用劃線方法確定曲軸的回轉中心
2015-03-30 06:17:08
現代機械 2015年6期
(南車資陽機車有限公司曲軸事業部,四川 資陽 643100)
1 確定Ⅰ、Ⅵ曲柄銷水平時的粗回轉中心平面
圖1所示為6L23/30曲軸粗加工后的狀態圖,表1為曲軸各狀態尺寸。
表1
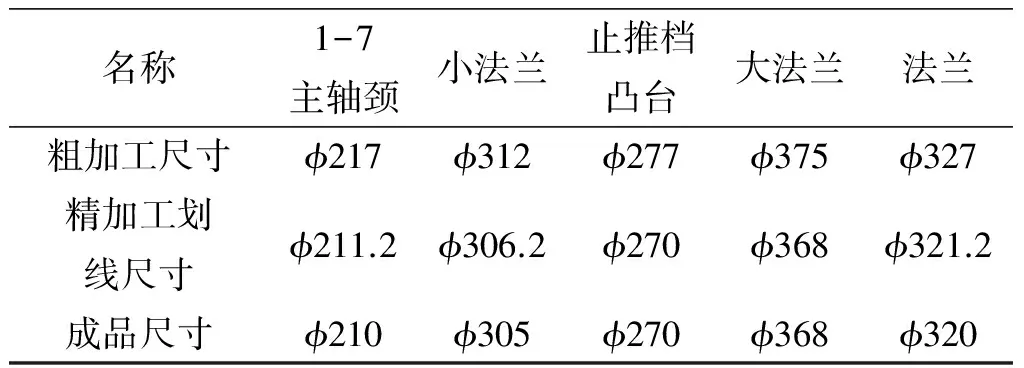
名稱1-7主軸頸小法蘭止推檔凸臺大法蘭法蘭粗加工尺寸?217?312?277?375?327精加工劃線尺寸?211.2?306.2?270?368?321.2成品尺寸?210?305?270?368?320
Ⅰ、Ⅵ曲柄銷水平時按照圖2所示依次對1-7主軸頸考線;按照圖3所示找出1-7主軸頸上表面A和下表面B的最低點的軸頸。
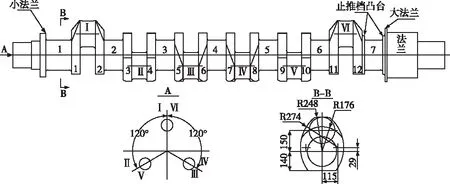
圖1
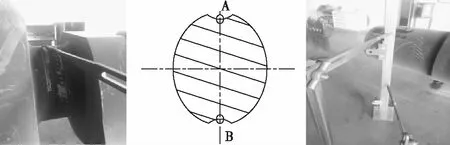
圖2 圖3 圖4
按照圖4計算兩低點之間為217.2,將鋼板尺300處調整為中心,上面花針盤對應讀數為408.6,下面花針盤對應的讀數為191.4,鋼板尺300所對應的位置作為Ⅰ、Ⅵ曲柄銷水平時的粗回轉中心平面;最低點的加工余量為3.6 mm(成品),滿足精加工前劃線要求。
2 確定Ⅰ、Ⅵ曲柄銷水平時的回轉中心平面與曲柄銷的角度基準
以鋼板尺300位置為粗回轉中心按照圖2與圖3對大法蘭、止推檔凸臺、法蘭考線與粗基準對比(表2)。
表2

名稱小法蘭止推檔凸臺大法蘭法蘭上表面對應讀數456439488464下表面對應讀數144162113137上表面距成品余量3.5444下表面距成品余量3.5333
滿足精加工前劃線要求,可繼續對曲柄銷、曲柄臂劃線。
曲柄銷劃線:
按照圖2、圖3的考線方法測得(表3)。
表3
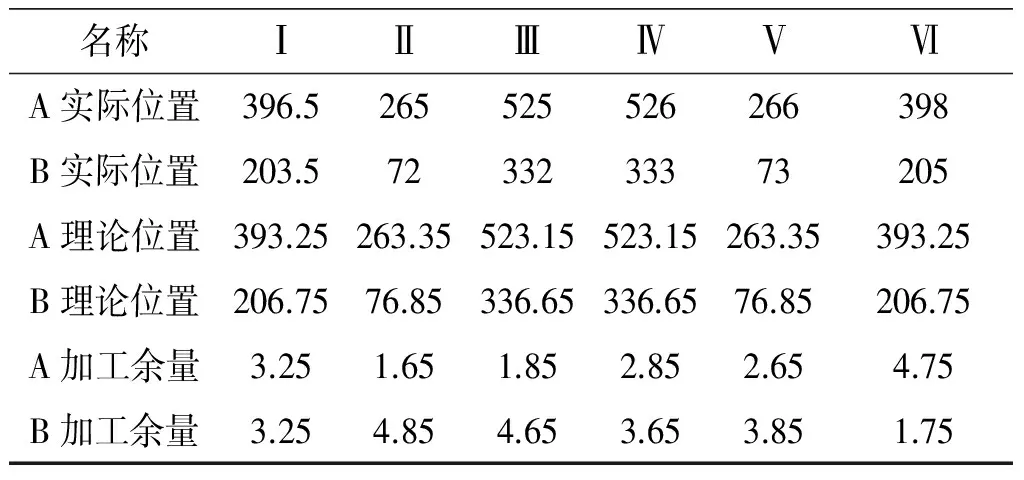
