制藥配液罐的設計與制造
2015-03-14 06:48:40張進軍
機電信息 2015年17期
張進軍
(基伊埃工程技術(中國)有限公司,上海201109)
0 引言
配液罐在制劑生產中起著重要的作用,尤其是在無菌注射劑車間。配液罐的設計與制造是否是潔凈型、是否便于CIP與SIP,將直接影響產品質量。
本文將闡述在配液罐的設計與制造過程中的一些心得,與大家分享。
1 設計依據
通常在項目啟動前,客戶會提供一份經過批準的URS文件。在該文件中,客戶會對配液罐提出一些具體的要求,比如罐子的材質要求、工作容積、工作壓力、攪拌的設置、管口的要求。而對CIP與SIP有沒有特殊要求,是否需要符合GB150標準或是ASME標準,這些重要信息會直接影響設備的設計、制造及費用。根據以上的相關信息,形成配液罐的相關數據表,以便指導后面的相關設計制造工作。
2 筒體的設計
2.1 設計壓力
配液罐是需要按壓力容器的標準來設計與制作的,要進行設備部分的強度計算。尤其是需要SIP的配液罐,除正壓設計外,更需要進行外壓計算。因為罐體在SIP結束后,誤操作可能會形成罐體內部負壓。
下面以直徑1 m、筒體長度1.2 m的容積為例,工作壓力為0.3 MPa,并承受負壓的容器為例進行計算。
(1)當罐體承受內壓0.3 MPa時的壁厚:

式中 δ——壁厚,mm;
P——設計壓力,取P=0.3 MPa;
D——直徑,取D=1 000 mm;
δt——316 L在該設備設計溫度下的許用應力117 MPa;
φ——焊接系數,考慮至焊縫拋光處理,取系數0.8;
C0——腐蝕裕量,雖然配液罐不存在腐蝕問題,但是考慮到鏡面拋光機械加工要求,裕量取1 mm。
(2)當罐內為全真空時的壁厚(外壓):
式中 δ——壁厚,mm;
p——工作壓力,取p=1 kg/cm2;
Di——筒體內徑,Di=1 000 mm;
m——穩定系數,一般取m=3;
