鋼芯鋁絞線塔上液壓施工
2015-03-17 02:16:26朱光偉
通信電源技術(shù) 2015年3期
朱光偉
(廣東省輸變電工程公司,廣東廣州510160)
塔上壓接相比地面壓接可以節(jié)約大量的時間,為贏得工期創(chuàng)造有利條件。鋼芯鋁絞線塔上液壓施工分為壓前準(zhǔn)備、壓接、壓后控制。
壓接機(jī)直接在橫擔(dān)上壓接需具備如下條件:(1)橫擔(dān)上有走道;(2)橫擔(dān)上固定有鋼板(自己加工);(3)橫擔(dān)有足夠的空間便于施工[1]。壓接機(jī)在操作臺上壓接需具備如下條件:(1)起吊壓接機(jī)、操作臺、操作人員(3人)、質(zhì)檢員的鋼絲繩夠力;(2)操作臺自身強(qiáng)度達(dá)到要求;(3)操作臺的尺寸滿足操作要求;(4)操作臺具有防止傾斜措施[2]。
1 壓前準(zhǔn)備
壓前準(zhǔn)備工作如下:
(1)液壓設(shè)備及材料檢驗,檢查導(dǎo)線、耐張管尺寸、規(guī)格、結(jié)構(gòu)是否符合圖紙及規(guī)范要求。按照導(dǎo)線規(guī)格,選用鋼模尺寸、壓力進(jìn)行試壓,并作握著力試驗,以確定模具、壓接機(jī)能否滿足液壓質(zhì)量。因為工地不止一套壓接設(shè)備,其它壓接設(shè)備的壓接質(zhì)量以試壓合格壓后尺寸為參考值進(jìn)行衡量。
(2)緊線劃印,標(biāo)出斷線位置,確保絕緣鋼芯的受壓部分平整完好。斷線時綁線要緊,需要在斷線部位兩端距斷線點約2 cm處的線上綁扎好,并確保與管口距離較近的地方不存在缺陷,然后出線錨線,錨線長度足夠長,以便于壓接時自由端能水平施壓。
(3)用汽油將抗耐性線夾管內(nèi)的油垢清洗掉,同時也要將管內(nèi)的焊渣和鋅疤清除干凈,以免影響穿管。清洗完之后需要用棉紗擦去鋼芯液壓部分的泥土中,鋼芯鋁絞線的清洗長度不小于鋁管長度的1.75倍。此外,穿管前需要用汽油將鋼芯鋁絞線液壓部分的油垢清洗干凈,外層鋁股和割斷鋁股后裸露的鋼芯需要用棉紗蘸汽油進(jìn)行清洗。清洗之后的導(dǎo)線需要晾干,如遇雨天或梅雨天氣,應(yīng)該用家噴燈將線頭烘干。
(4)穿管。穿管過程如圖1所示,主要有剝鋁股、套鋁管、穿鋼錨、穿鋁管等四個過程:
a.剝鋁股:見圖1(a),在導(dǎo)線自線端頭量取鋼管長度約2.5 cm的距離,并且在相應(yīng)的地方做好標(biāo)記,鋁股割線長度ON=L2+ΔL。ΔL取值范圍為:10~15 mm。
b.套鋁管:先套入鋁管,再套入鋼管。套鋁管前要確保導(dǎo)線和鋼芯的油垢全部清洗,然后將鋼芯弄成散股扁圓形,將鋁管自鋼芯鋁絞線一端沿導(dǎo)線絞制方向套入鋼管,另一端與已穿入的鋼芯搭接。
c.穿鋼錨:先將鋼股順絞制方向收攏,將已剝露的鋼芯自鋼錨口穿入鋼錨。穿時順鋼芯絞制方向旋轉(zhuǎn)推入,保持原節(jié)距,直至鋼芯端頭觸到鋼錨底部,管口與鋁股預(yù)留ΔL長度相等,見圖1(b)。
