鉛冰銅鹽酸浸出試驗研究
2015-03-22 02:00:12蔣朝金黃海飛楊躍新
湖南有色金屬 2015年4期
關鍵詞:影響
蔣朝金,黃海飛,楊躍新
(郴州市金貴銀業股份有限公司,湖南郴州 423038)
鉛冰銅是PbS、Cu2S、FeS等硫化物的共熔體,其中尚含有ZnS和少量AgS等金屬硫化物,同時也熔解了部分的金屬Ag、Au、Pt等貴金屬。鉛冰銅主要生成于火法煉鉛過程,鉛冶煉底吹爐、側吹爐、鼓風爐和鉛浮渣反射爐都副產鉛冰銅。由于原料成分和操作制度不同,煉鉛各工序所產鉛冰銅成分波動范圍很大,鉛含量和銅含量分別波動在10% ~20%和20%~50%之間,如果當作銅原料直接出售給銅冶金企業,鉛金屬不計價,金、銀、銅等金屬的計價系數也不高,造成了鉛冶煉企業經濟上的損失。
銅冶煉廠通常采用火法工藝[1]處理鉛冰銅,一般是通過吹煉生產出粗銅,再通過電解精煉生產出精銅。此法沒有考慮鉛、硒、碲等金屬的回收,在吹煉過程將這些金屬吹煉出來通過煙氣收塵回收,既污染了環境又使回收的工藝流程增長,回收成本增高。因此,開發清潔高效的鉛冰銅處理新工藝迫在眉睫。
隨著濕法冶金技術的成熟與普及,有些企業采用濕法[2]工藝處理鉛冰銅。如氨水浸取再電積[3]、空氣氧化法酸浸再電積[4]。采用這兩種方法,無論在何種介質中,在常壓下用空氣氧化的速率均極為緩慢,生產周期長、浸出率偏低、綜合回收程度不高、電積過程也存在一些技術問題。還有些企業開放了氧壓堿浸出—硫酸常壓浸出工藝[5]處理鉛冰銅。此種處理鉛冰銅的方法存在工藝流程長、設備要求苛刻、回收成本高的缺點。作者結合這些方法的特點,提出了“鹽酸氧化浸出處理鉛冰銅的濕法新工藝”[6],即用鹽酸加雙氧水溶液浸出鉛冰銅,使鉛冰銅中的銅與鉛、金、銀等有價金屬分離,浸出渣(即鉛金銀渣)返回鉛冶煉系統,浸出液進行沉銅產出銅粉或進一步電解產出電積銅。鹽酸氧化浸出是該工藝的核心工序,本文主要進行鉛冰銅鹽酸氧化浸出的試驗研究。
1 試驗部分
1.1 試驗原料、儀器和試劑