名稱ⅠⅡⅢⅣⅤⅥA實際位置396.5265525526266398B實際位置203.57233233373205A理論位置393.25263.35523.15523.15263.35393.25B理論位置206.7576.85336.65336.6576.85206.75A加工余量3.251.651.852.852.654.75B加工余量3.254.854.653.653.851.75
從加工余量分析各點均有足夠的加工余量,曲柄銷的角度基準可以Ⅰ曲柄銷左右找正作為角度基準。但是余量分配最大為4.85 mm,最小的為1.65 mm,最大余量與最小余量之差為3.2 mm,而且這些加工余量的點分布很離散,在加工過程中容易造成吃大刀,調整主軸頸粗基準不能對所有曲柄銷余量小的增大,通過對余量大的位置分析,從Ⅰ曲柄銷位置看,是順時針發生了旋轉造成的,如現在不調整在Ⅰ、Ⅵ曲柄銷豎直向上時也會出現同樣問題,所以從Ⅰ曲柄銷位置看,逆時針旋轉1 mm,各點重新考線的結果為表4。
表4
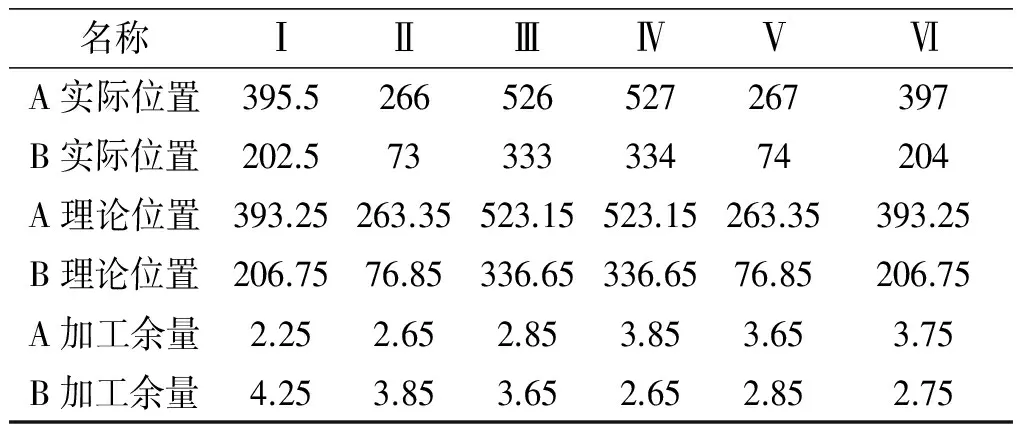
名稱ⅠⅡⅢⅣⅤⅥA實際位置395.5266526527267397B實際位置202.57333333474204A理論位置393.25263.35523.15523.15263.35393.25B理論位置206.7576.85336.65336.6576.85206.75A加工余量2.252.652.853.853.653.75B加工余量4.253.853.652.652.852.75
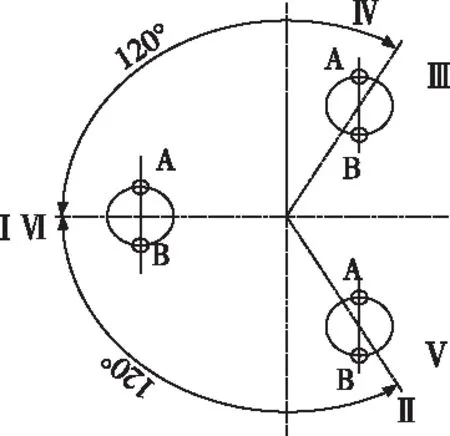
圖5
重新調整后的最大余量為4.25 mm,最小余量為2.25 mm,最大與最小之差為2 mm,加工余量這些點分布較為集中,也比較合理。從Ⅰ曲柄銷位置看,逆時針旋轉1 mm,那么旋轉的角度是多少呢?通過余量增加1其中心只變化了0.5 mm可以得出角度逆時針旋轉arcsin(0.5/150)=0.19°。最后曲柄銷的角度基準為以Ⅰ曲柄銷角度方向找正從Ⅰ曲柄銷位置看,逆時針旋轉0.19°作為角度基準。
