SiC陶瓷真空釬焊接頭顯微組織和性能
2015-03-07 05:29:22馮廣杰李卓然朱洪羽
材料工程 2015年1期
關(guān)鍵詞:界面
馮廣杰,李卓然,朱洪羽,徐 慨
(哈爾濱工業(yè)大學(xué) 先進(jìn)焊接與連接國(guó)家重點(diǎn)實(shí)驗(yàn)室,哈爾濱 150001)
?
SiC陶瓷真空釬焊接頭顯微組織和性能
馮廣杰,李卓然,朱洪羽,徐 慨
(哈爾濱工業(yè)大學(xué) 先進(jìn)焊接與連接國(guó)家重點(diǎn)實(shí)驗(yàn)室,哈爾濱 150001)
在高真空條件下采用Ti-35Zr-35Ni-15Cu(質(zhì)量分?jǐn)?shù)/%)釬料對(duì)SiC陶瓷進(jìn)行了釬焊連接,研究了接頭界面組織的形成過(guò)程以及工藝參數(shù)對(duì)接頭性能的影響。結(jié)果表明:釬料與SiC陶瓷發(fā)生了復(fù)雜的界面反應(yīng),生成了多種界面產(chǎn)物。當(dāng)釬焊溫度為960℃,保溫時(shí)間為10min時(shí),SiC陶瓷側(cè)形成了連續(xù)的TiC和Ti5Si3+Zr2Si層,同時(shí)Ti5Si3+Zr2Si向釬縫中心生長(zhǎng)呈長(zhǎng)條狀。SiC陶瓷到接頭釬縫中心的顯微組織依次為:SiC/TiC/Ti5Si3+Zr2Si/Zr(s,s)/Ti(s,s)+Ti2(Cu,Ni)/(Ti,Zr)(Ni,Cu)。釬焊溫度為960℃,保溫時(shí)間為30min時(shí),長(zhǎng)條狀的Ti5Si3+Zr2Si貫穿了整個(gè)接頭。釬焊接頭強(qiáng)度隨著釬焊溫度的升高和釬焊時(shí)間的延長(zhǎng)都呈現(xiàn)先增大后減小的趨勢(shì)。當(dāng)釬焊溫度為960℃,保溫時(shí)間為10min時(shí),接頭的剪切強(qiáng)度最高,達(dá)到了110MPa。
SiC陶瓷;真空釬焊;顯微組織;剪切強(qiáng)度
SiC陶瓷材料具有較高的硬度、強(qiáng)度和熱傳導(dǎo)能力,較低的線膨脹系數(shù)以及較好的熱穩(wěn)定性、耐磨性、耐腐蝕性和抗蠕變性[1-3],是一種理想的高溫耐蝕材料,并廣泛應(yīng)用于密封材料、研磨介質(zhì)、防彈板、噴嘴、磁力泵泵件、高溫耐蝕部件等。SiC陶瓷材料雖然性能優(yōu)異,但其自身的脆性使復(fù)雜工件的加工變得困難,嚴(yán)重制約了其應(yīng)用的進(jìn)一步拓展。為了解決這一問(wèn)題,目前人們通常將SiC陶瓷制成簡(jiǎn)單部件,再通過(guò)SiC陶瓷自身或與其他材料進(jìn)行連接間接組成復(fù)雜工件,以最大程度地發(fā)揮其性能的優(yōu)勢(shì)[4,5]。
