從超大到微型的新機械和工藝特點展示會
2015-03-25 08:47:54王塑編譯
橡塑技術(shù)與裝備 2015年8期
王塑 編譯
(全國橡塑機械信息中心,北京 100143)
從超大到微型的新機械和工藝特點展示會
Open house highlights new machines & processes for macro to micro parts
王塑 編譯
(全國橡塑機械信息中心,北京 100143)

Wittmann Battenfeld GmbH公司展示了大功率混合動力壓力機,比之單純的電動式液壓動力能夠更好的節(jié)省能源和提高效率,同時該公司還發(fā)布了新型的全電動微功率注塑工藝和模內(nèi)焊接工藝。
大功率壓力機;微注塑;高速電動成型;模內(nèi)焊接
到 2013年 4月 底 ,Wittmann Battenfeld GmbH公司在位于奧地利科廷布倫(Kottingbrunn)的總部工廠接待了約1 100名訪客,向公眾展示了其最新的注塑技術(shù)進展。展示了17臺新機器,這些機器的特點表明了了從超大噸位到微成型的液壓、電動和混合動力機器的發(fā)展方向。Wittmann公司在輔助設(shè)備方面也有了新進展,其在美國的運營部是在康涅狄格州的托靈頓區(qū)。
1 大型壓力機首次亮相
機器的展示活動是在一個全新的建筑物中舉行,這個場地增加了32 300 ft2致力于裝配超大功率的大型機器。首臺標準型1 600 t的雙機組將于今年制成,將是公司最大的規(guī)格(其中之一在2013年秋天在德國杜塞爾多夫的K展上展出)。根據(jù)當前計劃,1 600 t的超大功率設(shè)備將完成生產(chǎn)線。
在展會上首次公開亮相的是一臺新型大功率450 t 電動混合機型見圖1。壓力機從經(jīng)濟型全電動生產(chǎn)線上裝配,被設(shè)計成公司的最節(jié)省能源和成本的機器,比標準型規(guī)格低300 t。伺服液壓驅(qū)動雙平板夾持機構(gòu)和電噴、注塑相結(jié)合的大功率混合機型可作為一種節(jié)省能源和提高效率的機型的方式 ,比公司最大的全電動機型(300 t)邁出了一大步。新型混合機型保留了電動伺服電機驅(qū)動的配有變量泵的大功率雙平板液壓機,以期達到最優(yōu)效率。與電動螺旋傳動裝置相配合,注射單元的能力可加速到450 mm/s。注射也是由電動伺服驅(qū)動的。壓力機配備64 型腔模具來演示成型。

圖1 新型450 t混合動力壓力機
其他大功率生產(chǎn)線的消息就是直接注氣使機筒直徑至105 mm的Cellmould結(jié)構(gòu)性泡沫技術(shù)的擴展。該產(chǎn)品雖然沒有在展會上展出,但消息人士透露,2013年該公司又建造了一個1 000 t的機器。挪威的鑄造商利用大功率系統(tǒng)建造了88磅部件用于農(nóng)業(yè)。既然塑料件超過了機器的塑煉能力,Wittmann Battenfeld增加了一個傳遞模塑機預(yù)熱填料室,該填料室可以填充3次。在操作中,傳遞模塑機預(yù)熱填料室使用最大的塑煉能力填充三次才被柱塞清空。
該公司已經(jīng)升級壓力機的W832自動機械的有效負載能力機到400~800 t。它現(xiàn)在可以處理55磅,增加了20%,另外有一個可選的配置可以達到77磅。
2 微注塑資訊
在尺寸范圍的另外一面, Wittmann Battenfeld宣布了一項容量為5~15 t 的全電動微功率微注塑工藝。這一優(yōu)質(zhì)的成型工藝是一種高精度的注射壓縮技術(shù),適用于類似鏡頭一類的小零件甚至更小的微觀零件,擁有納米表面結(jié)構(gòu)的微流控“芯片實驗室”設(shè)備和部件也存在著潛在的應(yīng)用。優(yōu)質(zhì)的成型與標準注塑壓縮的區(qū)別在于工藝的連續(xù)控制以在壓縮時維持恒壓,這個工藝是與材料的PVT(壓力、體積、溫度)曲線相適應(yīng)的。
優(yōu)質(zhì)的成型工藝包括連續(xù)監(jiān)測模腔壓力和模腔壁溫,以不斷調(diào)整壓縮過程。實際的壓縮沖程是0.4~0.6 mm,具體數(shù)據(jù)取決于成型模具。相比較普通的注塑工藝(加熱/冷卻),優(yōu)質(zhì)成型被認為可以在材料上實現(xiàn)較低壓力以及較短的周期。這項工藝可通過手機使用的菲涅耳隆起線的攝像頭成型演示出來。