按照Ⅰ曲柄銷左右找正逆時針旋轉0.19°作為角度基準對所有曲柄臂外形劃線。
按照圖6給出的坐標點在每個曲柄相應位置劃上一條線,如圖7所示。

圖6
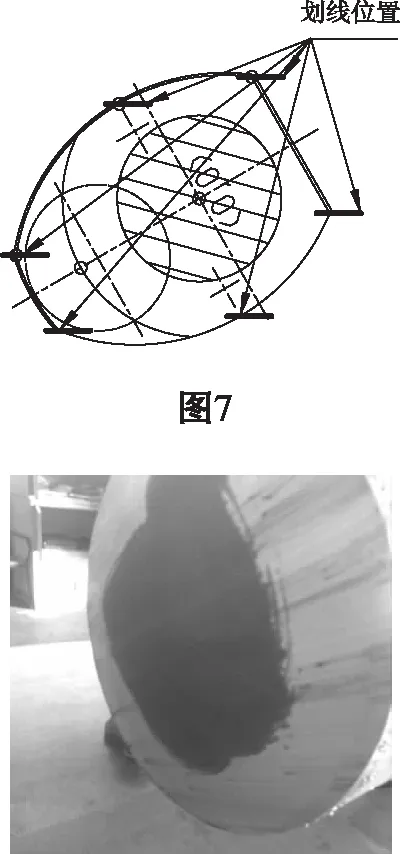
圖8
粗加工單邊為3 mm的余量,當所劃線與粗加工形成的尖角點大于6 mm時或是在相應位置劃不上線時,需要重新調整粗基準;若所劃線與粗加工形成的尖角點大于6 mm時則需要將300中心位置上調或是順時針轉曲軸;若出現劃不上線時則需要將300中心位置下調或是逆時針轉曲軸;當線都劃完后可以確定Ⅰ、Ⅵ曲柄銷水平時的回轉中心平面,在曲軸兩端劃出中心線如圖8所示。
3 確定Ⅰ、Ⅵ曲柄銷豎直向上時的回轉中心平面
用角尺將Ⅰ、Ⅵ曲柄銷轉到豎直向上位置如圖9所示,按照上述方法找出Ⅰ、Ⅵ曲柄銷豎直向上時的粗回轉中心平面,并通過曲柄銷加工余量確定Ⅰ、Ⅵ曲柄銷豎直向上時的回轉中心平面,然后再按照圖6中的坐標點對曲柄臂外形劃線。
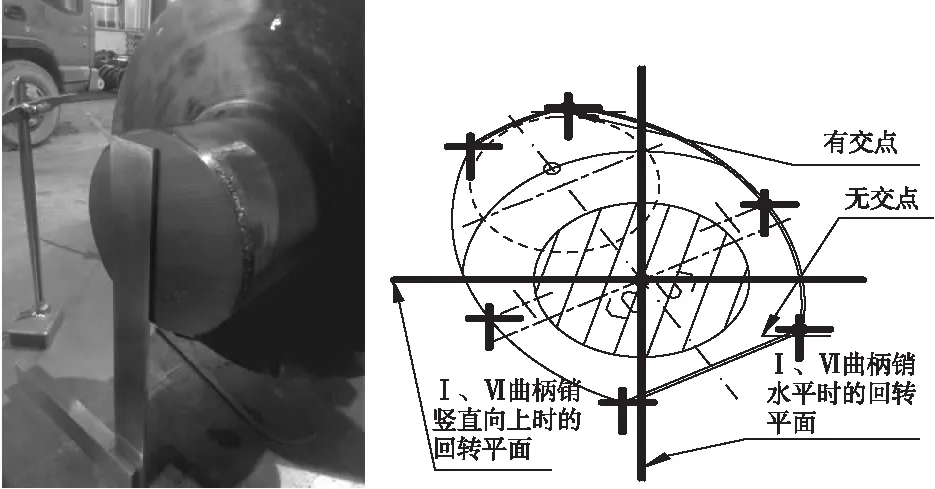
圖9 圖10
如出現有的有交點且量較大、有的無交點即無加工量,那么根據加工余量對Ⅰ、Ⅵ曲柄銷豎直向上時的回轉中心平面上下調整、對Ⅰ、Ⅵ曲柄銷水平時的回轉中心平面左右調整。
并如圖8所示在曲軸兩端劃出Ⅰ、Ⅵ曲柄銷豎直向上時的回轉中心平面。
4 確定曲軸的回轉中心
Ⅰ、Ⅵ曲柄銷豎直向上時的回轉中心平面與Ⅰ、Ⅵ曲柄銷水平時的回轉中心平面的交線為該曲軸的回轉中心。
通過劃線方法確定曲軸的回轉中心有效的避免了曲軸加工過程中帶缺陷,更有效的避免由于回轉中心不正確造成曲軸的報廢,為企業避免了經濟損失。
[1] 楊海鵬.圓柱類工件快速找圓心的簡易工具[J].工具技術,2011(7)
[2] 施振華.燕尾樣板鑲配件的加工與劃線技巧[J].裝備制造技術,2013(2)
[3] 崔杰.快速劃線工具[J].機械工人(冷加工),1984(01)
[4] 王景瑞.用分度頭進行立體劃線[J].機械工人(冷加工),1985(11)