將可能出現異常走刀的過切現象。
(3)若CAM 輸出時已對A 軸數據進行過不超出±360°的限制,相當于在正角度值計算上取代了機床旋轉循環功能,但由于其在負角度值計算上依然遵循旋轉循環的處理算法,若不關閉機床端的旋轉循環及最短路徑選擇功能,仍有可能出現異常走刀過切的可能性。若能在CAM 四軸連續走刀的刀路設計上令其始終往正角度遞增方向輸出程序,在不關閉機床旋轉循環及最短路徑選擇功能的情況下,才可得到與預期刀路相符的加工結果。
4 結語
筆者以上對Mastercam 四軸程序輸出設置與HNC210B 系統的適應性研究是以鏡體零件四軸加工為例進行的,雖不能全面囊括所有四軸加工的實際情況,但也相對集中地呈現出了CAM 四軸程序輸出與機床系統對四軸控制方式不匹配而可能發生的錯誤,且這些錯誤基本都能借助VERICUT 仿真呈現出來,只是需要應用者多加探索以積累經驗,做好前期的調試與檢查以提升工作效能。
[1]江潔,詹華西.基于MasterCam 的鏡體零件四軸粗精加工的實現[J].CAD/CAM 與制造業信息化,2014(3):79-81.
[2]華中數控.HNC-210 數控系統操作說明書[Z].武漢:華中數控股份有限公司,2012.
[3]陳波,趙福令.基于VERICUT 的數控加工過程仿真技術[J].機械設計與制造,2006(6):59-61.
猜你喜歡
少先隊活動(2021年4期)2021-07-23 01:46:22
人大建設(2019年12期)2019-05-21 02:55:44
攝影之友(影像視覺)(2019年3期)2019-03-30 01:36:50
中山大學法律評論(2018年1期)2018-03-30 01:21:00
瞭望東方周刊(2017年42期)2017-12-05 18:49:38
環球時報(2017-03-30)2017-03-30 06:44:45
沈陽醫學院學報(2015年1期)2015-12-27 13:44:40
醫學教育管理(2015年3期)2015-12-01 06:43:16
中國衛生(2015年3期)2015-11-19 02:53:32
中國艦船研究(2014年5期)2014-05-14 06:43:09
