Ti3Al和Ti2AlNb合金擴散連接界面的組織及力學性能
2015-03-07 05:29:35李萬青魏紅梅高麗嬌林鐵松李小強赫蘭春
材料工程 2015年1期
關鍵詞:界面
李萬青,魏紅梅,何 鵬,高麗嬌,3,林鐵松,李小強,赫蘭春
(1 哈爾濱工業大學 先進焊接與連接國家重點實驗室,哈爾濱 150001; 2 北京航空材料研究院,北京 100095; 3 北京星航機電裝備有限公司,北京 100074)
?
Ti3Al和Ti2AlNb合金擴散連接界面的組織及力學性能
李萬青1,2,魏紅梅1,何 鵬1,高麗嬌1,3,林鐵松1,李小強1,赫蘭春1
(1 哈爾濱工業大學 先進焊接與連接國家重點實驗室,哈爾濱 150001; 2 北京航空材料研究院,北京 100095; 3 北京星航機電裝備有限公司,北京 100074)
采用直接擴散連接Ti3Al和Ti2AlNb合金,研究了連接壓力、連接溫度、保溫時間等工藝參數對接頭界面組織形貌及性能的影響。利用掃描電鏡、能譜分析和X射線衍射等方法觀察分析了界面組織結構,并測試了接頭的力學性能。結果表明:直接固相擴散連接接頭的典型組織為Ti3Al/O相+α2相過渡層/富B2層/Ti2AlNb。當連接溫度為1000℃,保溫時間60min,連接壓力為5MPa時獲得的接頭室溫抗剪強度為635MPa,室溫抗拉強度為795MPa,均斷裂于Ti3Al母材一側。經1000℃/60min熱循環后Ti3Al母材的抗拉強度下降至原始母材的76%。連接溫度低于950℃或保溫時間小于60min會導致未焊合等缺陷;溫度高于1050℃或保溫時間超過120min則導致Ti3Al發生相變。
擴散連接;Ti3Al合金;Ti2AlNb合金;微觀組織;性能
Ti3Al合金相比Ti基合金具有較高的彈性模量和抗蠕變力,作為新興的高溫結構材料已得到廣泛深入的研究[1],成為Ti-Al系金屬間化合物中最優先接近實用化的材料[2-4]。但是單相的Ti3Al金屬間化合物的室溫塑性仍然在1%以下[5,6],在改善其塑性的工作中,引入第二相的合金化方法取得了較大進展。其中Ti2AlNb合金是一種Nb含量較高的Ti3Al合金,具有較高的比強度、優良的塑韌性和抗蠕變能力,是一種較有潛力的航空航天發動機熱端部件結構材料[7-9]。使用Ti2AlNb合金代替傳統高溫合金可以降低發動機和運載工具本身的質量,提高發動機的比推力和效率[10,11]。但是較高的Nb含量使Ti2AlNb密度比Ti3Al大,預期選用Ti2AlNb為環體,Ti3Al為葉片的結構,可以達到更好的減重效果。因此研究二者的連接對于拓寬其應用領域具有十分重要的意義[12,13]。
目前對Ti3Al合金的連接方式主要有熔化焊、釬焊和擴散焊三種方法:熔化焊和釬焊往往容易引入雜質使得接頭性能降低,而擴散連接可以實現同種材料或者異種材料之間高質量的連接。Threadgill[14]采用擴散焊連接了a2和超a2合金。錢錦文等[15]以Nb/Ni為中間層擴散連接Ti2AlNb和GH4169合金,得到了Ti2AlNb/高Nb的O相/Ti-Nb固溶體/殘留Nb層/Ni3Nb2/Ni6Nb7/GH4169的界面組織。許多研究結果顯示,連接溫度影響的相變以及接頭處的成分梯度是Ti3Al合金擴散連接需要關注的問題。目前關于Ti3Al和Ti2AlNb的擴散連接報道較少,本工作進行Ti3Al和Ti2AlNb兩種合金的擴散連接,因二者具有相似的物理化學性質,故選用直接擴散的方法連接Ti3Al和Ti2AlNb,研究工藝參數對直接固相擴散連接接頭界面組織和力學性能的影響。
