高精度微孔鏜削加工工藝的優化研究
2015-03-02 06:25:28張沛森李忠新
機電工程 2015年6期
張沛森,李忠新
(北京理工大學機械與車輛學院,北京100081)
0 引 言
微小型化技術是21 世紀重要技術之一,深刻地影響著科學進步和國防事業的發展,而隨著各類微小型系統的不斷發展及其應用領域的擴大,對于微小型結構件的需求種類和數量也逐年增加,微小型結構件往往具有微小的整體尺寸與較為復雜的特征,加工時要求較高的加工精度[1]。一般的鉆削、鉸孔等加工方法所加工的微小型孔表面質量較差,研磨加工效率較低,而鏜削加工具有好的加工適應性和加工質量,并且有較高的加工效率[2]。
本研究通過對Ф2.7 mm 小孔進行鏜削加工,研究吃刀量、進給速度及刀具轉速對鏜削加工表面粗糙度和鏜削后孔直徑尺寸的影響,通過正交試驗對工藝參數進行優化,加工出IT6、Ra 0.2 μm 的Ф2.9 mm 孔,為科學、合理地制定微小型結構件的鏜削加工參數提供參考。
1 微孔的鏜削加工方法與試驗條件
鏜削加工是用鏜刀對輪廓內徑進行擴大的車削工藝,可以完成從半粗加工到精加工的加工要求。本次試驗,首先通過鉆孔得到一系列Ф2.7 mm 的小孔,再使用插補算法對Ф2.7 mm 鉆削孔進行鏜削加工,并對加工得到的孔進行測量。
試驗所用材料為3J33 馬氏體時效鋼,在微小型構件中具有較高代表性,其基本性能為E=180 000 MPa、G=69 168 MPa、HRC=42~55、泊松比v=0.3[3],具有強度高,韌性好的特點。所用刀具為單刃鏜刀,材料均為硬質合金,所用刀具如圖1 所示。

圖1 Ф2.85 鏜刀22.5 倍放大圖
本研究所用機床為微小型車銑復合加工機床KNC-50FS,如圖2 所示,其具有相互獨立的三向動力主軸以及銑削電主軸,加工時試件固定,動力主軸完成進給運動,銑削電主軸帶動鏜刀轉動進行鏜削加工。

圖2 加工機床KNC-50FS
