葉片榫頭角度檢測的研究
2015-03-12 09:19:06孫玉偉孫海麗金淵勇
中國新技術新產品 2015年20期
鄭 松 孫玉偉 孫海麗 金淵勇
(中航工業沈陽黎明航空發動機(集團)有限責任公司,遼寧 沈陽 110043)
壓氣機葉片是航空發動機零件中復雜的零件之一,該葉片是由緣板、葉身型面、榫頭構成,小尺寸壓氣機葉片由于榫頭尺寸較小,這就給工裝量具設計帶來了一定困難。葉片研制階段一般都是靠三坐標掃描檢查,進入批產階段三坐標掃描無法滿足批量生產進度要求,多采用專用測量工裝進行測量.使用專用工裝可以在一臺測具上實現同時檢查榫頭左右兩側度面角度,是一種非常適用于葉片加工生產現場、結構簡單、操作方便的檢測工具。
為保證壓氣機葉片榫頭角度檢測測具測量精度,本文采用UG三維造型建立葉片和測具的模型,進行仿真模擬設計,提高了設計精度和準確性。該測具采用一次定位測量,經現場使用,證明完全達到檢測要求。
1 壓氣機葉片的設計要求
葉片測量設計難點分析:
檢測E、F之間夾角60度,E、F面度面較小,測具考慮將零件擺出便于測量的合理位置。根據設計圖和規范規定,角度公差為±6' 葉片葉身朝上放置便于測量,榫頭底面C面為水平面,A、B面斜度面,一般用底面水平面定位但此葉片水平面度面較短。如圖1所示。
難點:
(1)E、F面度面較小,度面角度公差小用表直接測量不準確;
(2)C面為水平面度面較短,葉片定位后容易造成左右擺動。
2 測具結構的確定
2.1 定位及測量的確定
(1)定位部分:由于榫頭底面比較小,采用底平面定位,測量時會引起誤差,所以采用葉片底面的兩個度面進行定位,用兩個量棒代替V型塊,進行定位;在榫頭的一側固定測量部分有兩個定位銷,限制葉片的轉動;
①將葉片倒立,榫頭朝下,保證葉片的榫頭與底板之間有一定的高度,以防滑表座上的兩個測量部分干涉;
②在榫頭的底面采用兩個直徑為3mm的量棒托住葉片,限制葉片在豎直方向上的自由度,同時也限制了葉片繞豎直方向軸轉動的自用度;
③在固定端有兩個定位銷,如圖2所示,在兩側的銷為定位銷,固定端的兩個定位銷與葉片榫頭的臨近的側面垂直,與水平方向的夾角為30°,限制了3個自由度;
④定位部分未完全限制葉片的6個自由度,在垂直紙面的方向葉片還是可以進行移動的,在該方向上運動對測量的結果沒有影響。
(2)測量部分:分為固定端和活動端.
①固定端:表座固定在與支座上,使定位銷、測量銷都與榫頭的單側平面垂直;由于榫頭的度面比較小,同時防止測具和葉片干涉,定位銷和測量銷之間的非常小,讀數在0.003mm以下,千分表的精度為0.002mm,因此讀數的誤差比較大,影響測量的結果;采用杠桿原理,將測量部分的讀數按比例進行放大,千分表的讀數更加精確;
②活動端:表座在滑表座上可以進行移動,滑表座的平面與榫頭的一側平面垂直,用標準件對表,再將兩個測量銷與葉片接觸,從而進行讀數,測量原理與固定端一樣;
(a)由于葉片的榫頭較小,測量銷與定位銷之間的距離僅為1.5mm;
(b)將標準件裝夾在該測具上,兩側的表座同時進行對表,調零;
(c)如果按照1∶1進行設計時,千分表最大讀數為tan(6')×1.5mm= 0.0026mm,千分表的精度為0.002mm,千分表的精度直接影響讀數,因此,適當放大杠桿的比例,如圖2所示,測量銷到杠桿的軸銷的距離為L,軸銷到千分表之間的距離為5L,因而讀數也放大了5倍,方便的讀數,同時誤差也隨之減小。
2.2 壓氣機葉片榫頭角度檢測測具采用模塊化設計
利用UG三維建模,將壓氣機葉片榫頭角度檢測測具各部件設計成參數化模塊,改變模塊結構尺寸,進行參數化驅動調試;將工裝模塊進行固化、邏輯智能設計調試設計,以后再設計同類型壓氣機葉片榫頭角度檢測測具時,可以提高設計效率,降低成本,縮短設計周期。

圖1 葉片簡圖
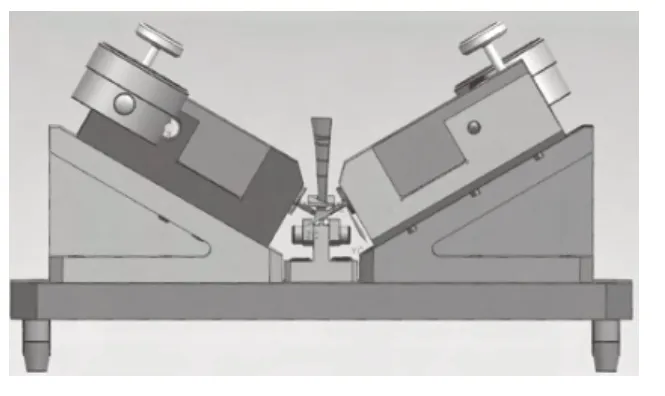
圖2 壓氣機葉片榫頭角度檢測測具UG 圖
2.3 壓氣機葉片榫頭角度檢測測具的UG模型(圖2)
結語
將壓氣機葉片定位后用一套測具分別檢查榫頭兩側面角度,此項設計既簡單又方便測量, 能夠準確檢測葉片榫頭角度尺寸,結構新穎獨特,制造方便,能夠完全替代以往的工具,且檢測方便快捷,生產成本較低,通過檢測應用,達到了良好的效果。采用模塊化設計減少同類型壓氣機葉片榫頭角度檢測測具的設計時間,大大提高了工作效率。
[1]中國航空材料手冊編輯委員會.航空材料手冊[M].北京:中國標準出版社,1988.
[2]彭廣威.金屬材料與熱處理[M].北京:機械工業出版社,2010.
[3]新編金屬材料手冊[M].北京:機械工業出版社.
[4]成大先.機械設計手冊[M].北京:化學工業出版社,1994.
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
藝術啟蒙(2018年7期)2018-08-23 09:14:18
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
海峽科技與產業(2016年3期)2016-05-17 04:32:12