1 實驗方法
實驗用Ti3Al原子比為Ti-23Al-17Nb,由初生α2相、初生片狀O相和基體B2相組成,密度為4.5g/cm3,母材沿軋制方向的室溫和650℃高溫抗拉強度分別為966MPa和698MPa。Ti2AlNb合金成分為Ti-17Al-25Nb,由O+B2相兩相組成,密度為4.9g/cm3。母材沿軋制方向的室溫和650℃的平均抗拉強度分別為1096MPa和809MPa。
實驗前采用電火花線切割的方式將Ti2AlNb合金加工成6mm×4.5mm×3mm尺寸試件。將Ti3Al合金加工成8mm×8mm×3mm尺寸試件用于金相觀察和15mm×8mm×3mm尺寸試件用于剪切性能測試,拉伸實驗所用Ti2AlNb和Ti3Al試件尺寸均為30mm×15mm×3mm,經電火花線切割和砂紙打磨之后進行拉伸實驗。
農業機械化是農業發展的方向。國家應對農業機械技術培訓給予高度重視,加強對農業機械技術人才的培訓和教育,還要有效組織農業機械技術培訓工作。根據農村地區發展的實際情況,采取多樣化、創新性的培訓措施,使農民在理解的基礎上加以掌握,切實提高農民的機械操作能力。加強宣傳教育,激發廣大農民群眾參與培訓的熱情。在實踐中發展農業科技,推動我國農業向著機械化、現代化的方向發展。
實驗前使用200~2000#砂紙對Ti3Al和Ti2AlNb母材待焊表面進行逐級打磨,之后將其置于丙酮溶液中超聲清洗10min,以去除表面油污。裝配后放入Centorr CVI M60真空爐(真空度約為2×10-2Pa)中擴散連接。固相擴散連接Ti3Al與Ti2AlNb合金所采用連接溫度為850~1050℃,保溫時間為15~120min,連接壓力為3~10MPa。制備完成的試樣由電火花線切割,經逐級砂紙打磨、拋光、腐蝕之后,采用掃描電鏡觀察接頭顯微組織和斷口形貌,利用能譜儀和X射線衍射儀分析接頭成分。使用INSTRON MODEL 1186電子萬能試驗機對連接接頭進行抗剪強度測試和抗拉強度測試,加載速率為0.5mm/s,接頭強度通過計算5個有效強度的平均值獲得。
2 實驗結果與分析
2.1 連接壓力對接頭界面組織和性能的影響
在擴散連接過程中,最基本的要求是對母材表面的物理接觸,對待焊母材加壓是一個重要的方法,在宏觀壓力作用下,微觀不平的表面局部接觸點開始接觸,最終達到全面物理接觸,這是形成冶金結合的前提條件,因此連接壓力是擴散焊接中的重要參數。
本節中對不同連接壓力下Ti3Al和Ti2AlNb合金直接固相擴散焊的接頭界面微觀組織進行研究。理論上隨著連接壓力的增加,母材接觸更有效,接頭界面元素擴散更加充分,接頭的焊合率逐漸增大。圖1為不同連接壓力在950℃保溫60min時的接頭顯微組織,可以看出,接頭區域的組織在各個壓力參數下并未發生明顯的變化,這可能是由于Ti3Al和Ti2AlNb母材自身具有良好的塑韌性,因此在擴散連接的高溫條件下,只需要較小的壓力就可以使母材發生初步接觸,在一定連接溫度和保溫時間下便可形成擴散層。由圖1可見,雖然不同壓力下都實現了較好的物理接觸并形成了擴散反應層,但是從微觀晶粒的角度觀察,5MPa和7MPa壓力形成接頭的晶粒尺寸小于3MPa和10MPa的接頭。這說明連接壓力過小使得界面擴散反應不夠充分,連接壓力過大則會導致接頭母材中的B2相晶粒一定程度上的長大,晶粒粗化。
