擠縫機液壓系統設計
2015-02-24 07:37:40鄒炳燕陳寬楊中力錢逸秋左維
機床與液壓 2015年16期
鄒炳燕,陳寬,楊中力,錢逸秋,左維
(天津中德職業技術學院,天津 300350)
石油篩管的主要作用就是防沙,由于開采石油時油井所處的地質、沙層不同,所采用的管子的種類不同。石油篩管一般分為割縫篩管、鉆孔篩管、繞絲篩管、橋式篩管和復合篩管等。割縫篩管的出現為水平井和側鉆井的發展及高砂油藏的石油開采提供了條件。割縫篩管一般利用石油套管本體加工,特點是強度高、不易變形。
目前國內外油田廣泛使用的割縫篩管的縫型分為矩形、梯形及復合縫腔。矩形縫簡單、易制造,但防砂效果較差,部分砂礫可能卡死在篩管的縫內,成為阻擋油氣流進入油井的屏障。梯形縫較復雜,制造難度大,但砂礫可在縫處形成砂橋而阻止砂礫進入油井內,不會出現由于砂礫卡死在縫內造成砂堵的情況。
割縫篩管常見有以下幾種加工方法: (1)高速鋼刀片銑削加工或CBN立方氮化硼砂輪磨削法,一般用于矩形縫加工,加工設備成本較低。(2)激光加工法,一般用于矩形縫或梯形縫的加工,加工效率較高;但在激光切割石油篩管的過程中,存在著許多問題,激光形成的熱源是移動熱源,管材的溫度場較為復雜,在較小的空間內存在較大的溫度梯度。當工藝方法不得當、管子較長時,會引起管子的熱變形。(3)等離子加工法,更適合于復合縫腔的加工,它存在的最大問題是加工效率低,從而導致加工成本提高。
首先利用高速鋼刀片銑削矩形縫,再利用擠縫機液壓驅動壓頭油缸驅動多個擠壓刀具同時壓縫,由于特制的刀具有一定的幾何形狀和角度,使縫口兩側一定寬度內的金屬同時向縫口中間位置傾斜,發生塑性變形。隨著擠壓刀具對工件表面的壓深,進給油缸亦推動多個壓頭沿工件作軸向移動。經過幾次這樣的過程,可使加工前的矩形縫擠成外縫窄、內縫寬的臺階縫截面。
利用上述新工藝可以較低成本加工新的縫型——斷面臺階縫:靠近管外壁是窄縫段,保留了斷面矩形縫管壁強度高的優點,可以提高耐砂礫沖蝕磨損的能力;而靠近管內壁是寬縫段,保留了斷面梯形縫“過濾自潔”優點。而采用傳統的加工方法,如CBN砂輪片磨縫、高速鋼銑刀銑縫、激光切縫等,很難加工出斷面臺階縫,特別是外縫寬度為0.1 mm甚至更窄的縫。
1 擠縫機工藝過程
擠縫機工藝過程見圖1,液壓原理見圖2。
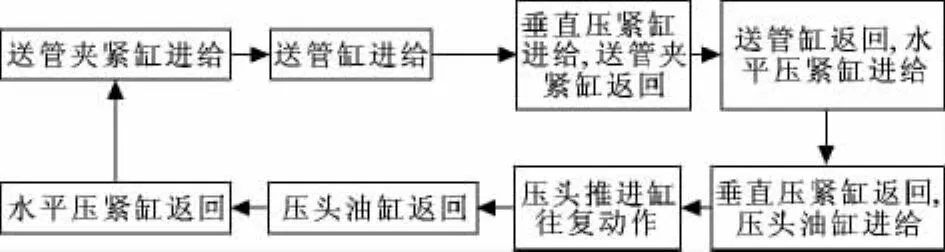
圖1 擠縫機工藝過程方框圖

圖2 擠縫機液壓原理圖
送管。因為要在長十多米的鋼管上擠壓若干組縫腔,所以采用液壓缸25來送管。液壓缸25的活塞桿連接送管小車27,送管小車上兩只相對安裝的液壓缸26完成對無縫鋼管的夾緊。因為整個無縫鋼管在擠縫機上由若干組輥道支撐,所以送管需要的輸出力很小。
鋼管在擠縫機上的壓緊。鋼管送進到位后,首先由4根垂直壓緊定位缸33完成對無縫鋼管的垂直壓緊定位。目的:(1)保證無縫鋼管在垂直方向緊貼下支撐;(2)在4根垂直壓緊缸29對無縫鋼管進行水平壓緊時,保證無縫鋼管在水平方向不偏離設備軸線。在垂直壓緊定位缸的作用下,4只油缸29不需要同步閥控制,能保證將鋼管壓緊在設備的中軸線上。水平壓緊缸29壓緊后,垂直壓緊定位缸33的定位作用完成,可以復位。