目前,SiC陶瓷有多種連接方法,如釬焊[6,7]、擴(kuò)散焊[8]、局部過(guò)渡液相連接[9]和自蔓延連接[10]等。由于SiC陶瓷的化學(xué)穩(wěn)定性較高,原子擴(kuò)散速率較慢,其擴(kuò)散連接需要較高的溫度和很長(zhǎng)的保溫時(shí)間。宋昌寶等[8]采用Ti活性中間層對(duì)ZrC-SiC復(fù)合陶瓷進(jìn)行了擴(kuò)散連接,利用活性元素Ti與陶瓷反應(yīng)在20MPa及1000℃保溫30min條件下獲得了良好的接頭。Locattelli等[9]用Cu-Au-Ti/Ni/Cu-Au-Ti復(fù)合中間層在950℃下對(duì)SiC進(jìn)行局部過(guò)渡液相連接,發(fā)現(xiàn)接頭強(qiáng)度的分散性很大,少量接頭中出現(xiàn)了陶瓷與中間層的不良接觸,接頭室溫強(qiáng)度最高達(dá)390MPa,最低為130MPa。相對(duì)于其他連接方法,釬焊連接比較成熟,在釬料中添加活性元素可以明顯改善釬料在陶瓷上的潤(rùn)濕性[11-13]。釬焊過(guò)程中,釬料熔化可以明顯提高原子活性,促進(jìn)界面反應(yīng)的發(fā)生[14,15],縮短保溫時(shí)間。因此,釬焊連接具有連接接頭性能穩(wěn)定、可靠性高、適用面廣等優(yōu)點(diǎn)。本工作采用活性釬料Ti-Zr-Ni-Cu對(duì)SiC陶瓷進(jìn)行了真空釬焊,研究了界面組織結(jié)構(gòu)及其反應(yīng)機(jī)理,并分析了工藝參數(shù)對(duì)界面微觀組織以及接頭性能的影響。
1 實(shí)驗(yàn)材料與方法
實(shí)驗(yàn)所用母材為反應(yīng)燒結(jié)SiC陶瓷,其微觀組織如圖1所示,圖中白色相為Si,灰黑色相為SiC。連接所用釬料化學(xué)成分為Ti-35Zr-35Ni-15Cu(質(zhì)量分?jǐn)?shù)/%,下同)。在連接前,首先將SiC陶瓷切割成25mm×8mm×7mm,10mm×8mm×7mm兩種尺寸,分別用作強(qiáng)度試樣和金相試樣。SiC陶瓷釬焊設(shè)備為輻射加熱真空擴(kuò)散焊機(jī),釬焊工作室真空度可達(dá)1.33×10-4Pa,連接后采用掃描電子顯微鏡(SEM, S-4700)對(duì)接頭顯微組織形貌進(jìn)行觀察,并進(jìn)行局部區(qū)域能譜分析,確定接頭的界面組織和結(jié)構(gòu)。利用電子萬(wàn)能試驗(yàn)機(jī)(INSTRONMODEL 1186)對(duì)接頭進(jìn)行剪切實(shí)驗(yàn),從而獲得接頭的室溫剪切強(qiáng)度。

圖1 SiC陶瓷的顯微組織SEM形貌Fig.1 SEM morphology of SiC ceramic microstructures
2 結(jié)果與討論
2.1 SiC釬焊接頭的顯微組織
在釬焊溫度960℃,保溫時(shí)間10min條件下,利用Ti-35Zr-35Ni-15Cu對(duì)SiC陶瓷進(jìn)行真空釬焊連接,圖2為釬焊接頭的顯微組織形貌。可以看出,釬焊接頭界面良好,接頭中并不存在裂紋、微孔等缺陷,釬料與SiC陶瓷間產(chǎn)生了明顯的界面層,形成了較好的結(jié)合。
