某安裝座的加工與車床夾具設計
2015-04-02 15:27:59史獻營
中國新技術(shù)新產(chǎn)品 2015年4期
史獻營
摘 要:本文介紹了加工面有角度與偏心的安裝座在車床上加工的方法,工藝方案制定的依據(jù),重點說明了車削工裝的設計、零件裝夾定位方式等內(nèi)容。對于一些特殊零件在車床上加工有一定的借鑒作用,為充分挖掘普通機床的加工能力,提高零件的加工效率有重要意義。
關鍵詞:定位;偏心;找正;壓緊;車削;工裝
中圖分類號:TG751 文獻標識碼:A
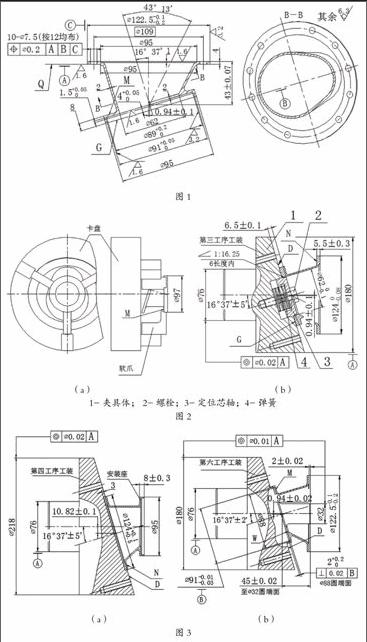
安裝座是裝在某設備上的基座,是過渡安裝件,毛坯為1Cr18Ni9Ti的精鑄件,如圖1所示,形狀不規(guī)則,加工測量有一定的難度。具有一定思考內(nèi)容與想象空間的加工零件。找一種能保證安裝座的加工質(zhì)量,低廉的加工成本,高效率的加工方法是我們追求的目標。
1 安裝座工藝分析
安裝座形狀不規(guī)則,結(jié)構(gòu)特殊,安裝座兩端是圓盤形安裝邊,兩端安裝邊之間有16°37的夾角及0.94mm偏心,連接兩安裝邊是不規(guī)則曲面且壁厚只有2mm。安裝座的裝夾部位只有兩端的圓盤,按此件的結(jié)構(gòu)形狀在任何一種機床設備上加工都要設計工裝。安裝座雖然形狀不規(guī)則但需要加工部分都是內(nèi)外圓,加工兩端圓的角度偏心等尺寸參數(shù)在機床上都難以測量,只有加工后用專用測具或三坐標測量儀測量。安裝座是中批量生產(chǎn)。由以上分析安裝座適合在數(shù)控機床、鏜床和車床上加工。
2 工藝方案的制定
根據(jù)以上分析初步制定三種安裝座加工工藝方案:
(1)鉗劃2端面余量線、基準B線-粗鏜2端面-精鏜Φ95端外圓內(nèi)孔-精鏜Φ122.5端外圓端面、Q面及10-Φ7.5孔-去毛刺。
(2)鉗劃2端面余量線、基準B線-鏜Φ95端面-數(shù)控銑(五軸)-數(shù)控銑(五軸)-去毛刺。
(3)車-鉗劃基準B線-車-車-鉗劃基準B線-車-鏜(10-Φ7.5孔)-去毛刺。
第一種加工方案,選擇在鏜床上加工,需要度盤和分度頭,并且要設計工裝,使安裝座正確定位裝夾,保證尺寸43±0.07與偏心0.94±0.1。此工藝方案優(yōu)點是工序集中,在鏜床上可全部完成安裝座的加工。缺點是表面粗糙度Ra1.6難于保證,加工效率低,增加鏜床占用時間。
第二種加工方案,大部分加工在數(shù)控銑(五軸)完成,也需要設計工裝。而且數(shù)控銑需2道工序,2次裝夾找正,并未發(fā)揮機床的長處。安裝座的形狀也不大適合在數(shù)控銑上加工,機床占用時間長,而且加工效率也不高,因單位僅有一臺數(shù)控銑。
第三種加工方案,安裝座大部分的加工面都是圓及端面,特別適合在車床上加工,需要設計工裝,大部分工序在普通車床上加工,而且普通車床多,可多臺機床同時加工。
結(jié)合本單位的實際請況通過分析決定采用第三種加工方案。即能提高加工效率,又能降低成本,通過設計工裝保證安裝座的加工質(zhì)量。以圖2(a)敘述,第1工序,用車床軟爪夾Φ97(毛坯)外圓,以M端定位,加工Φ97端面,端面留1mm余量。第2工序,如圖1所示,鉗工劃基準B線,在Φ95端面外圓、M面、Φ122.5外圓、Q面、基準面A及不規(guī)則形面外端都劃出基準線B。第3工序,如圖2(b),在車床上裝夾工裝后找正Φ180外圓,全跳動在0.02之內(nèi)。安裝座以G面為基準用Φ62孔定位,工裝D面與安裝座Φ95外圓線對齊確定角向位置,用壓板壓緊安裝座。