圖2為在950℃保溫60min條件下,連接壓力對Ti3Al/Ti2AlNb接頭抗剪強度的影響。分析認為,連接壓力較低時,不利于原子擴散以及回復和再結晶,而隨著連接壓力的增大,界面微觀孔洞逐漸消失,使得接頭界面接觸充分,界面被充分激活,促進回復和再結晶,可獲得冶金結合良好的接頭。但當壓力過大時,在一定程度上促進了自擴散,導致母材中的相晶粒粗化,接頭強度有所下降。
2.express是動詞,意為“表達;表示;顯而易見”。express one’s thanks意為“表示謝意”;express oneself意為“表達自己的意思”例如:
考慮到煤炭礦區規劃分階段實施,評價指標提出了階段指標值,即近期(2010年)、中期(2015年)及遠期(均衡期)目標值,詳見表1。
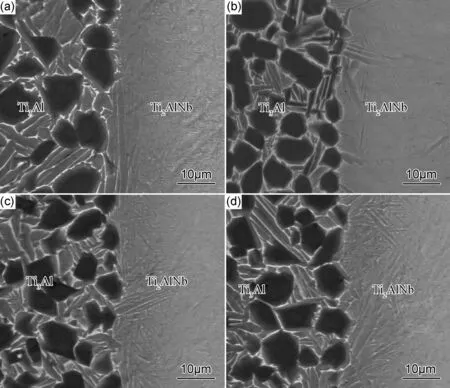
圖1 連接壓力對接頭界面形貌的影響(T=950℃,t=60min) (a)3MPa;(b)5MPa;(c)7MPa;(d)10MPaFig.1 The influence of bonding pressure on interface morphology of joint (T=950℃,t=60min) (a)3MPa;(b)5MPa;(c)7MPa;(d)10MPa

圖2 連接壓力對接頭抗剪強度的影響(T=950℃,t=60min)Fig.2 The influence of bonding pressure on shear strength of joint (T=950℃,t=60min)
瞭望臺是森林防火工作的第一線,王寶生和他的同事兩個人需要24小時不間斷的瞭望,尤其是冬春時節持續干旱和夜里起大風的極端天氣,風大的時候,爐子的煙根本抽不出去,會被大風壓下來,滿屋都是煙。王寶生索性就不生火取暖了,而是裹著大衣里三層,外三層的整夜瞭望。
2.2 保溫時間對接頭界面組織和性能的影響
2.3 連接溫度對接頭界面組織和性能的影響
但是當保溫時間達到120min時,如圖3(d)所示,Ti3Al母材一側發生的相變與溫度過高時相似,黑色塊狀α2相消失,形成編織狀的魏氏組織結構。這是由于原子擴散不斷進行,α2相逐漸溶解,含量下降,相應的B2相增加,最終導致晶粒粗化。
當保溫時間達到60min時,Ti3Al/Ti2AlNb界面處元素擴散更加充分,界面反應層厚度逐漸增加,界面分界逐漸消失。在界面處形成板條狀的O相組織,靠近Ti2AlNb側有富B2相層存在(圖3(c))。分析認為這是由于Al原子擴散較快,Nb原子在Ti2AlNb留存下來形成富B2相區。
在保溫時間t=60min,連接壓力P=5MPa的工藝條件下,對不同連接溫度下的接頭組織進行抗剪強度測試,如圖7所示。可以觀察到,當溫度處于較低范圍850~900℃,剪切應力達到最大極限時載荷迅速消失,表現為脆性斷裂。而當溫度在950℃以上,載荷達到最高點時會有一段時間的屈服,并且其屈服范圍較大,具有較好的塑性變形,表現為塑性斷裂。
T=850℃,t=60min,P=5MPa 時的剪切斷口顯微組織如圖8所示,斷口能譜分析結果如表1所示。圖8中C區域的成分接近于接頭界面的成分,而白亮的B區域中Nb含量較高,綜合分析斷裂發生于Ti3Al/Ti2AlNb界面焊縫處。連接溫度較低時,剪切實驗的斷裂發生在界面焊縫處,此時焊縫質量較差。
