操縱器蓋液壓自動(dòng)夾具設(shè)計(jì)
2015-04-08 02:03:54陳超山賴(lài)玉活張曉東
制造技術(shù)與機(jī)床 2015年6期
關(guān)鍵詞:設(shè)計(jì)
陳超山 蔣 波 賴(lài)玉活 李 健 李 新 張曉東
(①?gòu)V西科技大學(xué)機(jī)械工程學(xué)院,廣西 柳州 545006;②柳州市數(shù)控機(jī)床研究所,廣西 柳州 545007)
汽車(chē)變速箱操縱器蓋是典型的外形結(jié)構(gòu)不規(guī)則、機(jī)加工部位多、形位公差要求較高的鋁合金薄壁殼類(lèi)零件,原有的加工方法主要是通過(guò)人工劃線找正、手動(dòng)裝夾對(duì)毛坯進(jìn)行鉆孔和銑削等加工,加工時(shí)需要多次裝夾換刀。由于該工件工藝上要求側(cè)面具有1.5°拔模斜面,裝夾容易浮動(dòng),技術(shù)上的基準(zhǔn)孔、工藝孔的同軸度和精基準(zhǔn)面的平面度難以保證。為了減小加工時(shí)人工裝夾引起的誤差,縮短生產(chǎn)周期,提高工件的加工精度,設(shè)計(jì)一種操縱器蓋專(zhuān)用液壓自動(dòng)夾具很有必要。
1 零件分析
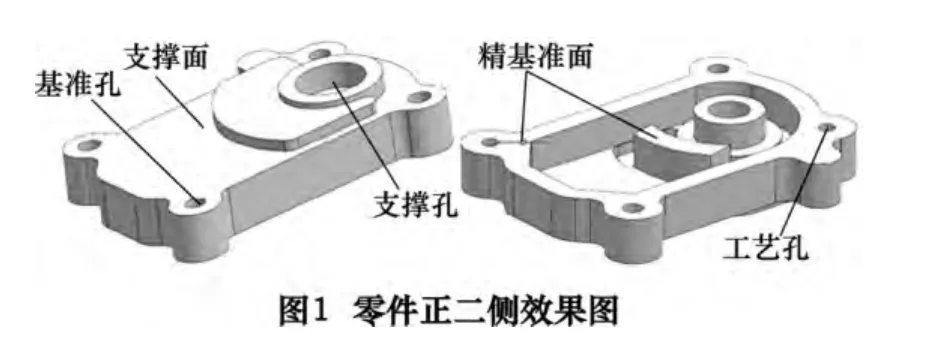
操縱器蓋采用金屬壓鑄成型法制造毛坯,材料為YL113(YZA1Si11Cu3),硬度約為125HBS。如圖1 所示,從外形看是一種薄壁殼類(lèi)工件,長(zhǎng)寬高約為110 mm×85 mm×20 mm。其加工部位呈空間分布,主要為精基準(zhǔn)面的銑削,支撐孔的精鏜,工藝孔和基準(zhǔn)孔的鉆孔等。根據(jù)工序集中原則,工藝要求以支撐面為粗基準(zhǔn)進(jìn)行定位,支撐面應(yīng)光滑平整、不得有凸起不平現(xiàn)象[1]。其主要加工工序?yàn)?鑄造→人工時(shí)效→粗鏜支撐孔→銑精基準(zhǔn)面→鉆基準(zhǔn)孔→精鏜支撐孔→鉆工藝孔。可以看出操縱器蓋的加工不僅工作量較大,且各道工序加工的質(zhì)量會(huì)直接影響后續(xù)工序的工時(shí)耗用量與加工精度。由于操縱器蓋側(cè)面是角度為1.5°的拔模斜面,工件裝夾時(shí)夾緊力不易控制。因此準(zhǔn)確有效地對(duì)其斜面進(jìn)行定位夾緊是本工裝設(shè)計(jì)的難點(diǎn)。
2 夾具設(shè)計(jì)
2.1 夾具結(jié)構(gòu)