試驗所用原料為某公司自產鉛冰銅,鉛冰銅經破碎、磨粉處理至0.21 mm以下,主要組分:Cu 32.94%、Fe 19.82%、Pb 12.88%、S 20.95%、Ag 0.148 4% 、Au 2.2 g/t。
儀器:電子天平、破碎機、磨粉機、電子萬用爐、燒杯、SHB-Ⅲ循環水式多用真空泵、量筒、溫度計、精密增力電動測速攪拌器。
分析純試劑:濃鹽酸(HCl≥36% ~38%)雙氧水(H2O2≥30%)
1.2 試驗目的
此次試驗研究主要是為鉛冰銅這種復雜物料的處理提供一種新途徑,以達到銅與鉛、金、銀等金屬分離,高效快速回收有價金屬的目的。通過試驗,討論研究浸出時間、液固比、起始鹽酸濃度、雙氧水用量、浸出溫度、攪拌速度對銅、鐵浸出率的影響,探索出最佳工藝條件。
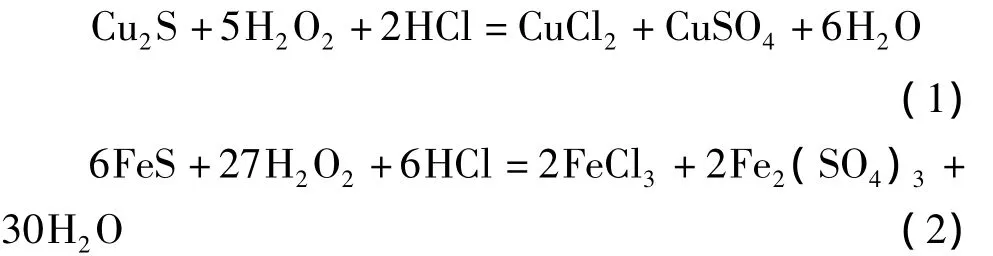
1.3 試驗原理
鉛冰銅濕法處理過程中主要涉及的化學反應為:
1.4 試驗方法
每次稱取200 g鉛冰銅粉末裝入燒杯中,按照預定的液固比量取一定體積的水和鹽酸放入燒杯,升溫,緩慢滴加雙氧水并開始計時,開啟攪拌器至規定時間后,漿料抽濾分離,濾渣烘干稱重。取水樣和渣樣進行化驗分析。最后根據原料及浸出渣中的目標金屬含量計算浸出率。
2 結果與討論
2.1 起始鹽酸濃度對銅、鐵浸出率的影響
固定條件:固液比1∶2、攪拌速度400 r/min、浸出溫度80℃、W雙氧水/W鉛冰銅=2.0、浸出時間4 h。起始鹽酸濃度對銅、鐵浸出率的影響如圖1所示。
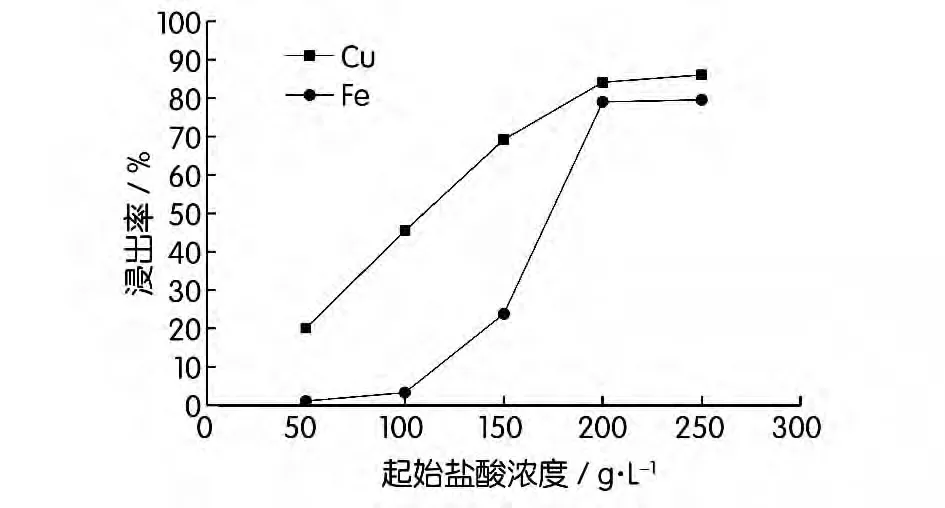
圖1 起始鹽酸濃度對銅、鐵浸出率的影響
從圖1可以看出,銅浸出率隨鹽酸起始濃度的提高而快速升高,鐵在起始鹽酸濃度比較低時其浸出率增加得不明顯,主要原因是FeS在氧化環境中被氧化成三價鐵,三價鐵在低酸環境中容易水解產生沉淀。當起始鹽酸濃度大于100 g/L后,鐵浸出率升高速度開始大幅度增加,當起始鹽酸濃度提高到200 g/L后,銅、鐵浸出率提高的幅度均不明顯;因此鹽酸的起始濃度以200 g/L為最優條件。