根據不同水平段長度累產油量數值模擬結果,隨著水平段長度的增加,單井累油量始終呈增加趨勢,但增幅逐漸變緩(圖4)。另外,根據完井壓裂對水平段井筒質量的要求(要求水平段全角變化率<6°/(100m),井眼擴大率<5%),完井工具的順利下入要求軌跡自A至B靶點為單斜構造形態(圖3)。義123塊呈“鍋底狀”構造,將區塊劃分為兩個井區部署,綜合考慮儲層展布范圍及A靶點中靶厚度要求,設計水平段長度為900~1 700m。
實驗用的污泥取自合肥市望塘污水廠二沉池,污泥濃度為15 g/L,靜置后去除上清液,將污泥均勻倒入反應裝置。厭氧發酵實驗在水浴恒溫振蕩器中進行,以維持其厭氧發酵溫度并防止菌群結集,溫度設為30°C,轉速為80 r/min。
圖3為連接溫度1000℃,連接壓力5MPa條件下,保溫時間對接頭界面組織的影響。由于兩種母材原子含量相差不大,擴散程度主要依賴于連接溫度的升高和保溫時間的延長。當保溫時間為15min時,Ti3Al/Ti2AlNb接頭處有比較明顯的界面分界(圖3(a))。隨著保溫時間的延長,Ti3Al和Ti2AlNb的元素互相擴散,保溫30min時界面處主要形成板條狀的O相和次生片狀α2相,B2相仍以基體相的成分存在(圖3(b))。
綜上所述,只要保證母材試樣制備規范,連接溫度和保溫時間等工藝參數在合理范圍內,連接壓力并不是影響Ti3Al/Ti2AlNb接頭界面顯微組織和力學性能的主要因素。后續實驗中,連接壓力均選為5MPa。
在保溫時間為60min,壓力5MPa不變的前提下,改變連接溫度,觀察分析連接溫度對Ti3Al/Ti2AlNb接頭界面組織和力學性能的影響。圖5所示為不同連接溫度下接頭顯微組織照片,圖中左側為Ti3Al,右側為Ti2AlNb。
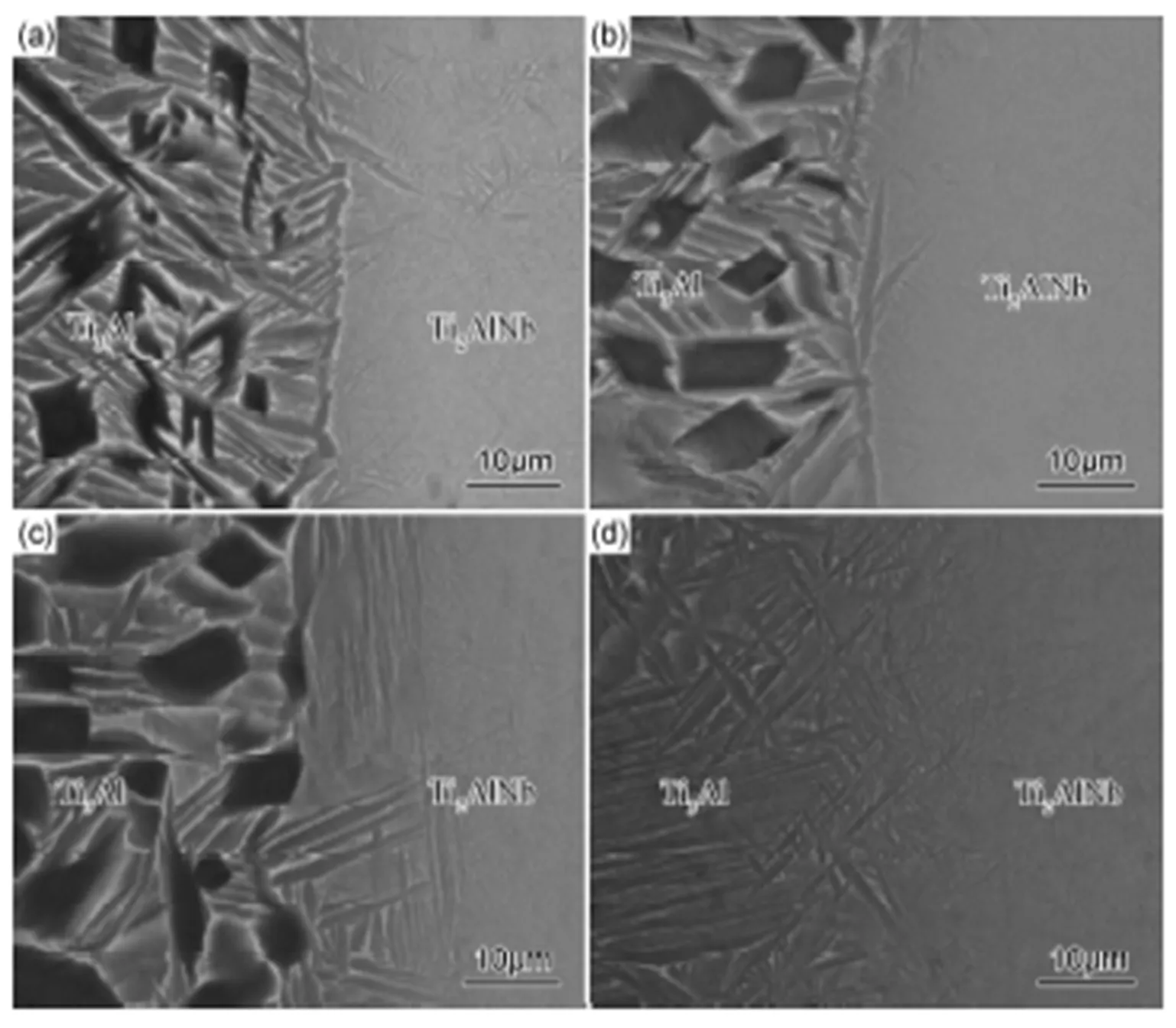
圖3 保溫時間對接頭界面組織的影響(T=1000℃,P=5MPa) (a)15min;(b)30min;(c)60min;(d)120minFig.3 The influence of holding time on interface morphology of joint(T=1000℃,P=5MPa) (a)15min;(b)30min;(c)60min;(d)120min
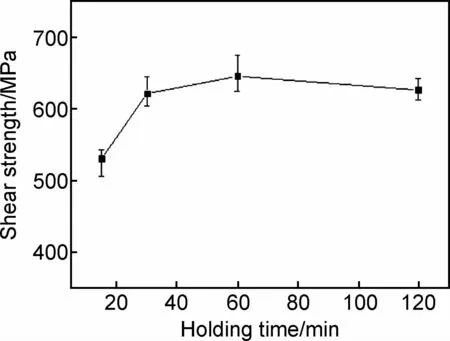
圖4 保溫時間對接頭抗剪強度的影響(T=1000℃,P=5MPa)Fig.4 The influence of holding time on shear strength of joint (T=1000℃,P=5MPa)
當溫度較低時,如圖5(a),(b)所示,在接頭處有明顯的界面分界,原子擴散不充分,存在未焊合或孔洞。隨著溫度的升高,如圖5(c),(d)所示,Ti3Al/Ti2AlNb界面孔洞消失,形成連續的擴散層,并且界面區域元素擴散程度逐漸加深,反應層逐漸加厚。但是當連接溫度上升到1050℃時,如圖5(e)所示,Ti3Al側母材發生了明顯的相變,黑色塊狀α2相消失,焊縫中具有粗大等軸的原始B2相晶粒,在B2相晶界上有完整的α2相網,且在B2相晶內有長條狀α2相,α2相間夾有B2相,形成呈編織狀的魏氏組織。
為進一步研究連接溫度對Ti3Al母材組織的影響,對原始母材和經過T=1050℃,t=60min熱循環的母材進行XRD物相分析,結果如圖6所示。從圖6(a),(b)的對比中可以發現,原始Ti3Al母材中主要由α2,B2和O相組成,但是當母材經過1050℃的熱循環之后,α2相明顯減少,主要以B2相存在。與上述分析結果相同,即Ti3Al母材經過1050℃高溫熱循環之后,自身會發生相變。