加工得到孔的樣件如圖3 所示。

圖3 小孔鏜削加工樣件
本研究使用萬能工具顯微鏡(19JPC-V)分別測量了孔的兩垂直方向尺寸(單位:mm),萬能工具顯微鏡如圖4 所示,測量精度達到1 μm。
筆者使用白光干涉儀(Taylor Talysurf CCI)對表面粗糙度檢測進行測量,測量結果如圖5 所示,鏜削加工表面粗糙度采用輪廓算術平均Ra 值(單位:μm)。

圖4 萬能工具顯微鏡
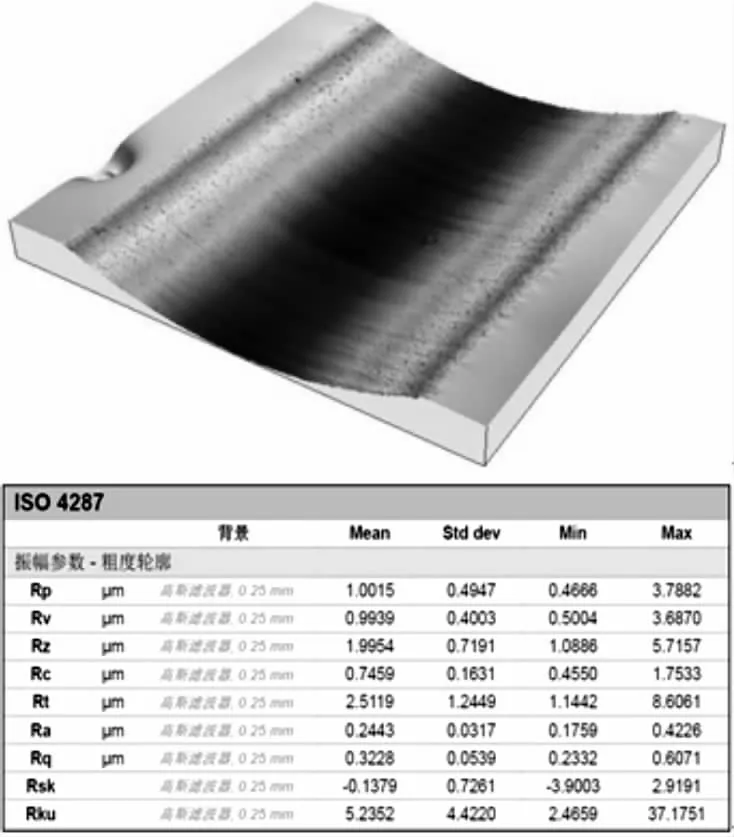
圖5 白光干涉儀輸出數據
2 實驗數據及分析
2.1 單因素變化試驗
本研究使用懸深為5 mm,直徑為Ф2.9 mm 的硬質合金鏜刀,對直徑為2.7 mm 的盲孔進行鏜削加工的單因素試驗。
2.1.1 轉速對鏜削后孔的尺寸以及表面粗糙度的影響
當進給速度為1.5 mm/min 時,本研究測得刀具轉速對鏜削后孔尺寸和表面粗糙度的影響曲線如圖6 所示。
隨著刀具轉速的增加,鏜削表面的粗糙度Ra 值減小(如圖6(a)所示),并且所得到的孔的尺寸越接近理想尺寸Ф2.9 mm(如圖6(b)所示)。因為當進給速度一定時,刀具轉速與每轉進給量成反比關系,即加工單位長度的切削次數隨著轉速的增加而增加,減少了鏜刀撓性彎曲產生的加工誤差,并且切削力減小,加工震顫降低,提高了加工樣件的表面質量[4]。但是隨著刀具轉速的提高,產生大量的熱,容易造成刀具的損壞及不必要的損失,并且隨著轉速的提高,對表面質量和尺寸精度的改善越來越不明顯[5]。
2.1.2 進給速度對鏜削后孔的尺寸以及表面粗糙度的影響
當刀具轉速為4 500 r/min 時,本研究測得進給速度對鏜削后孔尺寸和表面粗糙度影響的曲線如圖7所示。
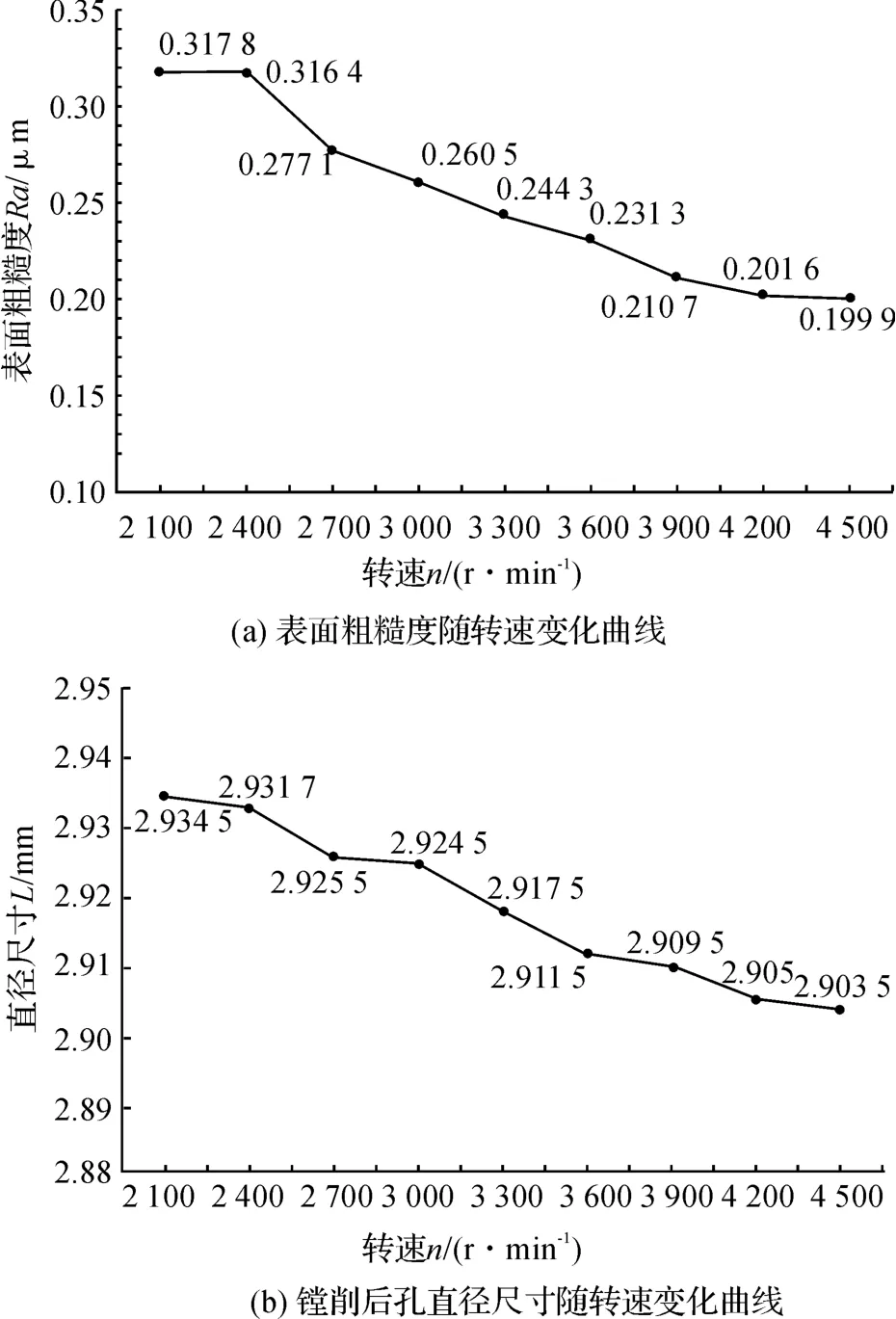
圖6 轉速對表面質量和加工精度的影響
