淺談纖維素焊條根焊在輸氣管道停氣聯頭中的運用
2015-03-26 13:40:56張金平
中國科技縱橫 2015年5期
【摘 要】 近年來輸氣管線的建設、投運量大幅增長,老舊輸氣管線的安全隱患問題現象出現頻繁,進行整改的需求加大,輸氣管線停氣聯頭是安全隱患整改施工的關鍵環(huán)節(jié),而焊接質量是停氣聯頭施工的重要指標,現就輸氣管線停氣聯頭中焊接受某些不利因數影響下,淺談纖維素焊條在停氣聯頭中根焊上的運用。
【關鍵詞】 停氣聯頭 ?纖維素焊條 ?根焊
輸氣管道停氣聯頭(以下簡稱停氣聯頭),是指輸送介質為天然氣的在役管道遇特殊情況需停止輸送,并在空載狀態(tài)下,用盡可能短的時間完成局部管道設施更換的施工作業(yè)。常規(guī)狀態(tài)下,停氣聯頭焊接工序會受管內殘余氣流、對口間隙不均勻、壁厚不同、管口橢圓度等一些對焊接不利因數的影響,因此,焊縫的根焊層最為關鍵,既要保證焊透,又不得燒穿,它還是以后各層焊道焊接的基礎,是停氣聯頭中焊接難度最大的一層焊道,因此控制根焊質量是停氣聯頭中保證焊接質量的重要保障。隨著纖維素焊條在長輸管道焊接中的不斷推廣及應用,其優(yōu)良的焊接性、實用性、易操作性得到一致的認可,其焊接合格率按目前實際使用的焊口統計,達到了98%以上,通過多次在停氣聯頭根焊中的使用,證明其良好的適應性能滿足停氣聯頭中焊接質量的要求,因其高效率的焊接速度保證了縮短施工時間的需求。
1 輸氣管線停氣聯頭中影響焊接的不利因素
(1)停氣聯頭中由于新、舊管線的管材規(guī)格、型號不同,造成管壁錯邊量較大、對口間隙不均勻等現象,在根焊過程中易產生未焊透、未熔合、裂紋等焊接缺陷。
(2)根焊受氣流影響較大。原管線中的天然氣或置換的氮氣與空氣的密度不一樣,同段管線多處施工點相對高度差較大以及切斷閥關閉不嚴,根焊位置會因正壓或負壓狀況而產生氣體紊流。嚴重時,管內存在殘余天然氣無法完全排空,會產生起火或打炮(指負壓狀況下外界空氣進入管內與天然氣混合爆炸)現象。從而導致根焊困難,易產生氣孔,夾渣等焊接缺陷。
(3)原天然氣管線經過漏磁智能檢測或其它因數導致管線自身被磁化,造成焊接時出現電弧磁偏吹現象。嚴重影響根焊質量,易產生未熔合、氣孔、夾渣等焊接缺陷。
(4)原天然氣管線長期受H2S腐蝕,在設備、管線上出現局部的腐蝕、穿孔、裂紋、管壁厚度減薄、坑(點)蝕嚴重等現象。
2 纖維素焊條特點
(1)適用于直徑大于200mm以上的管道,焊接速度快,生產效率高,焊接質量高。
(2)纖維素焊條藥皮中含有30%-50%的有機物,具有很強的造氣功能。焊接時產生大量的CO和CO2氣體,在保護電弧和熔池金屬的同時,增強了電弧吹力,保證熔滴在全位置焊接時向熔池的穩(wěn)定過渡,并阻止鐵水和熔渣下淌,同時有較大的熔透能力。其抗風性能較強,4、5級風以下,不用保護也可施焊,所以其電弧具有吹力大、挺度高、熔透性好的焊接特性。
(3)對管道的對口間隙要求不很嚴格,焊接的焊縫根部成形飽滿,容易獲得理想的背面成型,氣孔敏感性小,還有較強的抗銹能力和抗潮性,只要包裝良好,焊前一般不需烘烤,特別適于野外作業(yè)。
(4)焊接過程熔池清晰,便于全位置操作,其操作技術單一,焊工易于掌握,容易獲得高質量的焊縫,是比較理想的根焊材料。
(5)熔敷金屬的含氫量比較高,焊縫金屬脫硫效果差,焊接時易產生裂紋。
3 焊接工藝
3.1 焊接材料
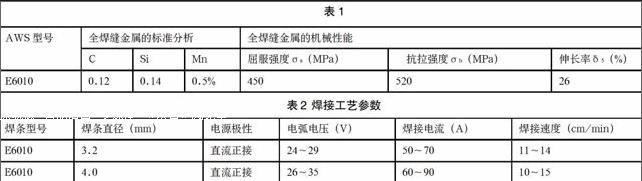
輸氣管線停氣聯頭中,我們使用的焊材一般選用伯樂管道專用纖維素焊條E6010,其化學成分和力學性能見表1。
3.2 焊前準備
將管子內外坡口邊緣兩側20—25mm范圍內的油污、銹、水和其它污物徹底清除干凈,用角向砂輪機打磨出金屬光澤。消除坡口內外兩側埋弧焊縫余高20mm以上。原管線內管壁受腐蝕地方一定要先用丙酮清洗、打磨、加熱去氫等處理,消除焊縫產生裂紋、氣孔等缺陷傾向。