根據(jù)操縱器蓋尺寸小的結(jié)構(gòu)特點(diǎn),設(shè)計(jì)多工位夾具,在底板上安排4 個(gè)裝夾位,使得一次裝夾,完成4個(gè)工件的加工,實(shí)現(xiàn)批量生產(chǎn)和工件加工工藝的一致性[2]。
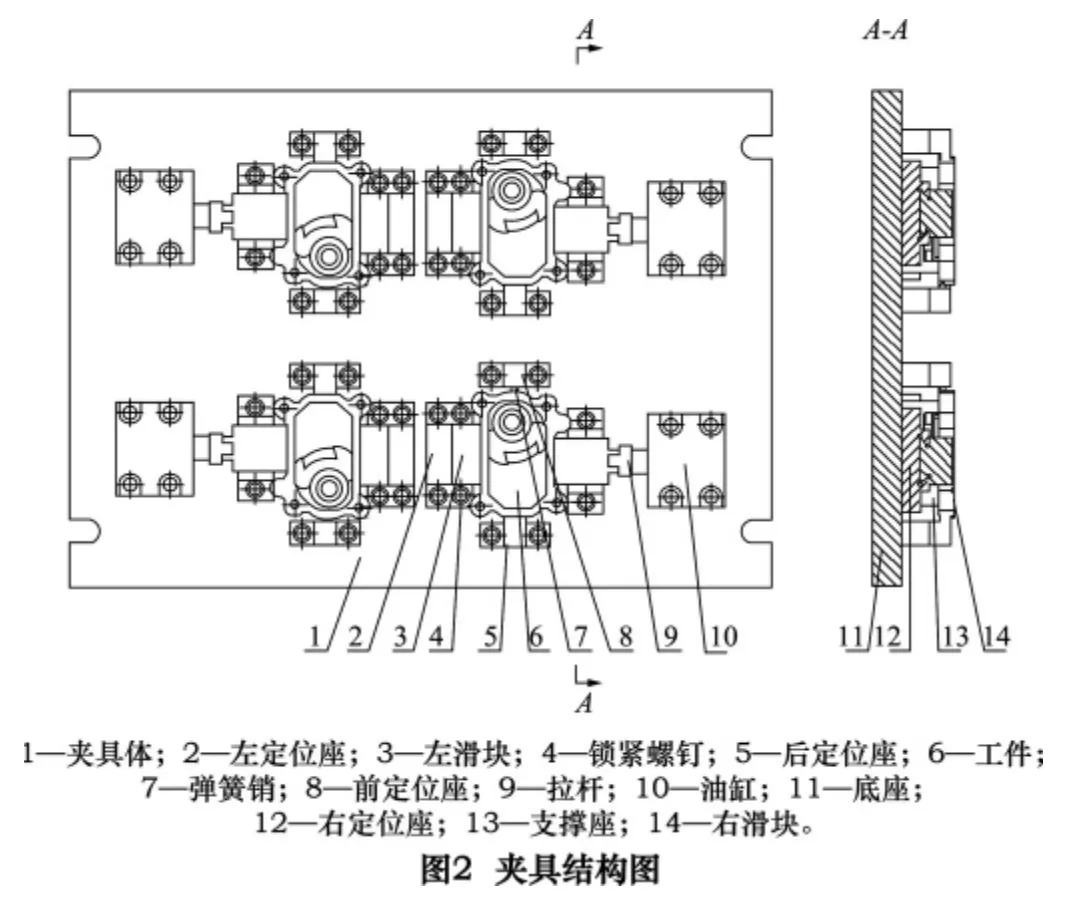
如圖2 所示,該液壓夾具由安排在底座11 上的油缸部分和夾具部分組成,底座11 通過(guò)T 型螺栓固定在機(jī)床托板上。其中左定位座2、右定位座12、前定位座8、后定位座5、支撐座13 分別通過(guò)內(nèi)六角螺釘安裝在底座上,左滑塊3 通過(guò)鎖緊螺釘4 安裝在左定位座2右側(cè),前定位座8 和支撐座13 之間裝有彈簧銷(xiāo)7,拉桿9 一端與右滑塊14 連接,另一端與油缸10 配合,右滑塊14 通過(guò)其燕尾槽結(jié)構(gòu)安裝在右定位座上[3]。
2.2 夾具的結(jié)構(gòu)特點(diǎn)
(1)自動(dòng)化程度高,產(chǎn)品質(zhì)量穩(wěn)定
采用相應(yīng)的斜面與拔模斜面配合定位,增大接觸面積[4],定位可靠,液壓進(jìn)行裝夾,工件的形位公差由夾具保證,不受操作人員的技術(shù)水平影響,加工精度高,產(chǎn)品質(zhì)量穩(wěn)定。
(2)降低工人的勞動(dòng)強(qiáng)度
傳統(tǒng)生產(chǎn)工序中,該工件的夾緊與翻面加工都是工人手工操作的,耗時(shí)費(fèi)力,效率低。本設(shè)計(jì)夾具體為整體結(jié)構(gòu),調(diào)整方便,夾緊快速穩(wěn)定,顯然比手動(dòng)工裝夾具安全可靠、方便省力[5]。
(3)成本低,使用性能好
該夾具材料主要使用HT200,價(jià)格低廉,右滑塊底部采用燕尾導(dǎo)軌結(jié)構(gòu),調(diào)整簡(jiǎn)單,其與右定位座是滑動(dòng)面接觸,穩(wěn)定可靠,導(dǎo)向性好,抗振性強(qiáng)[6]。
(4)縮短裝夾時(shí)間,實(shí)現(xiàn)批量生產(chǎn)
本工裝夾具無(wú)需手工劃線找正,減少了輔助加工時(shí)間;液壓夾緊提高了工件的剛性,能采用較大的進(jìn)給量;多工位夾具裝夾工件,一次裝夾可實(shí)現(xiàn)4 件同時(shí)加工,操作簡(jiǎn)單方便,生產(chǎn)效率明顯提高。
2.3 夾具的工作原理
液壓缸啟動(dòng)前,將4 個(gè)工件分別置于夾具體的支撐座上,使其支撐面處于平穩(wěn)的位置,此時(shí)夾具左滑塊的拔模斜面正好與工件的左側(cè)面配合,彈簧銷(xiāo)與后定位座限制了工件的移動(dòng),液壓缸啟動(dòng)后,油缸給拉桿施壓,拉桿推動(dòng)右滑塊左移,從而其拔模斜面與工件的右側(cè)面配合,實(shí)現(xiàn)對(duì)工件的壓緊。
