基于FANUC系統(tǒng)的直角鏜銑頭自動分度的實現(xiàn)
2015-03-12 02:06:18李太林張占鋒皇甫兵新鄉(xiāng)日升數(shù)控軸承裝備股份有限公司河南新鄉(xiāng)453700
機電工程技術 2015年11期
李太林,張占鋒,皇甫兵,劉 陽(新鄉(xiāng)日升數(shù)控軸承裝備股份有限公司,河南新鄉(xiāng) 453700)
?
基于FANUC系統(tǒng)的直角鏜銑頭自動分度的實現(xiàn)
李太林,張占鋒,皇甫兵,劉陽
(新鄉(xiāng)日升數(shù)控軸承裝備股份有限公司,河南新鄉(xiāng)453700)
摘要:在龍門加工中心加工工件時,通常會一次裝夾工件,連續(xù)加工四到五個面,這就需要直角鏜銑頭在加工不同面時分度定位,如果手動分度,將影響加工效率以及自動化加工的程度,介紹了一種控制方法,能夠?qū)崿F(xiàn)機床在加工過程中鏜銑頭的自動分度,保證加工過程不中斷。
關鍵詞:直角鏜銑頭;自動分度;CS軸功能
龍門加工中心在現(xiàn)代加工中越來越發(fā)揮著重要的作用,它具有加工范圍大、加工切削量大、機床剛性好、加工精度高等優(yōu)點。隨著高速高效的要求,在龍門加工中心上,裝上有分度功能的直角鏜銑頭,以便實現(xiàn)工件的一次裝夾,連續(xù)加工多個面,保證加工過程的連續(xù)性,以提高加工效率。
1 工作原理
以我公司生產(chǎn)的動梁式龍門加工中心為例,其工作臺是固定不動,如圖1所示,通過X軸、A軸雙伺服電機同步移動,實現(xiàn)機床的X方向移動。Y方向、Z方向分別通過各自的伺服電機驅(qū)動實現(xiàn)。直角鏜銑頭安裝在Z軸的垂直滑枕下端,同時與加工中心主軸相連,由串行伺服主軸驅(qū)動,帶動銑刀的旋轉(zhuǎn),用于加工工件。

圖1 機床示意圖
直角鏜銑頭(如圖2)通過鎖緊放松的油缸將分度部分在Z方向脫開,通過串行伺服主軸帶動銑頭分度部分在360°范圍內(nèi)分度,分度到位后重新鎖緊。該文是基于FANUC發(fā)那科0i-MD系統(tǒng),通過PMC梯形圖和加工程序O0100結(jié)合起來,把串行伺服主軸由速度模式轉(zhuǎn)換成Cs位置模式,由此實現(xiàn)直角鏜銑頭的自動分度功能[1]。

圖2 直角鏜銑頭示意圖
2 數(shù)控程序的編寫
分度子程序:
O100:
N10 M05:主軸停止
N20 G04X1:主軸停止后延時1秒。
N30 M22:啟動主軸的CS輪廓控制功能。
N40 G28C0:將C軸回參考點。
N50 M14:將直角鏜銑頭的分度部分放開,準備分度。
N60 G04X2:鏜銑頭分開后延時2秒
N70 G94G01G91C180F500 :鏜銑頭分度到180度的位置。
N80 G04X1:分度完成后,延時1秒
N90 M23:關閉主軸的CS輪廓控制功能
N100 M15:將直角鏜銑頭的分度部分拉緊。
N110 M99:分度結(jié)束,跳轉(zhuǎn)回主程序。
3 PMC梯形圖程序的編寫
當加工程序O100程序執(zhí)行運行時,M14執(zhí)行后,R200.0輔助繼電器將得電,則Y00.1得電,放松油缸使直角鏜銑頭的分度部分脫開,為直角鏜銑頭分度做好準備。同理M22執(zhí)行后,R200.1輔助繼電器將得電,G70.5主軸正轉(zhuǎn)、G27.7主軸Cs輪廓控制得電,則將串行伺服主軸從速度模式切換成Cs輪廓控制功能[1],程序中的命令N70 G94G01G91C180F500將使直角鏜銑頭分度到180°的位置,通過改變不同的C軸命令值,可實現(xiàn)直角鏜銑頭在360°范圍內(nèi)的自動分度。
當執(zhí)行M23時,R200.1輔助繼電器將斷電,從而G70.5、G27.7斷電,串行伺服主軸又切換成速度模式。當執(zhí)行M15時,R200.0輔助繼電器將斷電,則Y00.1斷電,放松油缸使直角鏜銑頭的分度部分合上,這時直角鏜銑頭的分度部分將鎖緊,從而完成了自動分度。
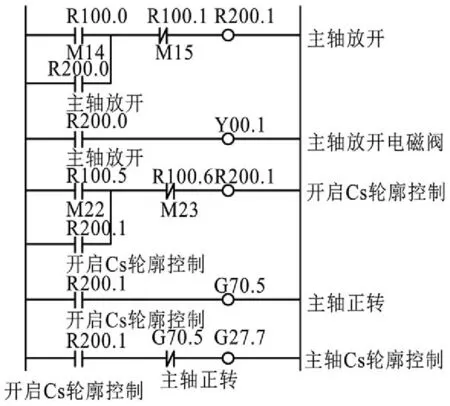
圖3 梯形圖
4 系統(tǒng)參數(shù)設置
參數(shù)SCS(No.8133#2)[2]設為1,開啟主軸的Cs輪廓控制功能。
參數(shù)SSN(No.8135#5)[2]設為0,開啟主軸串行主軸輸出功能
參數(shù)CSCS(No.3729#7)[2]設為1,Cs輪廓控制軸的設定單位為IS-C
參數(shù)(No.1023)[2]設為-1,Cs輪廓控制軸的伺服軸號為-1
5 結(jié)語
上述方法,利用FANUC 0i-MD系統(tǒng)的Cs輪廓控制功能[1],在加工程序中調(diào)用O100子程序,可以實現(xiàn)直角鏜銑頭的360°內(nèi)的自動分度,滿足了龍門加工中心連續(xù)加工多面的要求,提高了機床的加工效率。
參考文獻:
[1]FANUC Series 0i-MODEL D連接說明書:功能篇[Z]. 2008.
[2]FANUC Series 0i-MODEL D參數(shù)說明書[Z]. 2008.
(編輯:王智圣)
Realization of Automatic Indexing of Right Angle Milling Head Based on FANUC System
LI Tai-lin,ZHANG Zhan-feng,HUANG Fu-bing,LIU Yang
(Xinxiang Risheng CNC Bearing Equipment Co.,Ltd,Xinxiang453700,China)
Abstract:In the gantry machining center,usually once workpiece clamping,continuous processing four to five faces,which requires a right angle boring and milling head indexing in processing. If the manual indexing,will affect the processing efficiency and the degree of automation of processing.The following describes a control method to achieve automatic indexing machine boring and milling head in the process,to ensure that the process is not interrupted.
Key words:right angle boring and milling head;automatic indexing;CS axis function
作者簡介:第一李太林,男,1980年生,河南新鄉(xiāng)人,大學專科,工程師。研究領域:數(shù)控機床。已發(fā)表論文6篇。
收稿日期:2015-05-23
DOI:10. 3969 / j. issn. 1009-9492. 2015. 11. 037
中圖分類號:TG659
文獻標識碼:A
文章編號:1009-9492 ( 2015 ) 11-0145-02