爺爺從兜里掏出個藍綢手帕裹著的包,打開手帕里面是枚翡翠手鐲。爺爺把手鐲遞給權箏:“拿著,這是奶奶臨走時留下的,指定要給何東的媳婦。誰也別不服氣,誰讓他是長孫呢。”
保溫時間會影響接頭的力學性能。圖4為T=1000℃,P=5MPa時,保溫時間對接頭室溫抗剪強度的影響。可以看出,當保溫時間為15min時,由于界面處元素擴散并不充分,接頭結合力較差。隨著保溫時間的延長,接頭的室溫抗剪強度逐漸升高,達到635MPa左右,并且接頭抗剪強度在較寬的保溫時間范圍內保持較高的水平。這說明抗剪強度值與顯微組織分析結果相一致。
推動行政機關堵塞漏洞。通過公益訴訟案件辦理,主動加強與行政機關的溝通聯系,使行政執法部門充分理解檢察機關提起公益訴訟對于推動問題解決、促進依法行政、建設法治政府的重要意義和作用,嚴格依照法律規定的權限和程序,全面、正確、及時地履行監管職責。對于檢察機關在公益訴訟中發現的普遍性行政違法問題,注重源頭治理,建立健全長效工作機制,完善行政執法工作規程。
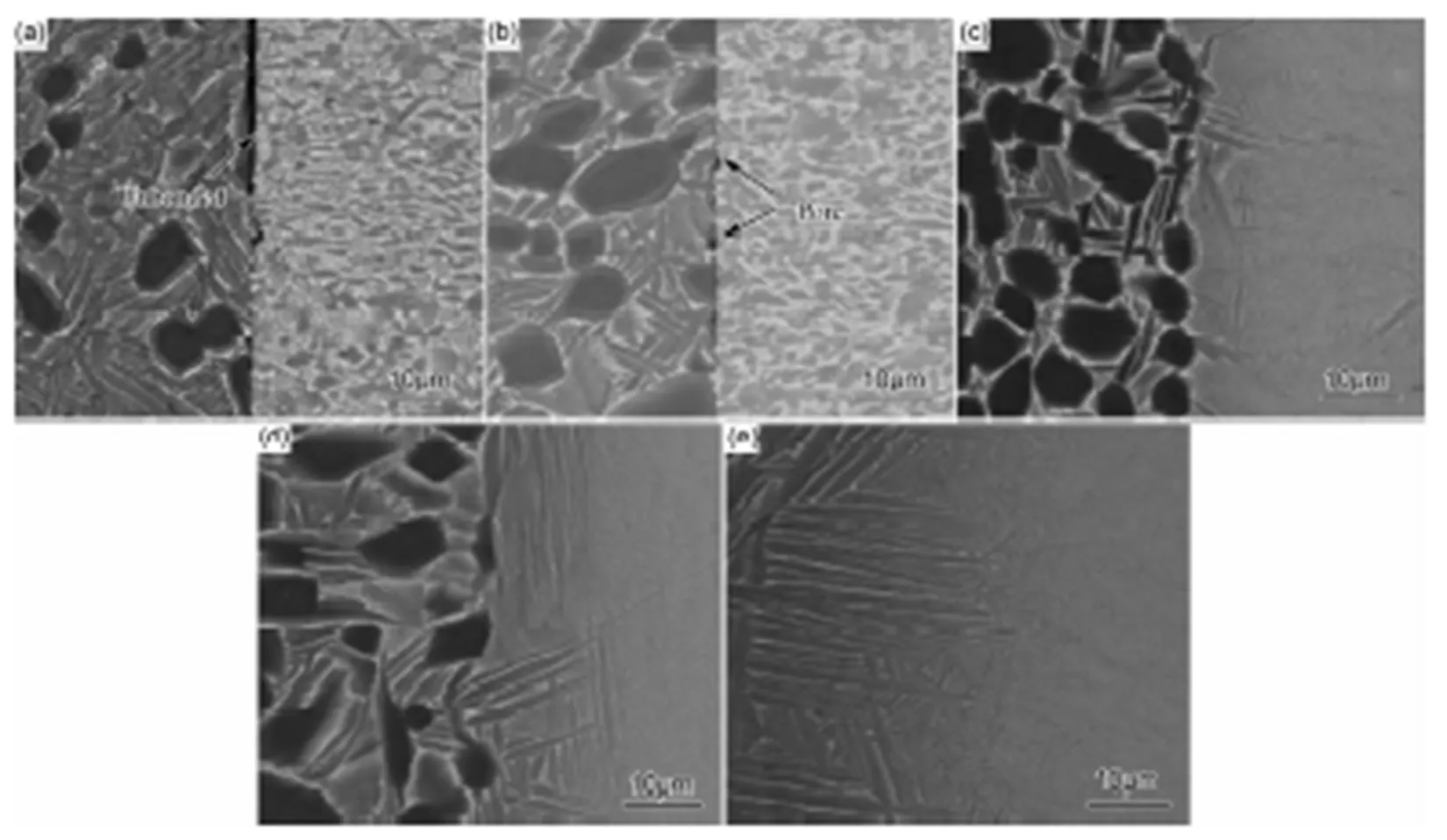
圖5 連接溫度對接頭界面組織的影響(t=60min,P=5MPa) (a)850℃;(b)900℃;(c)950℃;(d)1000℃;(e)1050℃Fig.5 The influence of bonding temperature on interface morphology of joint(t=60min,P=5MPa) (a)850℃;(b)900℃;(c)950℃;(d)1000℃;(e)1050℃

圖6 Ti3Al母材的X射線衍射譜 (a)原始Ti3Al母材;(b)經熱循環的Ti3Al母材Fig.6 XRD patters of Ti3Al alloy (a)original Ti3Al alloy;(b)Ti3Al alloy after thermal cycling

圖7 不同連接溫度接頭的剪切載荷-應變曲線 (a)850~900℃;(b)950~1050℃Fig.7 Load-strain curves of the joints at different bonding temperatures (a)850-900℃;(b)950-1050℃
對950℃/60min/5MPa接頭的XRD分析如圖9所示,斷口處主要以α2相、O相和B2相為主,與Ti3Al母材中的相相同,確認其斷口位于Ti3Al母材一側。這說明隨著連接溫度的升高元素擴散逐漸充分,Ti3Al/Ti2AlNb界面結合緊密,焊縫質量提高。

圖8 斷口的顯微組織(850℃/60min/5MPa)Fig.8 Fracture microstructure(850℃/60min/5MPa)
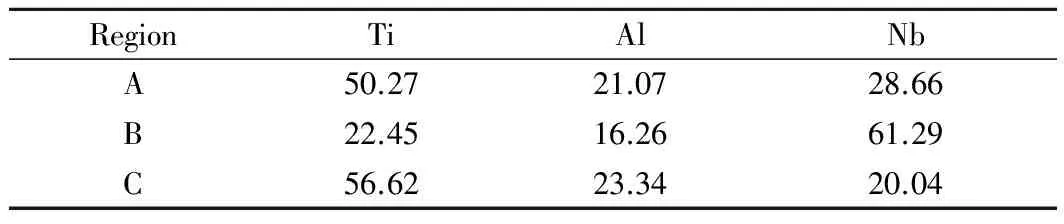
RegionTiAlNbA50.2721.0728.66B22.4516.2661.29C56.6223.3420.04

圖9 斷口的XRD譜(950℃/60min/5MPa)Fig.9 XRD pattern of the fracture(950℃/60min/5MPa)
在保溫時間60min,連接壓力5MPa的工藝參數下,連接溫度對Ti3Al/Ti2AlNb接頭抗剪強度的影響如圖10所示,隨著連接溫度的升高,抗剪強度提高。當連接溫度上升至1000℃時,原始的連接界面已完全消失,擴散充分,結合良好,抗剪強度達到635MPa左右。然而擴散連接溫度過高時,母材的組織會發生相變。因此,1000℃是Ti3Al/Ti2AlNb直接固相擴散連接的優選工藝溫度。