L——計算長度,L=1 200 mm;
E——材料的彈性模數,SUS316L的彈性模數為19.9×105kg/cm2;
C0——壁厚余度,取C0=1 mm。
由此可見,當設備承受真空或者是外壓時,對設備的厚度和造價要求更高。而當設備為全夾套時,更需要進行詳細計算。
2.2 配液罐容積
配液罐的容積通常是以顧客單批最大生產量為基礎進行考慮的。通常工作容積是設計容積的70%~85%。工作容積的系數不可以設計太高,因為上部還要留出清洗球的安裝位置。
關于筒體長徑比,通常按1~1.5倍來考慮,如果長徑比太小,則設備制造相對不經濟(相對于同容積罐制造費用來說),攪拌效果不理想。長徑比太大,則耐真空或外壓性能較差,攪拌流型也不理想。
2.3 設備夾套
目前常用的設備夾套主要有以下3種,全夾套、半管夾套、蜂窩夾套。
(1)全夾套就是由內外筒體組焊在一起,中間形成2~7.5 cm的流通空間。由于其傳熱效率不高,通常會在夾套內部加裝螺旋導流板,以提高換熱效率。
(2)半管夾套,顧名思義,用DN40、DN50或其他規格管子的一半,盤旋焊接在罐體上,管與管的間距控制在30~50 mm。該形式換熱效率高,盤管也對設備起了加強作用。
(3)蜂窩夾套,是采用薄板沖壓出陣列的圓孔,采用塞焊方式與內筒焊接在一起。換熱面積相對較大,換熱效果也較好,可大大降低設備成本。
關于以上的3種夾套,要根據實際情況來確定選擇對象。比如,當罐體體積較小時(≤200 L),可采用全夾套,此時設備制造費用差別不大。罐體較大時,且頻繁進行蒸汽與冷卻水切換的,建議采用半管夾套。而蜂窩夾套適用于罐體體積較大的,且沒有急劇升溫或降溫的情況,否則蜂窩塞焊處容易泄漏。
3 罐口的設計
3.1 上封頭管口的設計
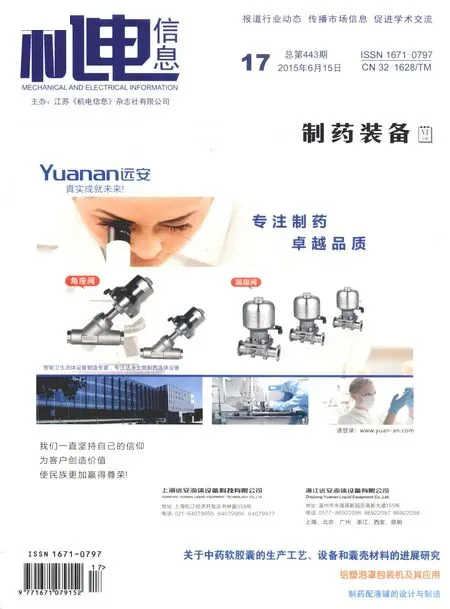
對于有潔凈要求的配液罐,設備管口建議選用無菌法蘭(NA Flange),如圖1所示。