對(duì)接頭顯微組織進(jìn)行觀察,可將釬焊接頭連接區(qū)大致分為三個(gè)區(qū)域,即靠近SiC陶瓷較薄反應(yīng)層區(qū),稱為A層;釬縫中心含有塊狀組織的區(qū)域稱為C層;A層及C層之間含有條狀組織的區(qū)域稱為B層(如圖2所示)。對(duì)界面生成產(chǎn)物分析發(fā)現(xiàn),釬焊接頭中共含有六種組織:緊鄰SiC陶瓷沿界面連續(xù)分布的黑色薄層1;與1相鄰相對(duì)較厚的灰色層狀組織2;沿釬縫界面斷續(xù)分布的灰白色層狀組織3;釬縫中部大塊狀深灰色相4;釬縫中部剩余淺灰色相5以及由釬縫界面向內(nèi)部生長(zhǎng)的條狀灰色相6。結(jié)合上述分析可知,接頭區(qū)域A層含有相1;B層中包含相2,3;C層中包含相4,5,6。
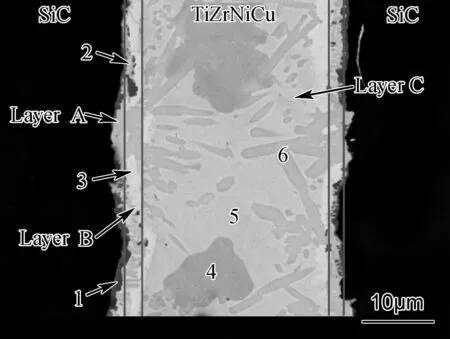
圖2 SiC陶瓷真空釬焊接頭微觀組織Fig.2 Microstructures of SiC ceramic vacuum brazed joint
對(duì)SiC陶瓷釬焊接頭進(jìn)行相分析,利用EDS對(duì)接頭中各相區(qū)進(jìn)行能譜分析,給出了接頭各相的平均化學(xué)組成,結(jié)果如表1所示。由能譜分析結(jié)果可知,A層中薄層相1主要含有Ti,C兩種元素,且原子比接近1 ∶1,初步確定為TiC。深色層狀組織2主要含有Si,Ti和Zr,結(jié)合Ti-Si二元相圖和Zr-Si二元相圖,初步確定為Ti5Si3與Zr2Si的混合物。
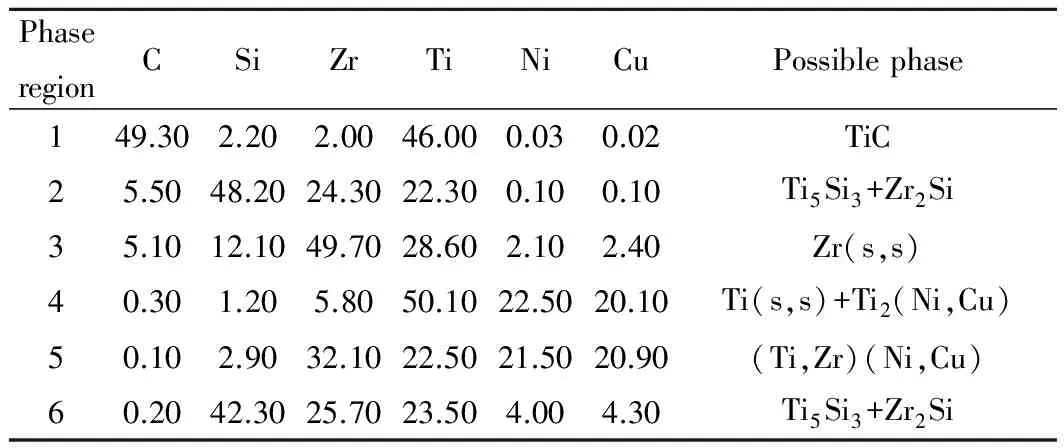
表1 釬焊接頭EDS能譜分析(原子分?jǐn)?shù)/%)
B層中呈層狀斷續(xù)分布的白色組織3,主要含有Zr和少量Ti,且顏色越亮的區(qū)域Zr原子含量越大,由Ti-Zr二元相圖可知,在低于1500℃的溫度范圍內(nèi)Ti,Zr可固態(tài)擴(kuò)散互溶,初步確定為Ti元素的Zr基固溶體,記為Zr(s,s)。C層塊狀深灰色相4中主要含有Ti,Cu,Ni,根據(jù)Ti-Cu-Ni三元合金相圖,Ti,Cu,Ni會(huì)發(fā)生共晶反應(yīng):L→α-Ti+Ti2Cu+Ti2Ni,但由能譜分析結(jié)果可知相4中Cu,Ni元素含量高于Ti-Cu-Ni三元共晶Ti-10.2Cu-20.1Ni中的元素含量,因此推測(cè)此處發(fā)生了過(guò)共晶反應(yīng),故深色塊狀組織4可能為過(guò)共晶產(chǎn)物Ti(s,s),Ti2Cu和Ti2Ni的混合物。白色組織5中Ti元素含量減少,Zr元素含量提高,Cu元素和Ni元素含量基本不變,推測(cè)該組織區(qū)為ZrCu,ZrNi,TiCu和TiNi的混合物,即釬料層殘余的未參加反應(yīng)的TiZrNiCu釬料,記作(Ti,Zr)(Ni,Cu)。條狀化合物組織6是從B層中的層狀組織2向內(nèi)生長(zhǎng)出來(lái)的,結(jié)合能譜分析結(jié)果可知,與B層化合物2成分基本相同,推測(cè)依然為Ti5Si3與Zr2Si。綜上所述,SiC陶瓷到接頭釬縫中心的顯微結(jié)構(gòu)依次為:SiC/TiC/Ti5Si3+Zr2Si/Zr(s,s)/Ti(s,s)+Ti2(Cu,Ni)/ (Ti,Zr)(Ni,Cu)。