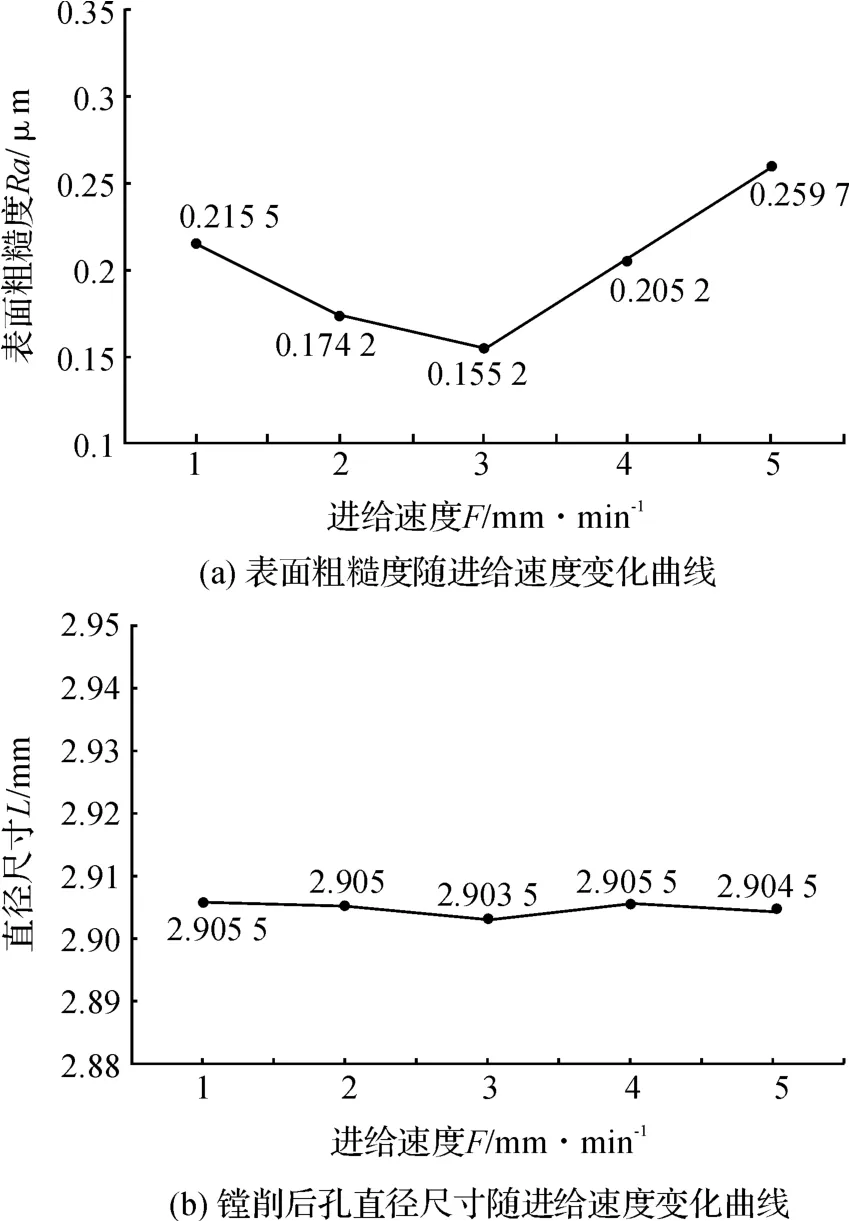
圖7 進給速度對表面質量和加工精度的影響
進給速度的改變對鏜削后孔直徑尺寸的影響不大(如圖7(b)所示),但表面粗糙度隨進給速度增加的先降低再升高(如圖7(a)所示)。當進給速度較低時,鏜刀的每轉進給量小,會對同一加工表面過度切削,延長了加工時間并易使表面被破壞;當進給速度較高時,鏜刀的每轉進給量會超過刀尖圓弧半徑的作用范圍,使表面不能被充分加工,甚至劃出溝槽,使表面質量下降[6]。
在相關試驗中,當刀具轉速為3 000 r/min 時,產生了類似的現象,最好的表面質量仍在進給速度為3 mm/min時取得,說明最佳進給速度與轉速無關。
2.2 多因素對加工尺寸以及表面粗糙度的影響
實際加工過程中,不能只看單一因素對加工的影響,還要綜合考慮各個因素間影響,從而選擇最佳的切削參數,為比較各個因素對加工尺寸及表面粗糙度影響的大小,筆者用正交試驗的方法對切削過程進行探究[7-8]。
2.2.1 正交試驗方案設計
本研究選定的參數變量為刀具尺寸、進給速度、刀具轉速,為三因素三水平試驗,選用L_9(3^4)正交表設計正交試驗。
所設計正交表如表1 所示。
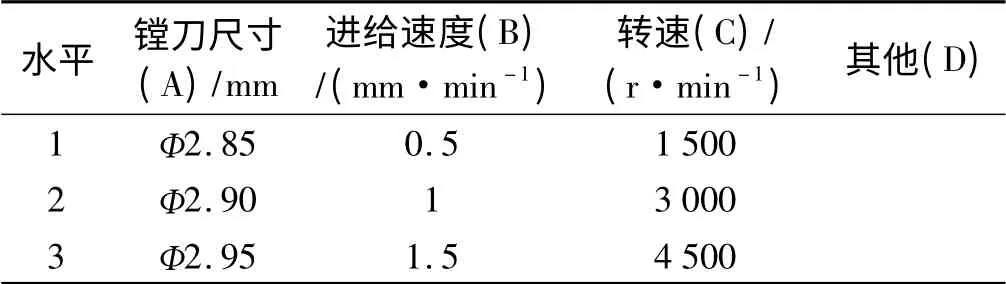
表1 因素與水平表
2.2.2 試驗結果與分析
試驗指標為表面粗糙度Ra 值和鏜削后盲孔直徑尺寸Lx、Ly。為使試驗結果更可靠,每組實驗均重復進行了3 次,試驗結果如表2 所示。

表2 正交試驗結果

(續表)
為確定各因素的影響程度以及顯著性,本研究對所得數據進行了極差分析和方差分析。對27 組試驗結果中表面粗糙度數據的極差分析和多次重復試驗方差分析的結果分別如表3、表5 所示,對相同因素水平下所測量尺寸取平均值后的極差分析和多次重復試驗方差分析[9]的結果分別如表4、表6 所示。
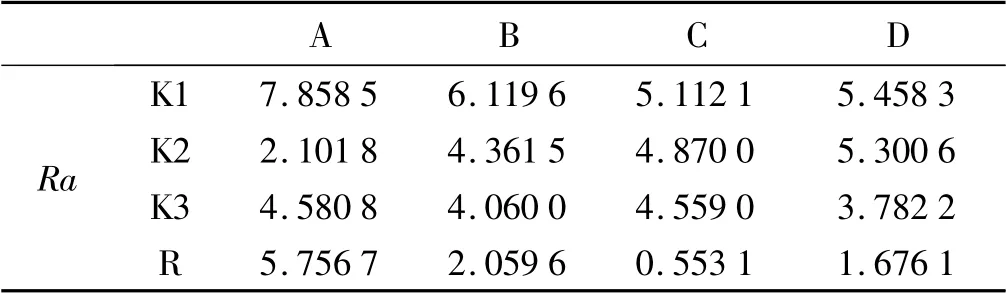