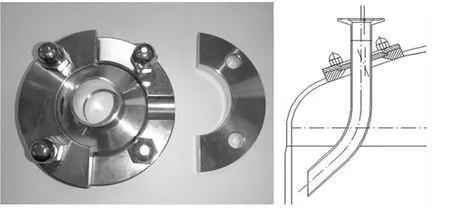
圖1 無菌法蘭插入管樣式
該型號法蘭可以與衛生級快開接頭配合使用,減少死角與盲端。該方式避免了原有普通法蘭或快開接頭插入管的盲端過長、不方便清洗的問題。
對于部分罐體直徑較小的配制罐,而且上部接口又比較多的情況,也可以采用錐形拔制快開接口形式,如圖2所示。
但是該種制作方式存在一定的盲端,CIP清洗時難度較大。
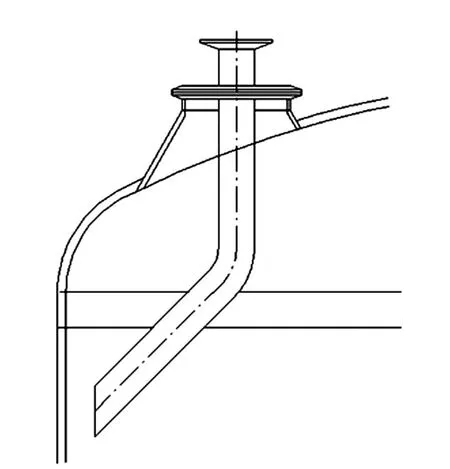
圖2 錐形拔制快開接口
3.2 下出料口設計
我公司采用的是GEA自己開發研制的無死角柱塞式罐底閥,如圖3所示。該罐底閥與普通罐底閥相比,有更多的優點。罐底閥焊接在罐底封頭上后,罐底處無任何死角,封頭底部也可以自排凈。這種罐底閥有多種規格與型號,有單出口、雙出口、帶CIP清洗支路的罐底閥,供客戶進行選擇。
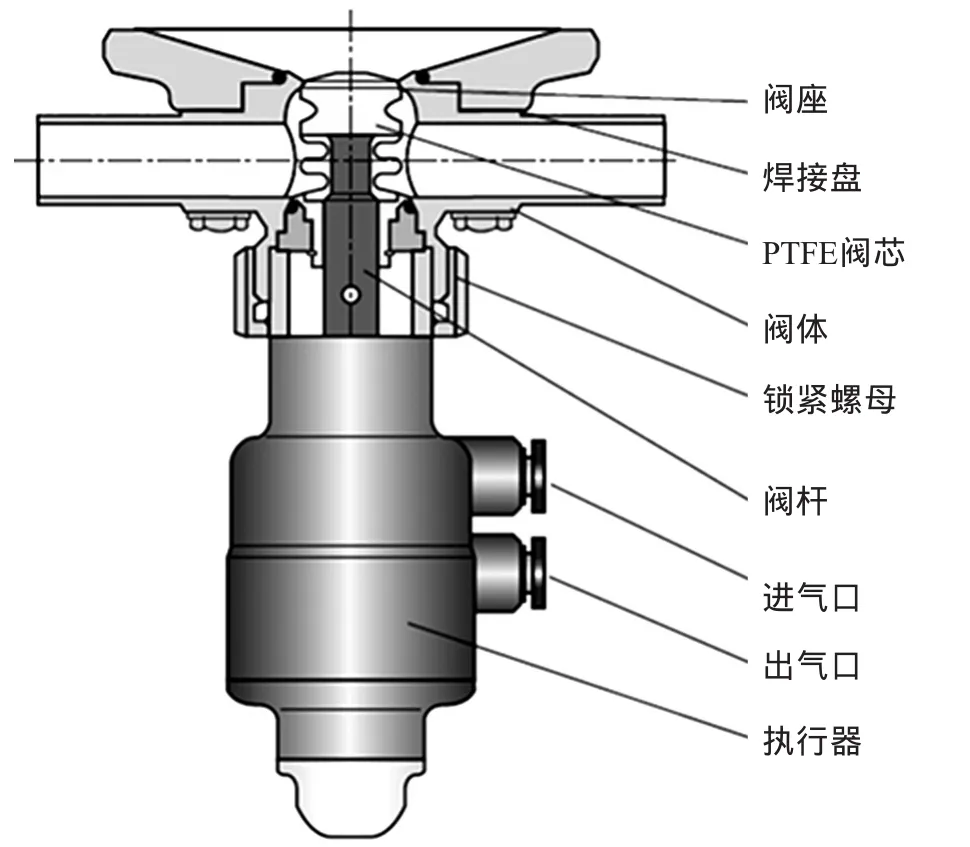
圖3 GEA公司生產的無死角柱塞式罐底閥
而普通的隔膜式罐底閥(圖4)也能滿足潔凈與GMP要求,但是其底部還是存在相對的死角區,不適合易結晶溶液的生產配制。

圖4 隔膜式罐底閥
4 攪拌選擇
早期的配液罐基本上選用的均是機械式攪拌,安裝在頂部,并采用機械密封安裝形式。其存在電機功率較大、攪拌效果不理想、機械密封漏氣、污染產品、攪拌最小量偏大等不足之處。
我公司目前選用了瑞典STERIDOSE公司的磁力攪拌系列產品,該公司是制藥工業用磁力攪拌器的原創者。
該產品的主要特點有:(1)攪拌效果好,其采用的是底部斜插式攪拌葉。其安裝位置偏移罐中心約1/2R的距離,攪拌軸中心線延長后要與罐中心重合,才能保證較好的攪拌效果。當物料進入罐內后,先被攪拌吸入底部,進行軸向流動,到達底部后被攪拌甩至四周產生徑向流動后,再貼罐壁向上流動,形成循環。以水為例,加入其他顏色液體,十幾秒內便可以充分混勻,攪拌流型如圖5所示。