2.2 工藝參數(shù)對(duì)接頭力學(xué)性能的影響
工藝參數(shù)不同,接頭界面各原子的擴(kuò)散能力和元素含量不同,導(dǎo)致界面產(chǎn)物種類、數(shù)量、分布比例也不同,對(duì)接頭性能產(chǎn)生一定的影響。圖3為釬焊溫度和保溫時(shí)間對(duì)接頭剪切強(qiáng)度的影響,由圖3可知,接頭強(qiáng)度隨著釬焊溫度升高和保溫時(shí)間延長(zhǎng)都呈現(xiàn)了先增大后降低的趨勢(shì)。釬焊溫度960℃,保溫時(shí)間10min時(shí),接頭的剪切強(qiáng)度最高為110MPa。

圖3 釬焊溫度(a)與保溫時(shí)間(b)對(duì)接頭強(qiáng)度的影響Fig.3 Effects of brazing temperature (a) and holding time (b) on joint strength
圖4與圖5分別為不同釬焊溫度和保溫時(shí)間下接頭的微觀形貌。可以看出,釬焊溫度和保溫時(shí)間對(duì)接頭顯微組織影響顯著,且釬焊溫度升高與保溫時(shí)間延長(zhǎng)對(duì)接頭顯微組織有相似的影響趨勢(shì)。
對(duì)圖4與圖5分析發(fā)現(xiàn),隨著釬焊溫度升高或保溫時(shí)間延長(zhǎng),接頭顯微組織發(fā)生了明顯變化。當(dāng)釬焊溫度910℃或保溫時(shí)間5min時(shí),釬料與母材反應(yīng)不充分,TiC層較薄,反應(yīng)層不連續(xù),界面結(jié)合較差,因此,焊接接頭強(qiáng)度較低。當(dāng)釬焊溫度提高到960℃或保溫時(shí)間延長(zhǎng)到10min時(shí),界面反應(yīng)程度增大,TiC反應(yīng)層厚度增加,同時(shí)SiC與TiC層的界面逐漸變得連續(xù),并且凹凸不平。界面幾何特征的變化必定會(huì)導(dǎo)致界面強(qiáng)度的變化,一是由于這種凹凸?fàn)畹慕缑嬗欣谠黾訖C(jī)械結(jié)合力;二是隨界面不平度的增加,使SiC與TiC層之間的接觸面積也隨之增大,從而提高整個(gè)界面的結(jié)合力,接頭強(qiáng)度提高。所以在此參數(shù)下,釬焊接頭的剪切強(qiáng)度最高達(dá)到了110MPa。
當(dāng)釬焊溫度繼續(xù)升高到1060℃或保溫時(shí)間延長(zhǎng)到30min時(shí),界面反應(yīng)程度進(jìn)一步提高,TiC反應(yīng)層的厚度達(dá)到最大。但由于TiC的熱膨脹系數(shù)約是SiC的兩倍,因此SiC/TiC界面處產(chǎn)生了很大的殘余應(yīng)力,甚至?xí)诮缑嫣幃a(chǎn)生微觀裂紋,導(dǎo)致此參數(shù)下強(qiáng)度測(cè)試時(shí)斷裂發(fā)生在該層(如圖6所示),使釬焊接頭強(qiáng)度降低。另外,由于釬焊溫度過(guò)高,保溫時(shí)間過(guò)長(zhǎng),硅化物過(guò)于粗大。