表3 表面粗糙度極差分析表
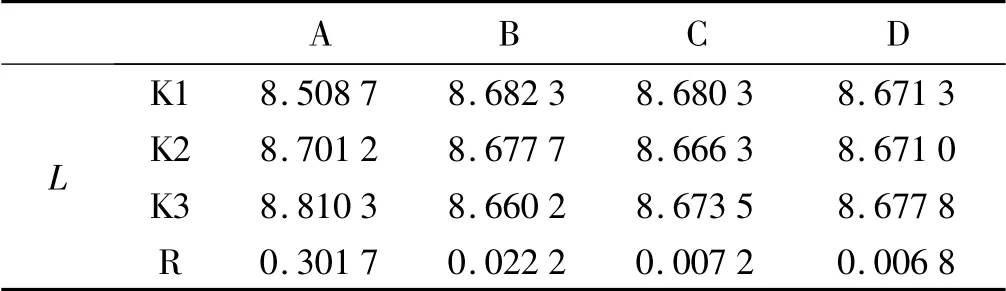
表4 測量尺寸極差分析表
本研究由表3、表4 的極差分析,推斷出切削參數對表面粗糙度和鏜削后盲孔直徑尺寸影響程度的排列順序均為:所用鏜刀尺寸>進給速度>轉速。由表5、表6 的方差分析,推斷出鏜刀尺寸和進給速度對表面粗糙度Ra 和鏜削后孔尺寸L 的影響顯著。
本研究通過對表2 的觀察,發現H04、H05、H06有較好的表面質量和較理想的加工尺寸,此時均使用Ф2.90 mm的鏜刀進行鏜削加工。鏜削加工前孔的直徑為Ф2.70 mm,認為單邊0.1 mm 切削深度可以獲得較好的加工效果。

表5 表面粗糙度方差分析表

表6 加工孔直徑尺寸方差分析表
3 結束語
本研究通過優化鏜削加工參數,使得孔的加工尺寸精度可以達到IT6 級精度,表面粗糙度Ra 值可以達到0.2 μm。與鉆孔相比,鏜削加工使孔表面質量顯著提高,Ra 值降低0.8 μm,形狀誤差得到改善。通過鏜削加工試驗及對所獲得的數據進行分析,得出了如下結論:
(1)鏜削能達到較高的加工精度,表面粗糙度Ra值可達0.2,可以達到生產加工的要求。鉸孔加工時加工精度可達IT6,Ra 值可達0.4,但使用鉸刀加工時存在無法加工非圓整孔、一把鉸刀僅能加工一種尺寸、不適合加工高硬度的材料等不足。鏜削加工具有較好的適應性,可以在克服上述不足,并取得較高的加工精度。
(2)在對高強度、高韌性合金材料上的微小盲孔進行鏜削加工時,切削深度對鏜削質量的影響最大。因為鏜削加工時,刀桿與孔軸線間的偏差會使得切削深度不斷變化,切削深度與鏜刀所受力成近似正比關系,鏜刀受力后發生撓性彎曲,在鏜削過程中會加劇鏜刀的震顫,影響加工表面質量,此時可以通過增大刀桿直徑來抑制這一影響[10]。