2.4 工件夾緊
(1)切削力計(jì)算
由于工件對(duì)表面粗糙度要求較高,為確保銑削平穩(wěn),銑削力的垂直分力應(yīng)向下,將工件壓向工作臺(tái),故采用順銑方式進(jìn)行端面銑削加工[6]。銑削時(shí),銑刀對(duì)工件產(chǎn)生的力主要為切削力、切削扭矩、慣性力、徑向力等,由于銑刀產(chǎn)生的扭矩、慣性力和徑向力相對(duì)較小,可由工件與夾具產(chǎn)生的摩擦扭矩及支撐座的支撐反力來(lái)平衡[7],故只需考慮銑刀產(chǎn)生的切削力即可保證工件夾緊。
本設(shè)計(jì)中工件材料為YL113,壁厚8 mm,屈服強(qiáng)度δb≥230 MPa,采用硬質(zhì)合金刀具,鋁合金端銑時(shí)銑削力的計(jì)算公式為[8]:

通過(guò)分析查表,式中:t 為銑削深度,取3 mm;SZ為每齒進(jìn)給量,取0.2 mm;D 為銑刀直徑,取125 mm;Z 為銑刀齒數(shù),取6;B 為銑刀寬度,取75 mm。得:
P=50×31.0×0.20.74×125-1.0×750.90×6≈1045 N
(2)夾緊力計(jì)算
操作器蓋是一種尺寸較小的鋁合金薄壁殼類(lèi)工件,夾緊時(shí)其質(zhì)量相對(duì)較小,可以忽略不計(jì)。當(dāng)工件以?xún)砂文P泵娑ㄎ唬瑐?cè)向夾緊,銑加工時(shí)切削力可分解為X 方向和Y 方向兩個(gè)分力,夾緊力的計(jì)算公式[9]為:
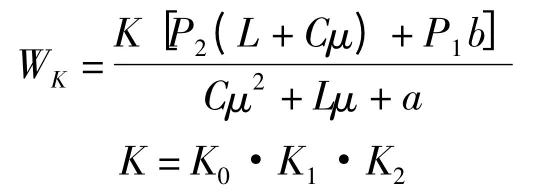
式中:K 為安全系數(shù);K0為基本安全系數(shù),取1.2;K1為刀具鈍化系數(shù),取1.3;K2為支撐面接觸情況系數(shù),取1.2。

X 方向的切削力:P1=cos10°×1045
Y 方向的切削力:P2=sin10°×1045
定位面寬度L 取64 mm;b 取4.3 mm;夾緊點(diǎn)高度a 取0;夾緊面長(zhǎng)度C 取9 mm。μ 為工件與夾緊元件間的摩擦系數(shù),取0.25,代入數(shù)據(jù)得:

3 液壓傳動(dòng)系統(tǒng)設(shè)計(jì)
(1)缸徑選擇
根據(jù)所需夾緊力選擇液壓缸直徑D,液壓缸活塞桿受壓時(shí):
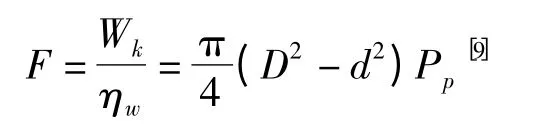