Ti5Si3與Zr2Si的混合物長(zhǎng)大伸入到釬縫中部,而且在有些區(qū)域形成了塊狀,個(gè)別甚至貫穿了整個(gè)釬縫。界面在原有的Ti5Si3+Zr2Si基礎(chǔ)上,又生成了大量的金屬間化合物TiSi2貫穿了整個(gè)釬縫。因此,在接頭剪切強(qiáng)度測(cè)試時(shí)該金屬間化合物成為接頭的薄弱環(huán)節(jié),接頭極易在此處發(fā)生脆性斷裂,釬焊接頭強(qiáng)度相對(duì)960℃、保溫時(shí)間10min時(shí)明顯降低。
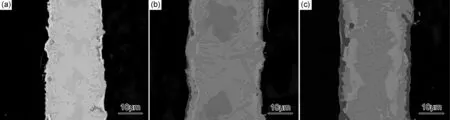
圖4 不同釬焊溫度下接頭的微觀形貌(t=10min) (a)910℃;(b)960℃;(c)1060℃Fig.4 Microstructure morphology of joints at different brazing temperatures(t=10min) (a)910℃;(b)960℃;(c)1060℃

圖5 不同保溫時(shí)間下接頭的微觀形貌(T=960℃) (a)5min;(b)10min;(c)30minFig.5 Microstructure morphology of joints for different holding time(T=960℃) (a)5min;(b)10min;(c)30min
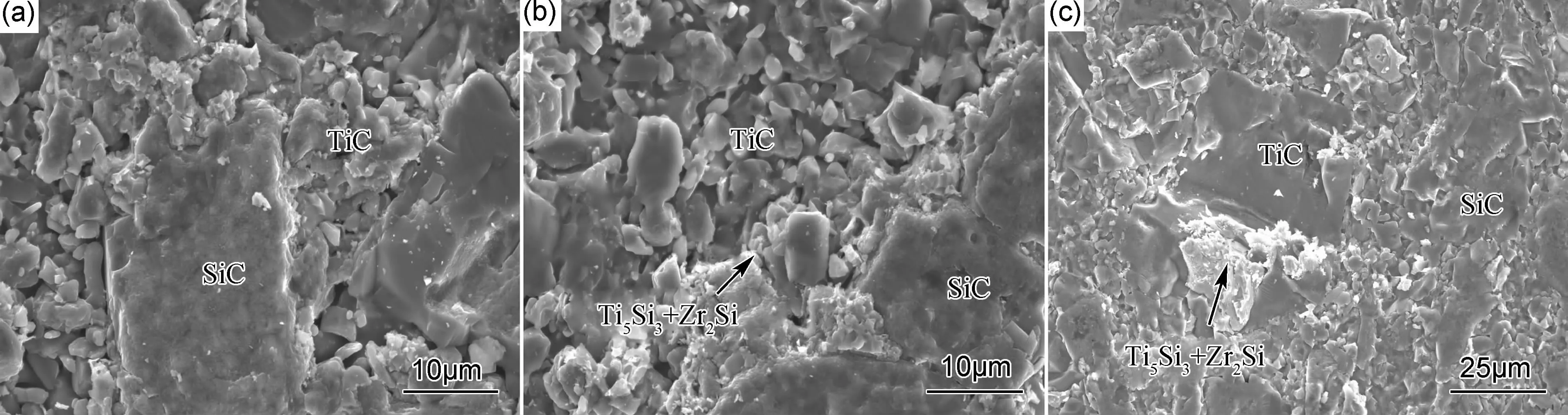
圖6 不同工藝參數(shù)下釬焊接頭斷口形貌 (a)960℃,10min;(b)1060℃,10min;(c)960℃,30minFig.6 Fracture morphology of brazed joints at different technological parameters (a)960℃,10min;(b)1060℃,10min;(c)960℃,30min
3 結(jié)論
(1)采用Ti-Zr-Ni-Cu釬料對(duì)SiC陶瓷進(jìn)行了真空釬焊,獲得了高強(qiáng)度的釬焊接頭。
(2)SiC陶瓷釬焊接頭的界面產(chǎn)物主要有TiC,Ti5Si3,Zr2Si,Zr(s,s),Ti(s,s)+Ti2(Cu,Ni)和(Ti,Zr)(Ni,Cu)。接頭從SiC陶瓷到釬縫中心的顯微組織依次為:SiC/TiC/Ti5Si3+Zr2Si/Zr(s,s)/Ti(s,s)+ Ti2(Cu,Ni)/(Ti,Zr)(Ni,Cu)。
(3)隨著釬焊溫度的升高和保溫時(shí)間的延長(zhǎng)接頭剪切強(qiáng)度都呈現(xiàn)先增大后減小的趨勢(shì)。當(dāng)釬焊溫度為960℃,保溫時(shí)間為10min時(shí),接頭的剪切強(qiáng)度最高達(dá)到110MPa。
[1] XIE Y P, CHENG L F, LI L J, et al. Fabrication of laminated SiCw/SiC ceramic composites by CVI[J]. Journal of the European Ceramic Society, 2013, 33(10):1701-1706.
