電子束焊接在變速器齒輪總成上的應用
2015-03-19 13:28:04李春美
機械管理開發 2015年8期
關鍵詞:焊縫
李春美
(中國重汽集團大同齒輪有限公司,山西 大同 037305)
引言
齒輪總成是變速器總成中傳動機構的關鍵部件,其主要作用是傳遞扭矩并通過齒輪副形成不同的傳動比,從而實現變速器輸出轉速的變化。一般的齒輪總成是由齒輪和錐環2個零件連接而成。因為要傳遞扭矩,這2個零件的連接可靠性要求高,故常用的連接方式為花鍵連接和焊接[1]。在大批量生產過程中,花鍵的加工工藝復雜,成本高,故焊接成為齒輪與錐環連接的主要方式。電子束焊作為一種高新焊接技術,在該行業得到廣泛應用。
1 電子束焊接的基本原理
電子束焊接是熔化焊的一種,利用加速和聚焦的電子束轟擊置于真空或非真空中的焊件所產生的熱能進行焊接,其基本原理是電子槍中的陰極由于直接或間接加熱而發射電子,該電子在高壓靜電場的加速下再通過電磁場的聚焦就可以形成能量密度極高的電子束,用此電子束去轟擊工件,巨大的動能轉化為熱能,使焊接處工件熔化,形成熔池,從而實現對工件的焊接。整個焊接過程中金屬先熔化,再結晶。
2 電子束焊接的特點
1)一般不添加金屬,無金屬電極沾污,保證焊縫金屬的高純度。
2)表面平滑無缺陷,可防止難熔金屬焊接時產生裂紋和泄露,熱影響區小,幾乎不產生變型。
3)熱源能量密度大,熔深大,焊縫深窄,能單道焊厚件。
4)參數可在較寬范圍內調節,控制靈活。
5)應用范圍廣泛,可用于微型電子線路組件的焊接,也可用于大型導彈外殼的焊接,以及異種金屬、復合結構件的焊接等。
6)設備自動化程度高,操作簡便,生產效率高。
3 電子束焊接的工藝流程及關鍵環節
以下頁圖1所示齒輪總成為例,工藝流程為:齒輪及錐環機加工→零件除油脫脂清洗→錐環與齒輪壓裝組合→焊接→超聲波探傷→焊后齒輪總成熱處理→熱后加工。
零件焊前清洗是電子束焊接的關鍵環節之一。電子束焊接對焊前零件清洗要求較高。若零件清洗不干凈,焊縫處存在油污等雜質,焊接過程中雜質會氣化,產生氣孔等焊接缺陷。雜質的存在還會影響焊接室的真空度,嚴重時會使設備進入保護狀態,中斷焊接。常用的清洗方法有丙酮清洗、三氯乙烷加熱等,生產廠家根據焊接零件的不同以及清洗劑、成本等自行制定清洗工藝。
電子束焊接對焊縫的配合也有一定的要求。一般采取過度配合,最大過盈量和最大間隙不超過0.03mm。過盈量過大,約束應力大,焊后殘余應力也大;間隙過大,焊縫區易產生塌陷,甚至會發生電子束穿越焊縫層,打傷產品。
當被焊接零件含碳量較高,焊縫碳含量超過0.5%時,直接焊接會導致焊縫開裂。故高碳含量零件焊接時,一般采用焊前預熱焊后保溫的方法,防止焊縫產生收縮裂紋。
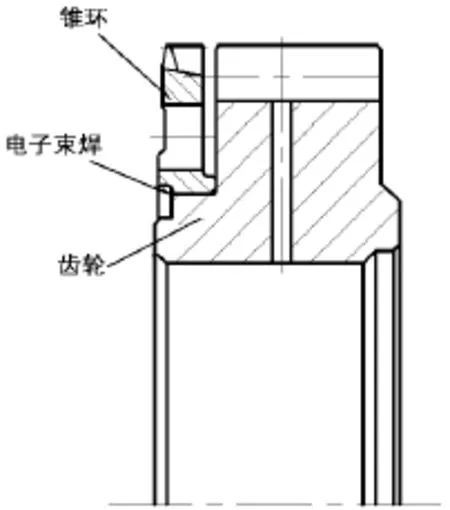
圖1 采用電子束焊接的齒輪總成
4 電子束焊接設備
4.1 電子束焊設備分類
電子束焊接設備有許多種,按照真空室壓力分類可分為:高真空電子束焊機、低真空電子束焊機和非真空電子束焊機;按焊件在真空室中的位置可分為全真空電子束焊機和局部真空電子束焊機;按照電子束加速電壓分類可分為:高壓型電子束焊機、中壓型電子束焊機和低壓型電子束焊機;按照電子槍固定方式分類可分為動槍式電子束焊機和定槍式電子束焊機等。但是,在實際應用中,非真空電子束焊機并不常見,國內大多為真空電子束焊設備。
4.2 真空電子束焊設備的構成
真空電子束焊接設備通常由電子槍、真空系統、電源系統、真空焊接室、電氣控制系統、工作臺、旋轉臺和焊接夾具構成[2]。
電子槍是真空電子束焊接設備的核心部件,它是用以產生電子并使之匯聚成電子束的裝置,主要由陰極、陽極、柵極、聚焦線圈和偏轉線圈等組成,分為靜電和電磁兩部分。電子槍的穩定性、重復性直接影響焊接質量。
真空系統是用來對電子槍和真空焊接室抽真空的部件,大多使用低真空泵、油擴散泵或者渦輪分子泵。
電源系統,為電子槍提供加速電壓、控制電壓和燈絲加熱電流,分陰極加熱電源、聚束控制電源、陽極高壓主電源、聚焦電源、偏轉電源和焊件驅動電源六部分。
真空焊接室要求氣密性好,且有觀察窗口。觀察窗口并非普通玻璃,通常加裝一層鉛玻璃作為防護,阻隔X射線對人體的傷害,外層加裝鋼化玻璃,有一定的剛度和強度,能夠承受焊接室真空所帶來的大氣壓力。
電氣控制系統主要完成電子槍供電、真空系統閥門的程序啟閉、傳動系統的恒速運動、焊接參數的閉環控制及焊接過程的程序控制等功能。
工作臺、旋轉臺和焊接夾具的正確安裝及使用,對于焊接過程中電子束與接縫的位置、焊接速度穩定、焊縫位置的重復精度有重要影響。在實際應用中,通常采用固定電子槍,讓工件做直線或旋轉運動來實現焊接。
4.3 常用的電子束焊設備
變速器廠家常用電子束焊接設備為EBW系列齒輪電子束焊機,如EBW-6GB和EBW-4GB等。一般情況下,電子束焊接設備費用比電弧焊等常規焊接設備費用高。但在變速器生產廠家,因施焊零件狀態相近,焊接批量大,采用電子束焊接可節省材料,焊接操作簡單,廢品率底,反而能有效降低成本。
5 結語
電子束焊接焊縫質量高,焊接精度高,生產效率高,廢品產生率低,又能有效降低成本,非常適用于變速器廠家齒輪總成焊接生產過程。
[1] 成大先.機械設計手冊[M].北京:化學工業出版社,2002.
[2] 柴文潤.EBW系列汽車齒輪電子束焊機的電氣原理及故障分析[J].機械管理開發,2008(5):49.
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07
