155 MW超高壓汽輪機(jī)低壓外缸加工方法探討
2015-03-04 05:57:11高永江王進(jìn)軍邱旺成
新技術(shù)新工藝 2015年8期
高永江,王進(jìn)軍,江 濤,邱旺成,余 林
(中國(guó)長(zhǎng)江動(dòng)力集團(tuán)有限公司,湖北 武漢 430074)
155 MW超高壓汽輪機(jī)低壓外缸加工方法探討
高永江,王進(jìn)軍,江濤,邱旺成,余林
(中國(guó)長(zhǎng)江動(dòng)力集團(tuán)有限公司,湖北 武漢 430074)
摘要:超高壓汽輪機(jī)低壓外缸是該型號(hào)機(jī)組最大的靜子部件,低壓外缸由左部、中部和右部等3個(gè)部套組成,工件具有加工精度高、制造難度大等特點(diǎn)。在用大型數(shù)控落地鏜銑床加工垂直中分面過(guò)程中,由于工件為大型金屬結(jié)構(gòu)件,加之裝夾方法不合理,工件變形量較大,導(dǎo)致銷孔、螺栓通孔錯(cuò)位。使用普通刀具加工螺栓孔導(dǎo)致生產(chǎn)效率較低,锪孔表面質(zhì)量差。通過(guò)編制合理的制造方案,設(shè)計(jì)锪孔刀具裝置和合理的冷卻方法,保證了低壓外缸垂直中分面的加工精度。
關(guān)鍵詞:低壓外缸;螺栓孔;锪孔;銑面
低壓外缸的加工精度是保證155 MW超高壓汽輪機(jī)高效運(yùn)行的關(guān)鍵。由于受到各方面因素的影響,低壓外缸垂直中分面表面質(zhì)量差,工件變形量大,成為行業(yè)制造難題。本文以大型數(shù)控落地銑鏜床加工155 MW汽輪機(jī)汽輪機(jī)低壓外缸為例,通過(guò)采用合理的裝夾方法,研制新的锪孔裝置和合理利用機(jī)床特性等,形成了一套合理的低壓外缸垂直中分面制造工藝方案。
1零件概況
1.1零件形狀
155 MW汽輪機(jī)低壓外缸如圖1和圖2所示,由左部、中部和右部等3個(gè)部套組成,每個(gè)部套由上半缸和下半缸體組成,外形尺寸為7 358 mm×6 764 mm×5 143 mm,在制造行業(yè)屬于超大型零部件。
1.2加工要求
低壓外缸左部、中部和右部垂直中分面的表面粗糙度為Ra1.6 μm,垂直中分面有161—φ40 mm(反面锪孔φ80 mm)螺栓通孔需要加工,工作量較大。
加工過(guò)程中,編程以及程序驗(yàn)證存在很多困難。利用現(xiàn)有CAD/CAM軟件Pro/E進(jìn)行自動(dòng)編程以及后置處理,解決了實(shí)際加工過(guò)程中編程難、控制難的問(wèn)題,提高了編程效率。仿真加工及過(guò)切檢測(cè),提高了產(chǎn)品的研發(fā)效率,避免了生產(chǎn)過(guò)程中的過(guò)切或者少切現(xiàn)象,可以預(yù)先發(fā)現(xiàn)加工缺陷等問(wèn)題,為企業(yè)帶來(lái)了一定的效益。
參考文獻(xiàn)
[1] 邵家輝.圓弧齒輪[M].北京:機(jī)械工業(yè)出版社,1994.
[2] 太原工學(xué)院齒輪研究室.圓弧齒輪[M].北京:機(jī)械工業(yè)出版社,1982.