3.3 坡口技術參數(圖1)
注:(1)坡口面角度22°—25°,對口間隙2±0.5mm鈍邊1±0.5mm。
(2)修磨時坡口面一定要平整,否則容易產生未焊透等焊接缺陷。
(3)組對錯邊量應小于1.6mm,組對間隙、鈍邊應根據錯邊量大小適量調整。錯邊量大時適當增加間隙、減小鈍邊。
3.4 焊接工藝參數(以φ426×7的管道為例)(表2)
4 焊接操作
(1)采用水平固定手工電弧向下焊,管口組對情況較好、管徑較大時可采用兩人對稱同時施焊,若管口組對情況較差,可根據焊縫收縮情況來確定焊接順序。
(2)如果管壁較厚、材質冷裂傾向大或者氣溫較低,焊前必須按規(guī)定進行預熱。焊條引弧應從坡口內引弧,不可以在母材表面上引弧,若管線帶磁可以采用引弧板上引弧再帶入坡口間隙。定位焊縫應分布均勻,長度要大于100mm,保證焊透,無焊瘤,熔合良好,無焊接缺陷,并要求定位焊縫接頭兩端用角向砂輪機修磨成圓滑的U形,便于接好接頭。
(3)焊接時應盡量從平焊位或間隙較窄處開始,平焊位應超過12點處約10mm,焊條要求和管道軸線成90度夾角,并指向軸心,焊條與工件表面夾角隨著焊接位置的變化而不斷改變。焊條一般不作擺動,盡量保證每次引燃后一次焊完。運條時電弧應在熔孔中,熔孔保持在焊條直徑大小或控制在每側坡口鈍邊熔化1-1.5mm左右為宜,速度要均勻、仰位焊接時,電弧應頂著鐵水,不至于產生內凹缺陷。當間隙過大或下拉過快、熔池溫度過高時可用往返運條或息弧焊操作。通過調整焊條角度、焊接速度等參數來控制熔池溫度和熔孔大小,消除部分焊接缺陷。焊接過程要注意是否有電弧擊穿管坡口鈍邊所發(fā)出的“撲、撲”聲,來判斷焊縫背面成形情況。在保證管內成形良好的基礎上,盡量加快焊接速度,以防焊道溫度過高產生塌陷。接頭時,焊條運行到弧坑邊緣根部時,要將電弧盡量壓低,稍停一會兒,隨后恢復正常運條,焊條運行到定位焊交接處,焊條向里壓,稍停后向前走,收弧時不能瞬間拉斷電弧,應加快速度下移,并逐步拉長電弧,直至電弧熄滅,避免形成大的收弧坑。焊縫完成總長度一半后才可撤除外對口器,且焊縫厚度不能太薄,防止裂紋產生。
(4)注意若焊接過程中出現管壁帶弱磁、坡口間隙或鈍邊不一致,可以利用纖維素焊條吹力強、挺度高、熔透性好的焊接特性,適當增加焊機推力電流輸出,使熔滴過渡時有足夠大的過渡推力,能有效減小磁場、氣流對焊接過程的不利影響。通過調整焊條與管道夾角角度以及保持短弧,可以使焊條電弧正常穿透坡口鈍邊,否則易發(fā)生內咬邊、未焊透等焊接缺陷。此外,受氣流影響時,除盡量壓低電弧,還要求根焊最后焊接位置要合理-正壓選擇在上爬坡-平焊位置,負壓選擇在立焊位置。否則易造成內凹、焊瘤、未熔合等焊接缺陷。
5 結論與建議
(1)纖維素焊條在停氣聯頭具有良好的焊接性能,尤其是電弧挺度強,具有一定的抗磁、抗氣流等焊接特性是其它焊接方法不具備的。
(2)纖維素焊條焊接速度快,生產效率高,與藥芯半自動填蓋或低氫焊條填蓋相結合,同其它焊接方法相比能縮短焊接時間20%以上。符合停氣聯頭要求速度快、質量好的特點。
通過近幾年輸氣處停氣聯頭中多次使用纖維素焊條,其一次合格率達到98%以上,證明可提高生產效率,提高焊接質量。應在天然氣管道停氣聯頭中推廣應用。
參考文獻
[1]勞動人事部培訓就業(yè)局編.焊工工藝學.北京:勞動人事出版社,2002.9.
[2]機械工業(yè)技師考評培訓教材編審委員會編.焊工技師培訓教材.北京:機械工業(yè)出版社,2001.3.
[3]高職高專規(guī)劃教材.焊接技能實訓.機械工業(yè)出版社,2004.1.
[4]高等工科院校教材.儲運工程焊接.陜西科學技術出版社,2003.8.
作者簡介:張金平(1971—),男,江蘇淮陰人,高級技師,大專,專業(yè):電焊工,工種:電焊工。