d.穿鋁管:采用圖1(c)所示鋁管時,在鋼錨壓好后,自鋼錨最后凹槽邊向鋼錨U形環(huán)端量20 mm畫一定位印記A。并在鋁管上自管口量LY+f,在管上畫好起壓印記N;然后將鋁管順鋁股絞制方向旋轉(zhuǎn)推向鋼錨側(cè),直至鋁管底與鋼錨印記A重合為止。之后,第一模壓模端靠在鋁管起壓印向管口端施壓,壓完一端再壓另一端,兩起壓印記之間的鋁管不用施壓。
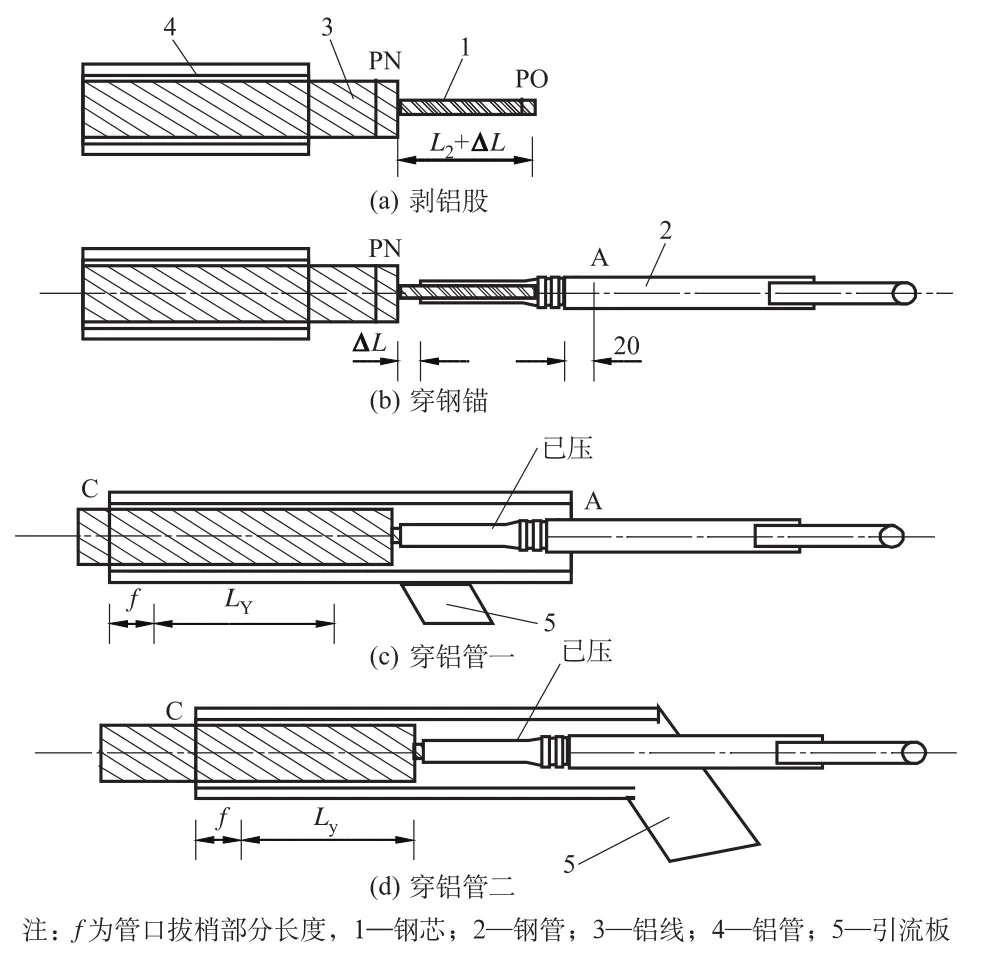
圖1 穿管
采用圖1(d)所示鋁管時,先在鋁管上自管口量LY+f,在管上畫好起壓印記N,同時在鋁線上自端頭向內(nèi)量LY+f,畫一定位印記C(應(yīng)在涂801電力脂及清除氧化膜之后)。然后將鋁管順鋁股絞制方向旋轉(zhuǎn)推向鋼錨側(cè),直至鋁管管口露出定位印記C為止。
(5)為了節(jié)約時間,按照壓接區(qū)、不壓區(qū)在鋁管上全部劃好印,并在導(dǎo)線上畫出定位印。
2 壓接
耐張線夾的液壓壓接操作工序如圖2。液壓壓接操作步驟如下:
(1)鋼錨液壓的結(jié)構(gòu)說明和操作順序如圖2(a),在施壓時要注意應(yīng)從鋼錨凹槽的前側(cè)開始,然后逐漸轉(zhuǎn)移至鋼管口端,并進(jìn)行連續(xù)施壓。
(2)鋁管液壓的結(jié)構(gòu)說明和操作順序見圖2(b);在進(jìn)行液壓時要先檢查鋼錨和鋼管,確保鋼錨和鋼管右側(cè)航空器之間的印記A完好重合;在施壓過程中要注意應(yīng)從鋁管印記N處開始,然后向?qū)Ь€側(cè)管方向連續(xù)施壓。再從鋼錨凹槽開始反向施壓,并保證施壓長度對兩個凹槽的鋼錨最小為60 mm,對三個凹槽的鋼錨最小為62 mm。在壓鋁管時,如引流板卡液壓機(jī)油缸,不能按以上要求就位時,可將引流板轉(zhuǎn)向上方施壓。
(3)鋁管的液壓部位及操作順序見圖2(c):從鋁線端頭處開始向管口施加壓力,然后再返回,并在鋼錨凹槽處施壓。
(4)壓制鋁管前,應(yīng)保證引流板與鋼錨掛環(huán)的角度符合技術(shù)文件的要求。

圖2 耐張線夾的液壓操作工序圖
(5)跳線引流板的壓接,先把引流板穿入導(dǎo)地線,劃印確定壓接長度,然后自鋁線端頭處向管口施壓,但應(yīng)控制引流板的朝向便于安裝。
(6)液壓工序操作時應(yīng)注意:液壓操作過程中所使用的鋼模要和被液壓的鋼管配套。且在液壓操作過程中,鋼芯的上模和下模需要有固定的地軸,一旦地軸固定,將不能再改變。此外,在液壓之前,每個鋼模上需要做好明確的標(biāo)記,標(biāo)記需清晰易辯,鋼模需堆放規(guī)整,不能放錯位,不能無規(guī)則亂放。液壓機(jī)的缸體應(yīng)與地面垂直,確保設(shè)備放置穩(wěn)妥。
需要壓制的鋼管在放入下鋼模時,要注意放置位置精確,放好后務(wù)必認(rèn)真檢查各處的定位標(biāo)記有沒有位于目標(biāo)位置,如果沒有需及時修正,在合上鋼模時,要注意應(yīng)用雙手握住鋼管和導(dǎo)線。合上鋼模時還需確保兩側(cè)導(dǎo)線、避雷線和鋼管處于同一個水平面上,并確保鋼管的軸心與液壓機(jī)的軸心重合,從而減少鋼管因受壓而變形彎曲。上述操作準(zhǔn)確無誤后方可開啟液壓機(jī)。