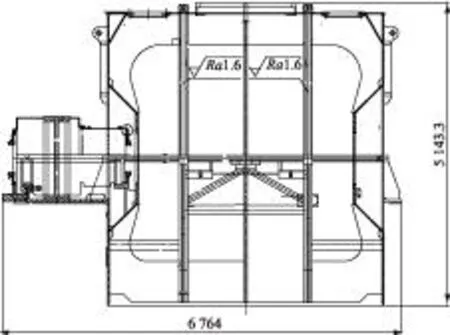
圖1 低壓外缸組合圖
責(zé)任編輯彭光宇
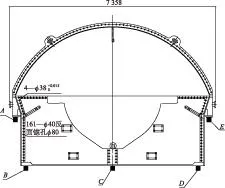
圖2 低壓外缸垂直中分面
2零件的加工難點(diǎn)
該零件加工主要存在如下難點(diǎn)。
1)垂直中分面的表面粗糙度為Ra1.6 μm,在精銑低壓外缸上部時(shí),工件剛度小,切削時(shí)工件產(chǎn)生高頻抖動(dòng),加工表面產(chǎn)生挖刀痕;工件材料為Q235,材料質(zhì)地較軟,容易粘刀,表面粗糙度不易達(dá)到圖樣技術(shù)要求。
2)低壓外缸中部?jī)蓚?cè)垂直中分面的平行度是0.06 mm,在數(shù)控鏜銑床上進(jìn)行加工,該項(xiàng)精度較難達(dá)到。
3)垂直法蘭面有161—φ40 mm螺栓通孔,φ40 mm螺栓通孔由標(biāo)準(zhǔn)麻花鉆頭鉆削完成,孔徑尺寸較難控制,內(nèi)孔表面質(zhì)量差。
4)锪孔表面質(zhì)量差,背面锪孔刀具裝置采用通用型刀桿安裝锪孔鏜刀。鏜刀安裝在刀桿刀槽內(nèi),刀桿安裝在莫氏錐孔的刀柄內(nèi),通過(guò)楔緊塊漲緊,整個(gè)刀具裝置剛度小,8倍徑的刀桿在锪孔加工時(shí),產(chǎn)生高頻顫振,嚴(yán)重惡化表面質(zhì)量,導(dǎo)致锪孔平面的表面粗糙度為Ra6.3~Ra12.5 μm。锪孔直徑尺寸不一致,影響產(chǎn)品的裝配質(zhì)量。
3加工方案
3.1低壓外缸裝夾
機(jī)床操作者一般按照常規(guī)裝夾方法(簡(jiǎn)稱方案一)對(duì)低壓外缸進(jìn)行裝夾(見(jiàn)圖2)。方案一以B、C和D為支承點(diǎn),這種方案存在如下弊端。
1)由于低壓外缸是焊接結(jié)構(gòu)件,外形尺寸較大,工件剛度較小,方案一的裝夾支承點(diǎn)選擇缸體底部位置,加工穩(wěn)定性不好。
2)支承點(diǎn)的支承位置不同導(dǎo)致工件的變形量也不同。低壓外缸在工作狀態(tài)時(shí),支承點(diǎn)是汽缸機(jī)架面,在重力作用下,工件有向下的撓度。方案一的加工支承點(diǎn)位置與工作狀態(tài)不同,這種支承方式反而把工作狀態(tài)的撓度消除了,這樣導(dǎo)致產(chǎn)品水平中分面錯(cuò)位,銷孔錯(cuò)位,最大錯(cuò)位量達(dá)到0.7 mm。
分析上述裝夾方法,為了保證工件的加工精度,加工狀態(tài)時(shí)的裝夾支承點(diǎn)位置必須與工作狀態(tài)的支承點(diǎn)位置相同,兩種過(guò)程的變形量保持一致,垂直中分面螺栓通孔則不會(huì)產(chǎn)生錯(cuò)位,機(jī)床的加工精度將得到保持。這是機(jī)床操作者加工經(jīng)驗(yàn)的范疇,在制造過(guò)程中,要不斷地積累合理的加工經(jīng)驗(yàn)。
正確的裝夾方法(簡(jiǎn)稱方案二),以A、E為工件的支承點(diǎn),B、C、D為輔助支承點(diǎn)。如果具備條件,對(duì)每個(gè)支承點(diǎn)做負(fù)荷分配,這樣在裝機(jī)調(diào)試時(shí),能夠更好的保證產(chǎn)品的精度,使制造精度得到更好的恢復(fù)。
3.2低壓外缸校正
低壓外缸的校正非常關(guān)鍵,直接影響兩側(cè)垂直中分面的平行度。以中部為例,裝夾校正順序?yàn)樵诠ぷ髋_(tái)上將中部下半裝夾校正,將水平中分面校正在≤0.05 mm,將中部上半裝配固定。通過(guò)這種方法,加工完成后,中部?jī)蓚?cè)垂直中分面平行度超差。