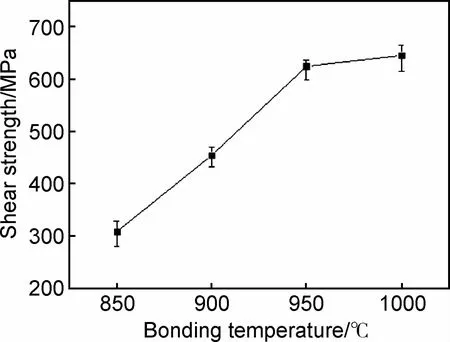
圖10 連接溫度對接頭抗剪強度的影響(t=60min,P=5MPa)Fig.10 The influence of bonding temperature on shear strength of joint (t=60min,P=5MPa)

圖11 拉伸試樣照片(1000℃/60min/5MPa)Fig.11 Photo of tensile sample (1000℃/60min/5MPa)
為進一步研究連接溫度對接頭性能的影響,選擇最優工藝1000℃/60min/5MPa的連接試樣進行拉伸實驗,實驗結果同樣表明斷裂發生于Ti3Al母材側,如圖11所示。接頭平均抗拉強度值為795MPa,但是Ti3Al母材室溫拉伸實驗的測試強度平均值約為1046MPa,接頭處的Ti3Al母材強度低于原始母材的抗拉強度。
為證實高溫熱循環對Ti3Al母材性能的影響,對熱處理前后的Ti3Al母材進行室溫拉伸實驗,經過T=1000℃,t=60min的高溫熱循環之后,室溫抗拉強度由原始母材的1046MPa下降至801MPa,大約為原始母材的76%。這說明雖然在1000℃時未產生相變,但較高的連接溫度對Ti3Al母材性能仍然造成了一定的損傷,在擴散連接中需進一步降低連接溫度以減少母材自身性能的下降,這也是今后完善連接工藝的方向之一。
3 結論
(1)Ti3Al/Ti2AlNb擴散連接接頭的典型界面組織結構為Ti3Al/O相+α2相過渡層/富B2層/Ti2AlNb。
(2)連接溫度過低或保溫時間太短導致擴散不充分,甚至產生未焊合缺陷,連接溫度超過1050℃或保溫時間長于120min則導致Ti3Al相變;連接壓力對界面組織影響較小,5~7MPa即可實現連接。
(3)在連接溫度1000℃,保溫時間60min,連接壓力5MPa的條件下,接頭的室溫抗剪強度為635MPa,室溫抗拉強度為795MPa,斷裂于Ti3Al母材側。
[1] FROES F H, SURYANARAYANA C, ELIEZER D. Synthesis, properties and applications of titanium aluminides[J]. Journal of Materials Science, 1992, 27(19): 5113-5140.
[2] 熊華平, 毛建英, 陳冰清, 等. 航空航天輕質高溫結構材料的焊接技術研究進展[J]. 材料工程, 2013, (10): 1-12.
XIONG H P, MAO J Y, CHEN B Q, et al. Research advances on the welding and joining technologies of light-mass high-temperature structural materials in aerospace field[J]. Journal of Materials Engineering, 2013, (10): 1-12.
[3] 司玉鋒, 陳子勇, 孟麗華, 等. Ti3Al基金屬間化合物的研究進展[J]. 特種鑄造及有色合金, 2003,23(4): 33-35.