(2)其最小攪拌體積可以達到罐子工作容積的1/10,或者更低。由于其在漿葉結構上的特殊設計,在最低液位時,料液在旋轉漿葉的吸引下,流經攪拌葉內部,對軸承起到潤濕作用。同樣在CIP時,也可以對攪拌葉內部進行有效的清洗。漿葉內部流動路徑如圖6所示。
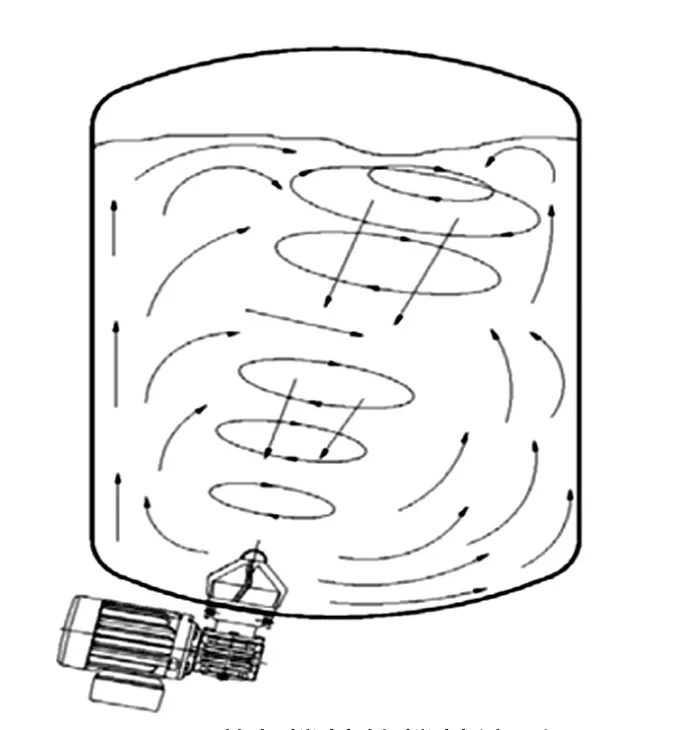
圖5 磁力攪拌的攪拌流型

圖6 漿葉內部流動路徑
該種磁力攪拌在近些年的應用中,起了較好的使用效果,其操作維護簡單,占用空間小,節能省電,完全滿足GMP要求。
5 CIP時清洗球的考慮
現代化的制藥車間對配液罐有更高的要求,采用在線清洗(CIP)和在線滅菌(SIP)代替了傳統的人工清洗與滅菌,因此在配液罐設計時一定要考慮設備的在線清洗可行性。上面講述的無菌法蘭與磁力攪拌,均能很好地滿足以上要求。在這里我們主要探討清洗球的選用。
通常在配液罐中,我們會選用單軸線旋轉清洗球和靜止清洗球。有些客戶擔心旋轉清洗球在轉動過程中會產生磨屑,而更傾向于選擇靜止清洗球。在用水量方面,靜止清洗球用水量(以周長每分鐘的用水量計算)約為31~37 L/min/m,清洗球要求供水壓力1×105~1.5×105Pa。而單軸旋轉清洗球用水量約為23.6~28.6 L/min/m,清洗球要求供水壓力約為2×105~31×105Pa。
對于清洗球的安裝高度,要以球為中心進行射線分布測試,盡量使射線陰影的面積最小。清洗球插入深度過深,則造成筒體有效工作容積比低,制造成本高。插入深度過淺,則存在清洗不干凈的風險。清洗球射線測試示意如圖7所示。
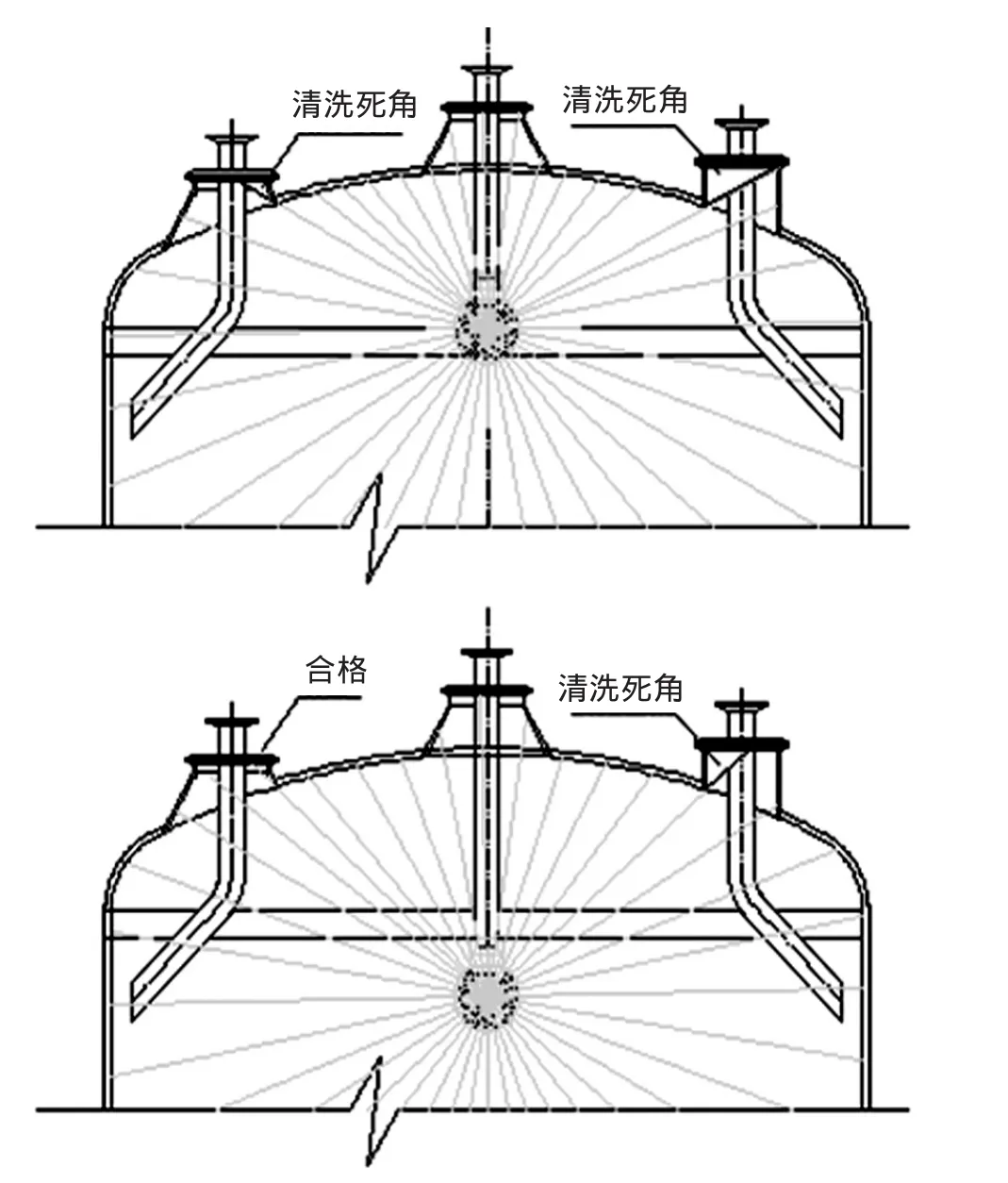
圖7 噴淋球射線噴洗效果示意圖
由圖7上半部分可以看出,當插入管深度較淺時,普通接口與錐形拔制接口均會有清洗陰影區;下半部分插入深度加大后,相對來說則左側的拔制接口可以符合要求,而右側的普通接口還是不能滿足清洗要求,因此罐體接口盡量選擇無菌法蘭或拔制接口。