通過(guò)分析可知,產(chǎn)生這種質(zhì)量事故是機(jī)床特性造成的。大型數(shù)控落地銑鏜床(滑枕為W軸,鏜桿為Z軸)精加工時(shí),需要考慮滑枕液壓補(bǔ)償和鏜桿撓度對(duì)加工的影響[1]。滑枕液壓補(bǔ)償?shù)哪康氖潜WCW軸所運(yùn)動(dòng)的軌跡與水平中分面平行,往往受機(jī)床多方面因素的影響,不能準(zhǔn)確地補(bǔ)償。國(guó)產(chǎn)數(shù)控落地銑鏜床液壓補(bǔ)償都是非線性的分段補(bǔ)償[2],滑枕進(jìn)給某一設(shè)定值,機(jī)床PLC(可編程控制器)對(duì)滑枕附加一個(gè)補(bǔ)償值。鏜桿為在0~500 mm,撓度很小,可以忽略不計(jì),但是隨著伸長(zhǎng)量的增加,撓度越來(lái)越大。以FB260數(shù)控落地銑鏜床為例,當(dāng)主軸伸出1 500 mm時(shí),主軸的撓度甚至能夠達(dá)到0.13 mm,這將對(duì)加工精度造成嚴(yán)重的影響。
在校正低壓外缸中部水平中分面時(shí),由于主軸撓度、滑枕液壓補(bǔ)償?shù)挠绊懀瑯O易導(dǎo)致所校正的水平中分面超差,此種校正缺陷較為隱蔽,加工階段沒(méi)有在線檢測(cè)手段,只有在產(chǎn)品裝配過(guò)程中才能夠發(fā)現(xiàn)。
為了保證工件的校正精度,在校正之前,通過(guò)平尺、角尺檢測(cè)Z軸、W軸的誤差值,對(duì)具體誤差值進(jìn)行統(tǒng)計(jì),在線校正平面時(shí),將實(shí)際差值補(bǔ)償?shù)叫UY(jié)果中。采用該校正方案,機(jī)床經(jīng)過(guò)多次試驗(yàn)檢測(cè),校正結(jié)果滿足圖樣技術(shù)要求。
3.3精銑垂直中分面
由于工件為金屬結(jié)構(gòu)件,缸體內(nèi)部支承桿較少,在精銑中分面時(shí),工件剛度小,上部顫抖嚴(yán)重。采用常規(guī)精銑刀盤,刀盤上安裝1~2個(gè)精銑刀片,刀片的切削刃為8~12 mm,背吃刀量為0.03~0.08 mm,刀具的徑向分力很大,導(dǎo)致切削時(shí)抖動(dòng)嚴(yán)重,影響表面質(zhì)量。通過(guò)刀具試驗(yàn)驗(yàn)證,最佳方案是采用315面銑刀盤(面銑刀片修光刃為1.5~2.5 mm)。精銑切削參數(shù):1)背吃刀量為0.08~0.2 mm;2)根據(jù)生產(chǎn)實(shí)踐經(jīng)驗(yàn)得出切削速度為150~190 m/min,此區(qū)域可以避開工件共振,刀片處于最佳切削狀態(tài);3)按表面粗糙度要求,315面銑刀盤有18個(gè)切削刃,進(jìn)給量可取180~250 mm/min。
3.4螺栓孔的加工
3.4.1通孔加工
采用常規(guī)加工方法鉆削垂直于中分面的φ40 mm螺栓通孔,導(dǎo)致孔直徑超差,如果螺栓通孔尺寸>φ40.6 mm,就會(huì)導(dǎo)致锪孔接觸面減少。為了獲得高質(zhì)量的內(nèi)孔,加工步驟為:1)用φ33 mm的麻花鉆頭將螺栓孔進(jìn)行預(yù)鉆,采用外冷裝置;2)用擴(kuò)孔鉆對(duì)孔進(jìn)行擴(kuò)孔加工,采用外冷裝置對(duì)刀具進(jìn)行冷卻和潤(rùn)滑,轉(zhuǎn)速為130 r/min,進(jìn)給率為60 mm/min,內(nèi)孔表面粗糙度可以達(dá)到Ra3.2 μm,更好地保證內(nèi)孔的直線度;3)采用倒角刀具對(duì)孔進(jìn)行C1倒角。
3.4.2螺栓孔的锪孔加工
通過(guò)分析常規(guī)刀具的加工缺陷,公司設(shè)計(jì)了側(cè)固式锪孔刀桿(見(jiàn)圖3),刀桿材料選用9SiRo。

圖3 側(cè)固式锪孔刀桿
此種側(cè)固式刀桿適用于汽輪機(jī)行業(yè)φ36.5~φ60 mm螺栓孔的反面锪孔(锪孔尺寸為φ40~φ100 mm)和φ36.5~φ80 mm孔的鏜孔加工。適合155 MW超高壓汽輪機(jī)低壓外缸水平中分面和垂直中分面的锪孔加工。
在锪孔加工過(guò)程中,鏜刀鎖緊后將不再調(diào)整,保證了锪孔尺寸一致;加工下一孔時(shí),僅需松開側(cè)固平頭螺釘,卸下刀桿,再次安裝時(shí)通過(guò)刀桿臺(tái)階平面定位,保證锪孔厚度一致;此刀桿懸長(zhǎng)為78 mm,剛度大,切削穩(wěn)定,保證了良好的锪孔表面質(zhì)量;根據(jù)刀桿特性,切削用量較普通刀桿有很大提高,加工每個(gè)孔時(shí)不用調(diào)整鏜刀尺寸,保證了較高的生產(chǎn)效率。