液壓機(jī)的運行操作要確保每個鋼模都要平穩(wěn)地達(dá)到所規(guī)定的壓力,并保持受力穩(wěn)定。在操作過程中切記不能以壓模合來判斷模是否壓好。
施壓過程中應(yīng)注意相鄰兩模間的重疊長度不應(yīng)小于5 mm。
鋼管液壓壓好后,一旦鋅皮發(fā)生脫落,不管鋼管表面是否裸露,都需要涂富鋅漆以防鋼管生銹。
3 壓后的控制要求
壓后的控制要求如下:
(1)壓接后用精度為0.02 mm游標(biāo)卡尺進(jìn)行測量,對邊距S的最大允許值為

式中,D為管外徑,單位為mm。但三個對邊距允許有一個達(dá)到最大值,超過此規(guī)定應(yīng)更換鋼模重壓。實際操作中,D為管的實際直徑,而非公稱直徑。若以公稱直徑計算,會出現(xiàn)對邊距超過最大值的可能,此時不應(yīng)更換鋼模重壓。
(2)液壓后管子如有明顯彎曲時應(yīng)矯直,矯直后不得出現(xiàn)裂紋。矯直可采用把彎曲部分重新壓接的方法。
(3)操作人員自檢合格后,打上自己的鋼印。
4 安全質(zhì)量控制要點
施工過程安全質(zhì)量控制要點:
(1)操作人員的安全帶須掛在塔上,壓接工應(yīng)持證上崗。
(2)在操作過程中起吊鋼絲繩應(yīng)在絞磨上固定。
(3)壓接機(jī)應(yīng)放置在平穩(wěn)的地方,使用前檢查各部件是否正常,并將壓模清理干凈。
(4)割鋁股時嚴(yán)禁傷及鋼芯,以免降低連接強(qiáng)度。
(5)操作液壓機(jī)時,要保持受力穩(wěn)定。在操作過程中切記不能僅以壓模合來判斷模是否壓好,另外,在施壓工序中不要將手指介入壓模內(nèi)。
(6)穿線時,兩邊的護(hù)線工作人員需要將導(dǎo)線弄平直,根據(jù)操作規(guī)定嚴(yán)格做好壓接工序。
(7)對工件進(jìn)行施壓時,要確保相鄰兩模間重疊5~8 mm。
(8)壓后用鉗子、銼刀處理掉毛刺并用砂紙磨光。鋼管壓后凡鋅皮脫落者,均涂防銹漆。
5 結(jié)束語
本文闡述了有關(guān)鋼芯鋁絞線塔上施工過程,詳細(xì)地介紹了鋼芯鋁絞線塔上施工過程的壓前準(zhǔn)備、壓接、壓后控制三個階段,并提出了質(zhì)量檢測方法和施工過程安全質(zhì)量控制要點。
[1] 陳宗華.淺談輸電線路導(dǎo)線避雷線液壓連接方法的培訓(xùn)[J].中國電力教育,2013,(8):218-220.
[2] 余虹云,俞成彪,余 琳,李 瑞.鋼芯鋁絞線液壓施工工藝與機(jī)電性能試驗的研究[J].浙江電力,2006,(6):18-21.
[3] 董吉鄂.鋼芯鋁絞線鋼芯搭接液壓接續(xù)性能的研究[J].中國電力,1987,(8):56-58.
[4] 付金生.架空絕緣鋼芯鋁絞線接頭液壓連接施工[J].沿海企業(yè)與科技,2010,(10):114-119.