擠縫。鋼管壓緊后,10只壓頭油缸31進給,分別從左右兩側驅動裝在壓頭油缸活塞桿上的擠壓刀具壓縫,10只壓頭油缸安裝在壓頭拖車32上,2根壓頭推進缸30驅動壓頭拖車往復運動,即沿鋼管工件軸線作軸向移動,擠壓刀具對鋼管工件表面的矩形縫腔外側進行擠壓,鋼管矩形縫腔外表面產生塑性變形,由矩形縫逐漸變形至臺階縫。
2 擠縫機液壓系統主要元件選擇
根據實際工況分析,擠縫機工藝要求及計算,綜合考慮各液壓缸速度、推力、系統工作壓力,選擇各液壓缸參數如下:
元件編號為25的送管液壓缸1只,為缸徑50 mm、活塞桿直徑28 mm、行程569 mm的雙作用單活塞桿式液壓缸,水平布置。
元件編號為26的送管夾緊缸2只,為缸徑63 mm、活塞桿直徑45 mm、行程60 mm的雙作用單活塞桿式液壓缸,水平對稱布置。
元件編號為29的橫向壓緊缸4只,為缸徑63 mm、活塞桿直徑45 mm、行程60 mm的雙作用單活塞桿式液壓缸,分兩組水平對稱布置。
元件編號為30的壓頭推進缸2只,為缸徑63 mm、活塞桿直徑45 mm、行程180 mm的雙作用單活塞桿式液壓缸,水平平行布置。
元件編號為31的壓頭油缸10只,為缸徑50 mm、活塞桿直徑36 mm、行程70 mm的雙作用單活塞桿式液壓缸,分5組水平對稱布置。壓頭工作時,可對割縫篩管的直徑方向單側5組、兩側共10組割縫同時進行擠壓,有效提高擠縫機效率。
元件編號為33的垂直壓緊定位缸4只,為缸徑50 mm、活塞桿直徑30 mm、行程50 mm的雙作用單活塞桿式液壓缸,垂直平行布置。
液壓泵選型:選擇定量泵齒輪泵2為系統供油。根據各液壓缸最大工作速度和工作壓力要求,選擇齒輪泵排量為10 mL/r,額定工作壓力16 MPa。
液壓控制閥選型。選擇液壓閥時,應考慮其通過最大流量時,不要有太大壓降,以減少功率損耗及系統發熱。根據此系統額定流量和額定工作壓力的要求,各種閥均確定規格為6通徑。
電機參數選擇。根據系統額定流量13 L/min和額定工作壓力16 MPa,選擇功率為5.5 kW、4極異步電機。
3 擠縫機液壓系統工作原理
如圖2所示,擠縫機液壓系統主要由電動機、液壓泵、各種液壓閥、各種液壓缸、過濾裝置及其他輔助元件構成。根據液壓系統所完成的功能,將其分為供油單元、送管單元、垂直壓緊定位單元、水平壓緊單元、壓縫單元等幾個部分。
供油單元:交流電動機通過聯軸器將旋轉機械能傳遞給齒輪泵,溢流閥3用于調定液壓系統的最高壓力16 MPa;吸油濾油器1、回油濾油器5在系統工作時對液壓油進行兩次過濾;單向閥4的作用: (1)防止液壓系統中的壓力沖擊,對液壓泵2造成影響;(2)在對液壓泵進行拆裝維修時避免系統中的油液倒流,造成油液外泄和環境污染。
為了減少功率消耗,在系統不工作時由電磁換向閥7通過中位實現卸荷。當液壓系統其他部位工作時,例如擠縫機開始擠縫,電磁換向閥7換向,使其控制的送管夾緊缸26處于松開 (活塞桿縮回)位置,系統保壓。
送管單元。當電磁換向閥7下位,壓力油經電磁換向閥7進入送管夾緊缸26的無桿腔,活塞桿伸出,實現對鋼管的夾緊。壓緊到位,壓力開關29發出壓緊信號。
電磁換向閥6下位,壓力油經電磁換向閥6進入送管液壓缸25的無桿腔,活塞桿伸出,實現對鋼管的送進。送管速度由單向節流閥12調節。送進到位,接近開關發出送管到位信號。