[2] 張志金, 于曉東, 王揚(yáng)衛(wèi), 等. 三維網(wǎng)絡(luò)碳化硅多孔陶瓷的制備[J]. 航空材料學(xué)報(bào), 2012, 32(4): 57-61.
ZHANG Zhi-jin, YU Xiao-dong, WANG Yang-wei,et al. Preparation of reaction-formed porous SiC ceramics[J]. Journal of Aeronautical Materials, 2012, 32(4):57-61.
[3] WANG W, LIAN J B, RU H Q. Pressureless sintered SiC matrix toughened by in situ synthesized TiB2: process conditions and fracture toughness[J]. Ceramics International, 2012, 38(3):2079-2085.
[4] 楊利偉, 鮑赫. 空間光學(xué)遙感器SiC反射鏡連接技術(shù)綜述 [J]. 光機(jī)電信息, 2010, 27(12): 56-61.
YANG Li-wei, BAO He. Summarization of joining technologies of SiC mirror of space optical remote sensor[J]. OME Information, 2010, 27(12):56-61.
[5] XIONG H P, LI X H, MAO W, et al. Wetting behavior of Co based active alloys on SiC and the interfacial reactions[J]. Materials Letters, 2003, 57(22-23):3417-3421.
[6] LI Z R, WANG Z Z, WU G D, et al. Microstructure and mechanical properties of ZrB2-SiC ultra-high-temperature ceramic composites joint using TiZrNiCu filler[J]. Science and Technology of Welding and Joining, 2011, 16(8):697-701.
[7] 李卓然,王征征,吳廣東,等.ZrB2高溫陶瓷釬焊接頭的界面組織和性能[J]. 材料工程, 2010, (10):73-76.
LI Zhuo-ran, WANG Zheng-zheng, WU Guang-dong, et al. The microstructure and mechanical property of the ZrB2-based ultra-high-temperature ceramic composites joints[J]. Journal of Materials Engineering, 2010, (10):73-76.
[8] 宋昌寶, 林鐵松, 何鵬, 等. ZrC-SiC復(fù)合陶瓷擴(kuò)散焊接頭界面組織及力學(xué)性能 [J]. 硅酸鹽學(xué)報(bào), 2014, 42(3):275-279.
SONG Chang-bao, LIN Tie-song, HE Peng,et al. Microstructure and mechanical property of diffusion bonded ZrC-SiC joint[J]. Journal of the Chinese Ceramic Society, 2014, 42(3):275-279.
[9] LOCATELLI M R, TOMSIA A P, NAKASHIMA K, et al. New strategies for joining ceramics for high-temperature applications[J]. Key Engineering Materials, 1995,111-112:157-190.
[10] WANG X Z, WANG J, WANG H. Synthesis of a novel preceramic polymer (V-PMS) and its performance in heat-resistant organic adhesives for joining SiC ceramic[J]. Journal of the European Ceramic Society, 2012, 32(12):3415-3422.
[11] 陳波,熊華平,程耀永,等.采用Ag-Cu-Ti釬料釬焊Cf/SiC接頭的組織和強(qiáng)度[J]. 材料工程, 2010, (10):27-31.
CHEN Bo, XIONG Hua-ping, CHENG Yao-yong,et al. Microstructure and strength of Cf/SiC joints with Ag-Cu-Ti brazing fillers[J]. Journal of Materials Engineering, 2010, (10):27-31.