Wittmann Battenfeld 還公布了一個叫做LSR針對液體硅橡膠微零件。它需要一種配備有計量螺桿水冷管,水冷式注射柱塞的特殊的注射裝置。小(1 L)LSR墨盒可以安裝在機柜內(nèi)部,以維護一個自清潔系統(tǒng)。優(yōu)質(zhì)的LSR是在5 t微功率系統(tǒng)中向兩個型腔中注入0.75 mg的藥物以成型。模塊化微功率系統(tǒng)在約2 h內(nèi)可以在熱塑性和LSR之間轉(zhuǎn)換。
圖2所示的為稱作優(yōu)質(zhì)光敏電阻的新型LSR微成型高精度注塑壓縮裝置。一個獨特的水冷注射單元,利用1L硅膠墨盒在機桶內(nèi)獨立運轉(zhuǎn)。不同的注入模塊對于塑料件的高品質(zhì)微成型注塑模型來說是可用的,其具有較低的壓力和更精確的復(fù)壓能力。
3 高速電動成型
略微上浮一下尺寸規(guī)模,Wittmann Battenfeld 推出了經(jīng)濟型 Xpress系統(tǒng),并將此系統(tǒng)作為全電動成型機持續(xù)快速發(fā)展的一部分。
展會上演示了在一個180 t的帶特殊裝置的壓力機,該裝置利用齒條與齒輪代替了滾珠絲杠。
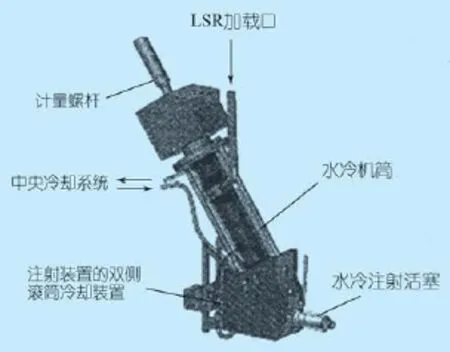
圖2 微動率優(yōu)質(zhì)微LSR注射裝置
這樣的高速成型需要一個同樣快速的自動機械,所以展會示出為公司新研發(fā)的側(cè)進式升壓軸。這個被稱為“四輪驅(qū)動”的裝置,利用兩個同步伺服電動機在0.3 s內(nèi)實現(xiàn)開模。配有兩個小電機據(jù)說比一個大電機更經(jīng)濟,且加速更快,對索引帶的磨損更小。這項研發(fā)在新型的W937雙驅(qū)動機械中展示出來。
4 更多的工藝創(chuàng)新
展會的另一個新穎之處是在模內(nèi)焊接(IMIW)。它提供了一種敏感電子元件如RFID芯片的封裝方法,以便保護他們在成型過程中免受熱或壓力的損壞。IMIW是由一家英國鑄模公司巴克利(Barkley)塑料研發(fā)機構(gòu)(barkley. co.uk)開發(fā)的。
在節(jié)能型壓力機110 t的展示上,展示了包括注塑成型兩半對開模具的工藝。當模具打開時,模具板滑到一邊,一個自動機械插入另一半模具的電子設(shè)備中。模具關(guān)閉時,兩個半邊的殼合在一起,同樣的材料(聚碳酸酯)注入半殼中間的部分,使用水封和氣封。當模具打開時,同一個自動機械將已完成的塑料制品移開。
與其他進程相比,如JSW模具滑動注射成型,兩個塑料制品的接縫處沒有外凸的隆起線或焊線,提供了一個美觀的外表且不需要后續(xù)處理,見圖3。
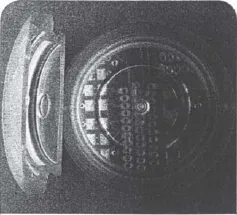
圖3 模內(nèi)焊接制品的外觀無明顯接縫
另一個受人喜愛的展出是利用公司的伺服電動泵驅(qū)動和模具系統(tǒng)排氣的HM伺服液壓機。吸引人的地方是在一個極大的模具中成型玻璃填充PP的曲棍,氣道長度為1 300 mm。
編譯自PLASTICS TECHNOLOGY 6/2013
(XS-04)
TQ320.66
1009-797X(2015)08-0043-02
B
10.13520/j.cnki.rpte.2015.08.007
王塑(1987-),女,中國人民大學金融學碩士,從事翻譯和編輯工作。
2014-08-14
猜你喜歡
電腦報(2020年35期)2020-09-17 13:25:53
當代工人(2020年8期)2020-05-25 09:07:38
山東冶金(2019年6期)2020-01-06 07:45:54
電腦報(2019年40期)2019-09-10 07:22:44
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
小溪流(畫刊)(2017年12期)2018-01-10 16:07:29
科技知識動漫(2016年8期)2016-07-29 20:40:09
兒童故事畫報·發(fā)現(xiàn)號趣味百科(2015年12期)2016-01-25 00:41:49
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52