該型號(hào)刀桿具有锪孔尺寸一致、锪孔厚度相同、锪孔表面質(zhì)量高和加工范圍廣等特點(diǎn),在線加工時(shí),較大程度地降低了操作者的勞動(dòng)強(qiáng)度,生產(chǎn)效率是常規(guī)加工方法的2倍。
4結(jié)語(yǔ)
本文在分析155 MW高壓汽輪機(jī)低壓外缸加工方法和工藝現(xiàn)狀的基礎(chǔ)上,從裝夾方法、機(jī)床特性、切削參數(shù)和刀具選擇等方面進(jìn)行改進(jìn),形成了較為合理的低壓外缸加工方案。經(jīng)生產(chǎn)實(shí)際應(yīng)用表明,采用該汽輪機(jī)低壓外缸垂直中分面加工方案較好地保證了加工精度,使生產(chǎn)效率有了較大提高,具有良好的應(yīng)用效果。
[1] 高永江.數(shù)控落地銑鏜床加工貫流式水輪機(jī)導(dǎo)水機(jī)構(gòu)[J].金屬加工:冷加工版,2011(8):31-32.
[2] 張偉中,沈軍達(dá).基于PLC的組合機(jī)床控制系統(tǒng)[J].機(jī)電一體化,2009(4):49-51.
責(zé)任編輯彭光宇
Discussion of Low Pressure Outer Cylinder Processing Method of 155 MW Super High Pressure Turbine
GAO Yongjiang,WANG Jinjun,JIANG Tao,QIU Wangcheng,YU Lin
(China Chang Jiang Energy Group Corp., Wuhan 430074,China)
Abstract:155 MW steam turbine low pressure outer cylinder with a high machining precision and difficultly manufacturing is the largest unit stator component, which contains the left middle and right part. With large CNC boring and milling machine processing in vertical surface process, the deformation of the workpiece is larger, leading to pin holes and bolt holes which are dislocation because that the workpiece is made of the large pieces of metal structures, and the clamping method is not reasonable.The use of common tools of machining bolt holes could be leading to low efficiency of produce, and spot facing surface has poor quality. Through the reasonable manufacturing methods, the design of spot facing cutter device and reasonable cooling method ensure machining accuracy of the low pressure outer cylinder vertically middle surface.
Key words:low pressure outer cylinder,bolt hole,spot facing,milling face
收稿日期:2015-01-16 2015-03-18
作者簡(jiǎn)介:潘冬(1980-),男,工程碩士,主要從事數(shù)控技術(shù)等方面的研究。 高永江(1981-),男,高級(jí)工程師,主要從事汽輪機(jī)大件機(jī)械設(shè)計(jì)與數(shù)控編程等方面的研究。
中圖分類號(hào):TG 713+.3
文獻(xiàn)標(biāo)志碼:B