2.2 雙氧水的用量對銅、鐵浸出率的影響
固定條件:起始鹽酸濃度200 g/L、固液比1∶2、攪拌速度400 r/min、浸出溫度80℃、浸出時間4 h。雙氧水用量對銅、鐵浸出率的影響如圖2所示。
圖2表明,鉛冰銅中的銅、鐵浸出率均隨著雙氧水用量的增加而大幅度增加,當W雙氧水/W鉛冰銅>2.0時,銅、鐵的浸出率上升緩慢。綜合考慮 W雙氧水/W鉛冰銅=2時為適宜條件。
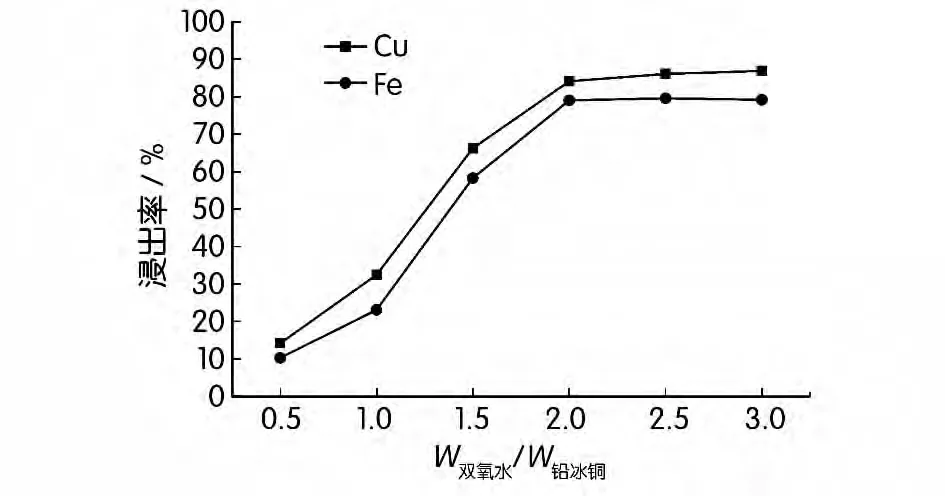
圖2 雙氧水用量對銅、鐵浸出率的影響
2.3 液固比對銅、鐵浸出率的影響
固定條件:起始鹽酸濃度200 g/L、W雙氧水/W鉛冰銅=2.0、攪拌速度400 r/min、浸出溫度80℃、浸出時間4 h。液固比對銅、鐵浸出率的影響如圖3所示。
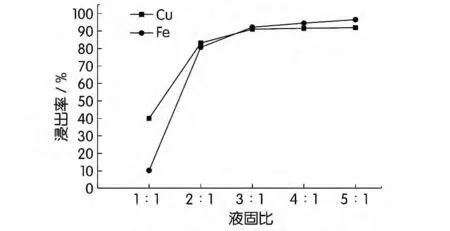
圖3 液固比對銅、鐵浸出率的影響
由圖3可知,銅、鐵浸出率均隨液固比的增加而提高,液固比增加到3∶1后,銅、鐵浸出率隨液固比的增加雖然有所升高。但考慮到工業生產情況和成本,液固比實際控制在3∶1為宜。
2.4 浸出溫度對銅、鐵浸出率的影響
固定條件:起始鹽酸濃度200 g/L、W雙氧水/W鉛冰銅=2.0、液固比 3∶1、攪拌速度 400 r/min、浸出時間4 h。浸出溫度對銅、鐵浸出率的影響如圖4所示。
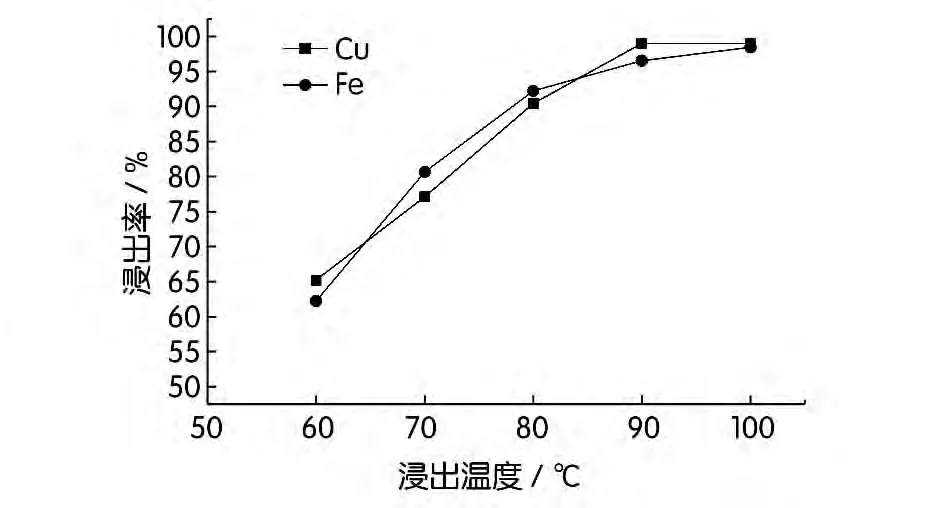
圖4 浸出溫度對銅、鐵浸出率的影響
圖4表明,銅、鐵浸出率均隨著浸出溫度的升高而升高,當浸出溫度大于90℃后,銅浸出率只有略微增加。綜合考慮浸出溫度在90~95℃有利于銅的浸出反應。
2.5 浸出時間對銅、鐵浸出率的影響