式中:WK=1840 N,d=0.4D,行程50 mm,ηW為液壓缸的機(jī)械效率,取0.9,初算時(shí)Pp由經(jīng)驗(yàn)數(shù)據(jù)選取為3 MPa。
代入數(shù)據(jù)得D=32 mm 通過(guò)查表圓整:液壓缸內(nèi)徑取φ40 mm.活塞桿直徑為φ16 mm。
(2)缸流量計(jì)算
工作時(shí)液壓缸所需流量Q=Aν[9]
式中:A 為液壓缸有效作用面積;ν 為活塞與缸體的相對(duì)速度,初定為0.02 m/s。
代入數(shù)據(jù),Q=2.1×10-5m2/s
(3)液壓泵的選擇
由工況可知,液壓泵輸出流量:
QP≥K∑Qmax
式中:K 為系統(tǒng)泄露系數(shù),取1.3;∑Qmax為同時(shí)工作的液壓缸及液壓馬達(dá)的最大總流量,由缸流量查表得2.1×10-5m2/s,由于工作中需要用節(jié)流閥調(diào)速,在計(jì)算液壓泵流量時(shí)還需加上最小的溢流量,一般取0.5×10-4m3/s。則
本設(shè)計(jì)工作循環(huán)過(guò)程中,液壓泵的壓力和流量比較恒定,則泵的功率[9]為:
式中:Pp為液壓泵的最大工作壓力;Qp為液壓泵的流量;η 為液壓泵的總效率,查表得0.7。

查表取泵的功率為1.5 kW。
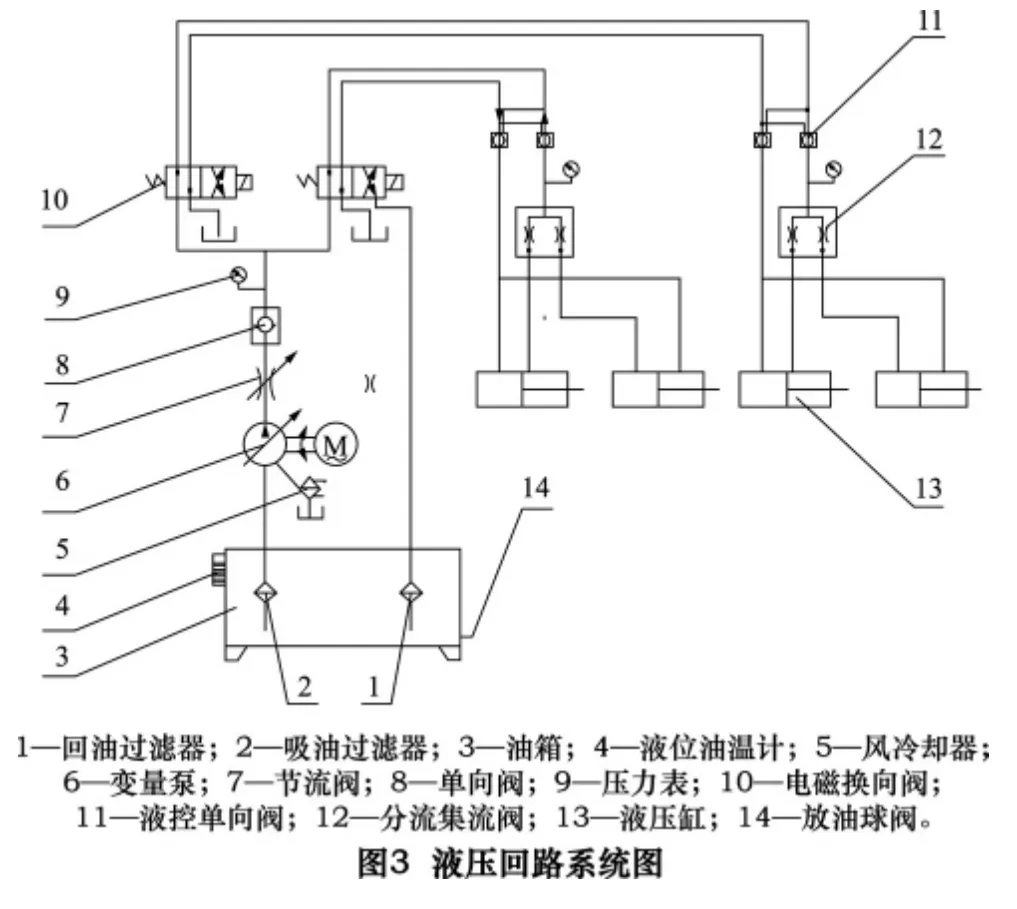
(4)液壓回路設(shè)計(jì)
圖3 為該液壓回路系統(tǒng)圖,當(dāng)工件置于夾具體上完成初定位后,閉合開(kāi)關(guān),電動(dòng)機(jī)帶動(dòng)變量泵6 工作,液壓油從油箱3 經(jīng)過(guò)吸油過(guò)濾器2 進(jìn)入回路,電磁換向閥10 通電,壓力油進(jìn)入液壓缸的無(wú)桿腔,推動(dòng)活塞桿完成對(duì)工件的夾緊,當(dāng)壓力表9 達(dá)到所需壓力值時(shí),工件實(shí)現(xiàn)夾緊;工件加工完畢后,電磁換向閥10 斷電,液壓油經(jīng)換向閥返回有桿腔,活塞桿回收,夾緊力消失,完成卸載。
液壓回路系統(tǒng)中,進(jìn)油速度與夾緊速度密切相關(guān),通過(guò)串聯(lián)節(jié)流閥7 控制流速,實(shí)現(xiàn)夾緊動(dòng)作的控制[10];分流集流閥12 是使4 個(gè)工件實(shí)現(xiàn)同步夾緊,確保工件定位可靠,加工精度一致;串聯(lián)液控單向閥11 使工件定位完成后實(shí)現(xiàn)自鎖,保證工件處于穩(wěn)定的加工位置。
4 結(jié)語(yǔ)