SI Y F, CHEN Z Y, MENG L H, et al. Research progress in Ti3Al base intermetallic compound[J]. Special Casting and Nonferrous Alloys, 2003,23 (4): 33-35.
[4] 張建偉, 李世瓊, 梁曉波,等. Ti3Al和Ti2AlNb基合金的研究與應用[J]. 中國有色金屬學報, 2010, 20(增刊1): 336-341.
ZHANG J W, LI S Q, LIANG X B, et al. Research and application of Ti3Al and Ti2AlNb based alloy[J]. The Chinese Journal of Nonferrous Metals, 2010, 20(Suppl 1): 336-341.
[5] GOGIA A K, NANDY T K, BANERJEE D, et al. Microstructure and mechanical properties of orthorhombic alloys in the Ti-Al-Nb system[J]. Intermetallics, 1998, 6(7): 741-748.
[6] 谷曉燕, 孫大千, 任振安,等. Ti3Al基合金瞬間液相擴散連接接頭組織與力學性能[J]. 焊接學報, 2010, 31(5): 45-48.
GU X Y, SUN D Q, REN Z A, et al. Microstructure and mechanical properties of transient liquid phase diffusion bonding joint of Ti3Al alloy[J]. Transactions of the China Welding Institution, 2010, 31(5): 45-48.
[7] ZOU G S, XIE E H, BAI H L, et al. A study on transient liquid phase diffusion bonding of Ti-22Al-25Nb alloy[J]. Materials Science and Engineering: A, 2009, 499(1): 101-105.
[8] CHENG Y J, LI S Q, LIANG X B, et al. Effect of deformed microstructure on mechanical properties of Ti-22Al-25Nb alloy[J]. Trans Nonferrous Met Soc China, 2006, 16(3): 2058-2069.
[9] 司玉鋒, 孟麗華, 陳玉勇. Ti2AlNb基合金的研究進展[J]. 宇航材料工藝, 2006, 36(3): 10-13.
SI Y F, MENG L H, CHEN Y Y. Research development of Ti2AlNb-based alloy[J]. Aerospace Materials and Technology, 2006, 36(3): 10-13.
[10] 錢錦文, 李京龍, 熊江濤, 等. 擴散連接Ti2AlNb/GH4169反應動力學研究[J]. 稀有金屬材料與工程, 2011, 40(12): 2106-2110.