固定條件:起始鹽酸濃度200 g/L、浸出溫度90℃、W雙氧水/W鉛冰銅=2.0、液固比 3∶1、攪拌速度 400 r/min。浸出時間對銅、鐵浸出率的影響如圖5所示。
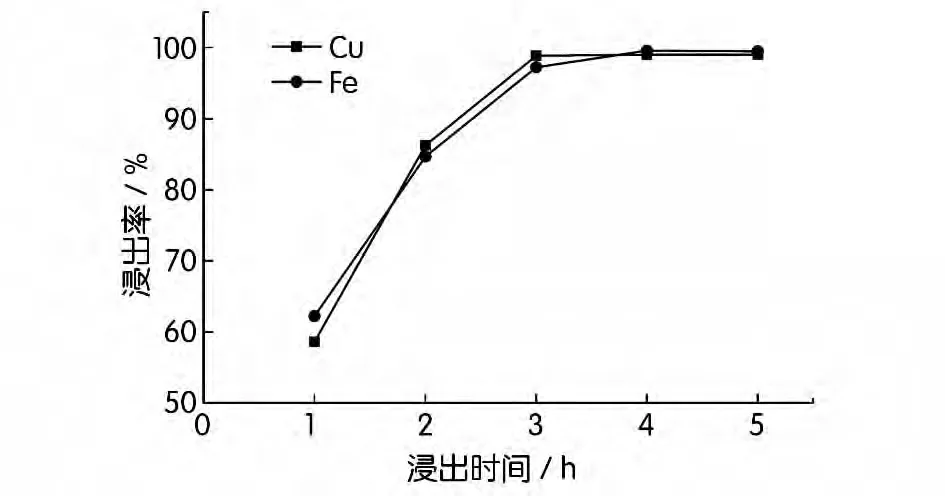
圖5 浸出時間對銅、鐵浸出率的影響
從圖5可以看出,銅、鐵浸出率均隨浸出時間的延長而升高,當浸出時間延長到3 h后銅的浸出率基本保持穩定。由于整個反應過程中,硫化物中的硫經歷了從S2-到S,再從S到S6+的過程,因此反應時間長些是有利的,但考慮到生產成本,取3 h比較適宜。
2.6 攪拌速度對銅、鐵浸出率的影響
固定條件:起始鹽酸濃度200 g/L、浸出溫度90 ℃、W雙氧水/W鉛冰銅=2.0、液固比 3∶1、浸出時間3 h。攪拌速度對銅、鐵浸出率的影響如圖6所示。
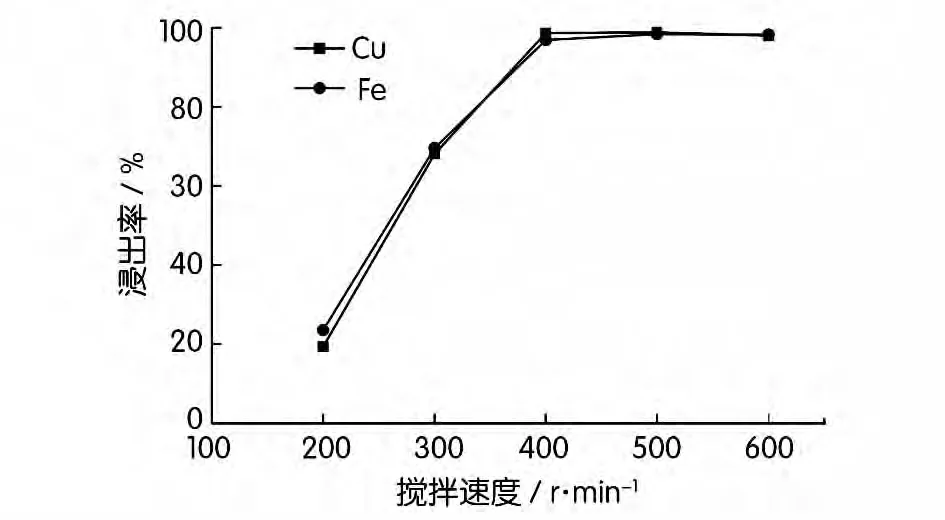
圖6 攪拌速度對銅、鐵浸出率的影響
圖6表明,銅、鐵的浸出率受攪拌速度的影響較大。當攪拌速度為200 r/mim時,銅的浸出率僅為19.36%,鐵浸出率為23.50%,但攪拌速度增加到400 r/min時,銅浸出率增加到98.63%,鐵浸出率達到96.89%。這是由于鉛冰銅漿液黏度大、流動性不好,攪拌速度較小時,雙氧水與鉛冰銅渣料接觸機會較少,故浸出率低,隨著攪拌速度的增加,原料與雙氧水接觸增多,金屬被氧化程度增加,浸出率因而上升,但攪拌速度增加到500 r/min以上時,浸出率只有略微增加或者反而有所下降,這是因為攪拌速度太快,雙氧水的揮發率也隨之增加,故浸出率會有所下降。綜合考慮攪拌速度控制在400~500 r/min為宜。
3 結論
采用鹽酸體系下雙氧水氧化浸出鉛冰銅工藝的最優條件為:起始酸度200 g/L,W雙氧水/W鉛冰銅=2.0,液固比3∶1,浸出溫度90 ~95℃,攪拌速度400~500 r/min,浸出時間3 h。在該條件下,銅的浸出率可以達到98.86%,浸出渣含銅小于0.78%,鉛、金、銀等有價金屬99.5%以上進入渣中,有效實現了銅與其它有價金屬的分離。