加工Φ1240-0.08外圓及端面,保證尺寸5.5±0.3mm。第4工序,如圖3(a),在車床上裝夾工裝找正Φ218外圓全跳動在0.02mm之內(nèi)。安裝座用Φ1240-0.08端面為基準,以Φ1240-0.08外圓定位,角向位置安裝座N面與工裝D面線對齊。加工Φ95端面的外圓內(nèi)孔等全部尺寸,為了提高第6工序的定位精度安裝座尺寸Φ910+ 0.05加工成Φ910+ 0.03。軸向保證尺寸8±0.3mm。第5工序,如圖1所示,鉗工在Φ95外圓及M面劃基準B線。第6工序,如圖3(b),在車床上裝夾工裝找正Φ32外圓全跳動在0.01mm之內(nèi)。安裝座以端面W為基準,以Φ910+ 0.03定位,加工端外圓、端面的全部尺寸,其中43±0.07,測量2±0.02mm間接保證,其中給安裝座定位誤差及其他誤差留有±0.03mm的預留量。第7工序,在鏜床上找正Φ122.5外圓與端面,跳動在0.02mm之內(nèi),角向找正基準B線,加工10-Φ7.5孔。最后第8工序,鉗工去毛刺,清理零件并標記。
3 車削工裝的設計
車削工裝用在車床上,首先要裝夾方便牢固,有利于裝夾在正確位置,方便找正。其次要零件定位正確,裝夾牢固。使加工零件的軸心與車床主軸回轉(zhuǎn)軸心重合。最后車床工裝要加工容易。圖2(b)是第三工序車削用工裝,設計關鍵點是定位芯軸。心軸的前端6mm有1∶16.25的斜度,而且定位芯軸可以軸向收縮。因為安裝座Φ62內(nèi)圓是未加工表面,其內(nèi)圓的大小圓度會有一定的誤差,所以車削工裝用定位芯軸的斜度與軸向收縮保證安裝座Φ62內(nèi)圓定位準確,消除誤差。第四工序車削工裝如圖3(a),用安裝座的加工外圓Φ1240-0.08與端面定位,只要正確給出工裝相對零件的定位偏心0.94±0.1與斜角16?37′± 5′就可以了。以上2個工裝對于偏心0.94±0.1與角度16?37′來說是粗加工工裝,偏心與角度的公差可以大一些,有利于工裝的加工制造。因為安裝座偏心0.94±0.1與角度16?37′的誤差,在第六工序的車削加工中可以得到糾正。因此第六工序的工裝設計對于保證安裝座的質(zhì)量起關鍵作用,第六工序車削工裝如圖3(b),工裝直接用安裝座Φ890+ 0.2內(nèi)圓的端面與 Φ910+ 0.05內(nèi)圓定位,沒有基準不重合誤差。為了減小定位誤差前工序安裝座的Φ910+ 0.05已加工成Φ910+ 0.03。安裝座的偏心在工裝中設計為0.94±0.02。為保證安裝座尺寸43±0.07,工裝相應的設計尺寸為45±0.02如圖3(b),測量2±0.02mm充分滿足安裝座的尺寸公差要求。
結(jié)語
帶有斜角與偏心的安裝座,通過設計工裝在車床上加工,加工后經(jīng)過檢驗合格,其偏心0.94±0.1在三坐標測量儀上檢驗合格。用車床加工安裝座大大的提高了加工效率,降低了成本。有些零件只要認真分析其結(jié)構(gòu)特點,通過設計工裝在普通設備上加工,同樣能高效優(yōu)質(zhì)的加工不規(guī)則形狀精度較高的零件。
參考文獻
[1]陳宏均.簡明機械加工工藝手冊[M].北京:機械工業(yè)出版社,2008.
[2]金屬機械加工工藝人員手冊[M].上海:上海科學技術(shù)出版社,1981.
[3]朱耀祥,浦林祥.現(xiàn)代夾具設計手冊[M].北京:機械工業(yè)出版社,2010.
[4孟少農(nóng).機械加工工藝手冊[M].北京:機械工業(yè)出版社,1991.