QIAN J W, LI J L, XIONG J T, et al. Study on reaction kinetics in diffusion bonding of Ti2AlNb and GH4169 with Nb+Ni foils as interlayer[J]. Rare Metal Materials and Engineering, 2011, 40(12): 2106-2110.
[11] 賈倩, 姚澤坤, 張東亞, 等. 時效時間對Ti2AlNb/TC11雙合金焊接界面組織和性能的影響[J]. 熱加工工藝, 2013, 42(18): 138-140.
JIA Q, YAO Z K, ZHANG D Y, et al. Effects of aging time on microstructure and property in welding interface of Ti2AlNb/TC11 dual alloy[J]. Hot Working Technology, 2013, 42(18):138-140.
[12] BAESLACK W A, MASCORELLA T J, KELLY T J. Weldability of a titanium aluminide[J]. Welding Journal, 1989, 68(12): 483-498.
[13] 周恒, 李宏偉, 馮吉才. Ti3Al基合金的真空釬焊[J]. 有色金屬, 2005, 57(2):11-14.
ZHOU H, LI H W, FENG J C. Vacuum brazing of Ti3Al-based alloy[J]. Nonferrous Metals, 2005, 57(2):11-14.
[14] THREADGILL P L. The prospects for joining titanium aluminides[J]. Materials Science and Engineering: A, 1995, 192-193: 640-646.
[15] 錢錦文, 李京龍, 侯金保, 等. Nb+Ni中間層對Ti2AlNb與GH4169擴散連接接頭組織與性能影響[J]. 航空材料學報, 2009, 29(1): 57-62.
QIAN J W, LI J L, HOU J B, et al. Microstructures and mechanical properties of diffusion bonded Ti2AlNb and GH4169 joints by using Nb+Ni interlayer[J]. Journal of Aeronautical Materials, 2009, 29(1): 57-62.
Interfacial Microstructure and Mechanical Properties of Diffusion Bonding of Ti3Al and Ti2AlNb Alloys
LI Wan-qing1,2,WEI Hong-mei1,HE Peng1,GAO Li-jiao1,3,LIN Tie-song1,LI Xiao-qiang1,HE Lan-chun1
(1 State Key Laboratory of Advanced Welding and Joining, Harbin Institute of Technology,Harbin 150001,China; 2 Beijing Institute of Aeronautical Materials,Beijing 100095, China; 3 Beijing Xinghang Mechanical and Electrical Equipment Co., Ltd.,Beijing 100074,China)
Ti3Al and Ti2AlNb alloys were joined by direct diffusion welding. The influence of bonding pressure, bonding temperature and holding time on the interface morphology and property of the joint was studied. The interface structure was analyzed by SEM, EDS and XRD, and the mechanical properties of joints were tested. The results show that typical interface structure of direct diffusion bonding joints is Ti3Al/O-phase and α2-phase/B2-rich phase/Ti2AlNb. When bonding temperature is 1000℃, holding time is 60min, bonding pressure is 5MPa, the shear strength could reach 635MPa and the tensile strength could reach 795MPa. Both joints fracture at the Ti3Al-base alloy. After thermal cycling (1000℃/60min), the tensile strength of Ti3Al decreases to 76% of the original strength. Welding defects occur when bonding temperature is below 950℃ or holding time is less than 60min. The bonding temperature higher than 1050℃ or holding time more than 120min will lead to phase transition of Ti3Al.
diffusion bonding;Ti3Al alloy;Ti2AlNb alloy;microstructure;property
10.11868/j.issn.1001-4381.2015.01.007
TG453+.9
A
1001-4381(2015)01-0037-07
國家自然科學基金資助項目( 51275135,51305102);高等學校博士學科點專項科研基金優先發展領域課題(20112302130005)
2013-12-10;
2014-11-24
何鵬(1972-),男,博士,教授,主要從事釬焊、微連接及可靠性基礎理論與實際應用技術方面的研究工作,聯系地址:黑龍江省哈爾濱市南崗區西大直街92號哈爾濱工業大學材料學院824室(150001),E-mail:hithepeng@hit.edu.cn
猜你喜歡
艦船科學技術(2022年16期)2022-09-22 02:15:00
北京航空航天大學學報(2021年6期)2021-07-20 07:23:54
當代陜西(2020年13期)2020-08-24 08:22:02
制造技術與機床(2017年5期)2018-01-19 02:49:17
制造技術與機床(2017年11期)2017-12-18 06:47:29
金秋(2017年4期)2017-06-07 08:22:16
蘇州科技大學學報(自然科學版)(2017年1期)2017-03-20 15:25:18
中國材料進展(2016年10期)2016-12-26 06:50:20
濰坊學院學報(2016年2期)2016-12-01 13:00:11
新聞傳播(2015年11期)2015-07-18 11:15:04