試驗研究結果表明,用鹽酸氧化浸出處理鉛冰銅的濕法新工藝,可采用常規設備,工藝流程簡單,操作方便,鉛、金、銀等有價金屬回收效率高,效果好。當然,此工藝也存在一些的不足,主要是浸出過程中,鉛冰銅物料中的大部分鐵(90%以上)也進入到浸出液中,如何在浸出液中高效分離回收銅鐵還有待進一步探討研究。
[1] 黃海飛,謝兆鳳,劉萬里,等.一種鉛冰銅火法處理工藝[P].中國專利:CN103320614A,2013-09-25.
[2] 金嗣水.鉛冰銅的濕法處理[J].有色金屬(冶煉部分),1982,(2):29-32.
[3] 煙偉.混合銅礦的常壓氨浸與高壓氨浸[J].濕法冶金,2001,20(2):76-78.
[4] 楊佼庸.濕法煉銅浸出—萃取—電積[A].謝冰,金鐘,陳阜東,等.全國重冶新技術新工藝成果交流大會文集[C].北京:中國有色金屬學會,1998.355-360.
[5] 楊天足,文劍峰.堿性加壓處理鉛銅锍的工藝研究[D].長沙:中南大學,2011.
[6]楊顯萬,沈慶峰,金炳甲.從鉛冰銅中回收銅的工藝[P].中國專利:CN101225476A,2008-07-23.
猜你喜歡
中學生數理化·八年級物理人教版(2022年3期)2022-03-16 05:55:08
當代陜西(2021年2期)2021-03-29 07:41:24
家庭影院技術(2020年10期)2020-12-14 07:54:18
媽媽寶寶(2017年3期)2017-02-21 01:22:28
中國塑料(2016年3期)2016-06-15 20:30:00
通信電源技術(2016年3期)2016-03-26 07:13:38
知識經濟·中國直銷(2016年3期)2016-02-27 16:15:49
現代檢驗醫學雜志(2014年6期)2014-02-02 03:02:04
閱讀與作文(小學低年級版)(2011年3期)2011-01-01 00:00:00