(3)進給速度對鏜削質量也有較大影響。較低與較高的進給速度均無法得到最好的表面質量,加工時應根據所選鏜刀的刀尖圓弧半徑以及刀具的偏角選擇合適的進給速度。根據加工經驗,對于尺寸較小的孔,進給速度可以優先選為所加工孔的直徑。
(4)刀具轉速對鏜削質量的影響較小,但對孔的尺寸有較大影響,通過選擇較高的轉速有助于獲得理想的表面質量和尺寸精度。
[1]石文天.微細切削技術[M].北京:機械工業出版社,2011.
[2]M4 workshop report. Workshop on Micro/Meso-Mechanical Manufacturing[R].Evanston:Northwestern University,2000.
[3]王大鵬.3J33 馬氏體時效鋼時效行為及晶粒細化[D].哈爾濱:哈爾濱工業大學機電工程學院,2009.
[4]付宏鴿.難加工材料深孔鏜削技術研究[D].西安石油大學機械工程學院,2006.
[5]吳能章,周利平.一種新型復合材料鏜刀桿的建模與有限元分析[J].西華大學學報:自然科學版,2005,24(5):22-25.
[6]吳國梁.鏜工實用技術手冊[D]. 南京:江蘇科學技術出版社,2007.
[7]楊 蕾,蔡安江.電火花線切割加工參數對加工速度和表面粗糙度影響的研究[J].機床與液壓,2011,39(15):45-47.
[8]康小會,吉 方,張日升.電火花微細孔加工關鍵技術研究[J].機械,2013(15):65-68.
[9]曹自洋,等. 微細銑削切削力正交實驗研究[J]. 工具技術,2010,44(10):11-15.
[10]LU Zi-nan,YONEYAMA T. Micro cutting in the micro lathe turning system[J].International Journal of Machine Tools & Manufacture,1999,39(7):1171-1183.