本文通過(guò)對(duì)工件的工藝進(jìn)行分析,設(shè)計(jì)了一種操縱器蓋專(zhuān)用液壓自動(dòng)夾具:在對(duì)其結(jié)構(gòu)特點(diǎn)與工作原理進(jìn)行介紹的基礎(chǔ)上,算出了該工件銑加工時(shí)所需要的切削力和夾緊力,設(shè)計(jì)了一套與其相配套的液壓系統(tǒng),并對(duì)其所需重要元件進(jìn)行了選型。目前該液壓自動(dòng)夾具已經(jīng)在實(shí)際生產(chǎn)中推廣應(yīng)用,在滿足生產(chǎn)需要的前提下大大降低了勞動(dòng)強(qiáng)度,減少了輔助加工時(shí)間,取得較大經(jīng)濟(jì)效益和社會(huì)效益。
[1]張建中.機(jī)械制造工藝學(xué)[M].北京:國(guó)防工業(yè)出版社,2009:139-141.
[2]李昌年.機(jī)床夾具設(shè)計(jì)與制造[M].北京:機(jī)械工業(yè)出版社,2007:26-27.
[3]王啟平.機(jī)床夾具設(shè)計(jì)[M].哈爾濱:哈爾濱工業(yè)大學(xué)出版社,2004:168-169.
[4]梁偉文.復(fù)雜零件斜面斜孔加工的夾具設(shè)計(jì)[J].中國(guó)制造業(yè)信息化,2012(12):92-93.
[5]吳拓.現(xiàn)代機(jī)床夾具設(shè)計(jì)[M].北京:化工工業(yè)出版社,2009:34-36.
[6]陳宏均.機(jī)械加工工藝手冊(cè)[M].2 版.北京:機(jī)械工業(yè)出版社,2003:246-247.
[7]戴曙.金屬切削機(jī)床[M].北京:機(jī)械工業(yè)出社,1993:358.
[8]浦林祥.金屬切削機(jī)床夾具設(shè)計(jì)手冊(cè)[M].北京:北京機(jī)械工業(yè)出版社,1995:306-309.
[9]徐灝.機(jī)械設(shè)計(jì)手冊(cè)[M].北京:機(jī)械工業(yè)出版社,1992:114-115.
[10]路甬祥.液壓氣動(dòng)技術(shù)手冊(cè)[M].北京:機(jī)械工業(yè)出版社,2005:389-390.
猜你喜歡
河北畫(huà)報(bào)(2020年8期)2020-10-27 02:54:06
現(xiàn)代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術(shù)啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04