[12] YANG Z W, ZHANG L X, TIAN X Y, et al. Interfacial microstructure and mechanical properties of TiAl and C/SiC joint brazed with TiH2-Ni-B brazing powder[J]. Materials Characterization, 2013, 79:52-59.
[13] 劉巖,黃政仁,劉學(xué)建,等.采用Ag-Cu-In-Ti焊料連接碳化硅陶瓷[J]. 無(wú)機(jī)材料學(xué)報(bào), 2009, 24(4):817-820.
LIU Yan, HUANG Zheng-ren, LIU Xue-jian, et al. Brazing of SiC ceramics using Ag-Cu-In-Ti filler metal[J]. Journal of Inorganic Materials, 2009, 24(4):817-820.
[14] SINGH M, ASTHANA R, SHPARGEL T P. Brazing of ceramic-matrix composites to Ti and Hastealloy using Ni-base metallic glass interlayers[J]. Materials Science and Engineering: A, 2008, 498(1-2):19-30.
[15] LIN G B, HUANG J H, ZHANG H. Joints of carbon fiber-reinforced SiC composites to Ti-alloy brazed by Ag-Cu-Ti short carbon fibers[J]. Journal of Materials Processing Technology, 2007, 189(1-3):256-261.
Microstructure and Mechanical Property ofVacuum Brazed SiC Ceramic Joint
FENG Guang-jie,LI Zhuo-ran,ZHU Hong-yu,XU Kai
(State Key Laboratory of Advanced Welding and Joining, Harbin Institute of Technology,Harbin 150001,China)
SiC ceramic was brazed in vacuum with Ti-35Zr-35Ni-15Cu (mass fraction/%) filler metal. The formation of interfacial structure and effects of technological parameters on joint shear strength were studied. The results show that a series of interface products form owing to the complex interface reactions between the SiC ceramic and filler metal. When the brazing temperature is 960℃ for 10min, TiC and Ti5Si3+Zr2Si layers form on the SiC ceramic side. Ti5Si3+Zr2Si grows towards to the middle of the joint and shows a long strip shape. Microstructure from SiC ceramic to the middle of the joint can be indicated as SiC/TiC/Ti5Si3+Zr2Si /Zr(s,s)/Ti(s,s)+Ti2(Cu,Ni)/(Ti,Zr)(Ni,Cu). When the brazing temperature is 960℃ for 30min, long strip shape Ti5Si3+Zr2Si runs through the entire joint. Shear strength of the brazed joint firstly increases then decreases with the rising of the brazing temperature and holding time. The maximum shear strength of the joint with 110MPa is obtained at brazing temperature 960℃ for 10min.
SiC ceramic;vacuum brazing;microstructure;shear strength
10.11868/j.issn.1001-4381.2015.01.001
TG454
A
1001-4381(2015)01-0001-05
國(guó)家自然科學(xué)基金資助項(xiàng)目(51075101)
2013-05-07;
2014-07-16
李卓然(1971-),男,博士,副教授,主要從事新材料及異種材料連接方面的研究,聯(lián)系地址:黑龍江省哈爾濱市南崗區(qū)哈爾濱工業(yè)大學(xué)材料科學(xué)與工程學(xué)院(150001),E-mail:lizr@hit.edu.cn
猜你喜歡
艦船科學(xué)技術(shù)(2022年16期)2022-09-22 02:15:00
北京航空航天大學(xué)學(xué)報(bào)(2021年6期)2021-07-20 07:23:54
當(dāng)代陜西(2020年13期)2020-08-24 08:22:02
制造技術(shù)與機(jī)床(2017年5期)2018-01-19 02:49:17
制造技術(shù)與機(jī)床(2017年11期)2017-12-18 06:47:29
金秋(2017年4期)2017-06-07 08:22:16
蘇州科技大學(xué)學(xué)報(bào)(自然科學(xué)版)(2017年1期)2017-03-20 15:25:18
中國(guó)材料進(jìn)展(2016年10期)2016-12-26 06:50:20
濰坊學(xué)院學(xué)報(bào)(2016年2期)2016-12-01 13:00:11
新聞傳播(2015年11期)2015-07-18 11:15:04