垂直壓緊定位單元。當電磁換向閥11下位,壓力油經減壓閥15、電磁換向閥11進入垂直壓緊定位缸33的無桿腔,活塞桿伸出,實現對鋼管的垂直壓緊定位。液控單向閥18實現保壓,防止水平壓緊缸壓緊前,其他液壓缸動作影響其壓緊力。考慮垂直壓緊定位缸只起輔助定位壓緊作用,壓緊力不能過大,所以該回路設置減壓閥。
與此同時,送管單元復位。電磁換向閥7上位,壓力油經電磁換向閥7進入送管夾緊缸26的有桿腔,活塞桿返回。送管夾緊缸26返回后,電磁換向閥6上位,壓力油經電磁換向閥6進入送管液壓缸25的有桿腔,活塞桿返回,等待下一次送管。
水平壓緊單元。電磁換向閥10下位,壓力油經電磁換向閥10進入水平壓緊缸29的無桿腔,活塞桿伸出,實現對鋼管的水平壓緊,同時向蓄能器19充壓力油。液控單向閥17配合蓄能器19實現保壓,防止其他液壓缸動作影響其壓緊力。壓緊到位,達到壓緊力上限,壓力開關21發出水平壓緊到位信號。整個壓縫過程中,如果壓力下降,低于壓力開關22設定的最低壓緊壓力,系統繼續供油補壓或停機報警。
壓縫單元。電磁換向閥9下位,壓力油經減壓閥14、電磁換向閥9進入壓頭油缸31的無桿腔,活塞桿伸出,實現對鋼管表面矩形縫腔壓縫。同時向蓄能器20充壓力油。液控單向閥16配合蓄能器20實現保壓,防止其他液壓缸動作影響其擠縫力。壓緊到位,壓力開關23發出壓頭油缸到位信號。整個壓縫過程中,如果壓力下降,低于壓力開關24設定的最低擠縫壓力,系統繼續供油補壓或停機報警。
考慮壓頭油缸的工作壓力直接與割縫篩管擠縫后的臺階尺寸相關,為適應不同材質、不同擠縫尺寸等要求,在該回路設置疊加式減壓閥單獨調節壓頭油缸工作壓力。
電磁換向閥8下位,壓力油經電磁換向閥8進入壓頭推進缸30的無桿腔,活塞桿伸出,拖動壓頭拖車32前進。前進速度由單向節流閥13調節。到達壓頭拖車前終端,接近開關發信號,電磁換向閥8上位,壓力油經電磁換向閥8進入壓頭推進缸30的有桿腔,活塞桿返回,拖動壓頭拖車后退。后退速度由單向節流閥13調節。到達壓頭拖車后終端,接近開關發信號,電磁換向閥8換向。如此循環往復,直到鋼管上該組矩形縫均被擠壓成臺階縫,該循環結束。轉動鋼管或送進鋼管,進行下一組縫腔的擠壓。
4 結束語
擠縫機制造、安裝調試已完成。經試驗驗證,該液壓系統滿足擠縫機的動作及參數要求。合理設計液壓及電氣自動控制系統,實現機、電、液一體化,提高整機的技術水平。擠縫機加工的割縫篩管縫腔臺階縫,滿足了割縫篩管復合縫腔的要求,與以往的復合縫腔加工工藝比較,既極大地降低了生產成本,又有效提高了加工效率。
[1]張建喬,劉永紅,呂廣忠.復合縫腔割縫防砂篩管的設計與應用[J].石油機械,2005(9):30-33.
[2]張建喬,劉永紅,劉春陽,等.復合縫腔割縫篩管的流阻分析及優化設計[J].工程設計學報,2006(4):260-263.
[3]李穎,楊健,鄒炳燕,等.全液壓驅動自行式高空作業車[J].制造業自動化,2014(1):119 -123.
[4]景瑞林,尹強,田寶國,等.割縫篩管防砂技術研究[J].石油鉆采工藝,2001(2):72-75.
[5]楊賀來,李慶輝.篩管加工機液壓及氣動系統[J].液壓與氣動,1998(6):16-18.