6 儀表與取樣口的設計
關于設備上的儀表接口,常用的就是壓力、溫度與液位,有些要求較高的配液罐可能會配置pH計。儀表接口盡量選用滿足潔凈要求的衛生級卡接接口。
對于一些特殊的儀表,比如pH計,也可以采用In-gold接口。安裝焊接時一定要注意控制焊接變形量,還要注意儀表的密封圈的位置,越靠近罐體內側越好,方便CIP的清洗與SIP的消毒。In-gold接口如圖8所示。
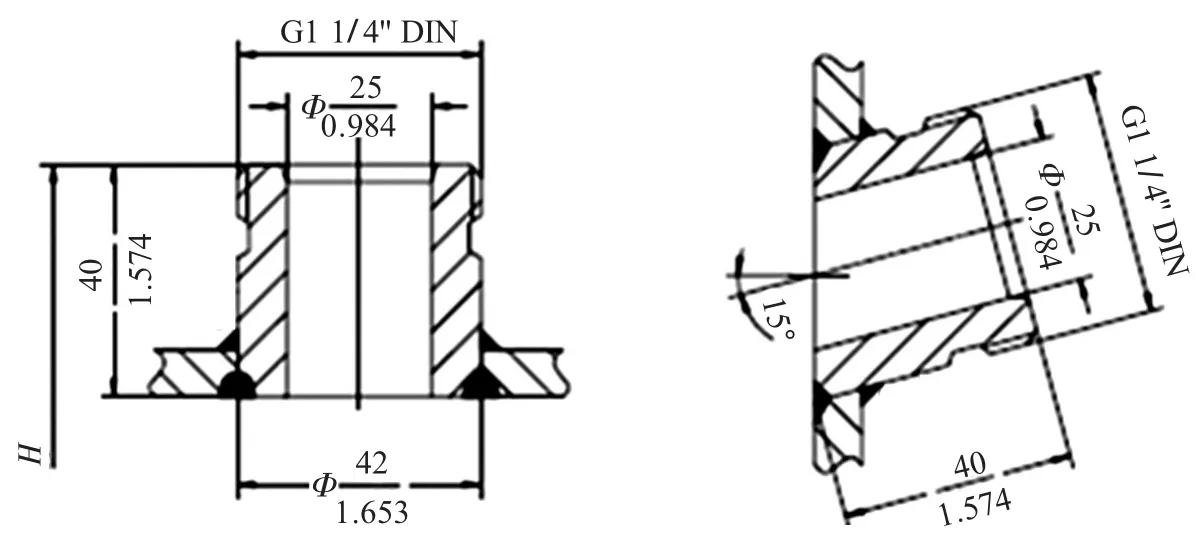
圖8 In-gol d接口示意圖
7 結語
配液罐是液體制藥項目中的關鍵設備,其質量是否達標,直接影響產品的質量和生產效益。通過以上措施的改進,設備的可靠性、可重復性在眾多用戶中得到了驗證,實現了較好的經濟效益。
[1]美國機械工程師協會.生物工藝裝備[Z],2014:31-39,52-57.
[2]國家食品藥品監督管理局藥品認證管理中心.藥品GMP指南:廠房設施與設備[M].北京:中國醫藥科技出版社,2011:52-55.
[3]王巍,楊迎春.醫藥配液罐系統的設計及使用[J].醫藥衛生裝備,2012,33(4):45-48.
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
經濟技術協作信息(2018年22期)2019-01-19 03:00:18
藝術啟蒙(2018年7期)2018-08-23 09:14:18
電子制作(2018年11期)2018-08-04 03:26:08
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
工業設計(2016年12期)2016-04-16 02:52:00
設備管理與維修(2015年12期)2015-04-09 06:57:00