基于Cimatron E的螺旋槳整體四軸加工技術研究
2015-02-24 07:37:26蔡文輝
機床與液壓 2015年16期
蔡文輝
(東北電力大學機械工程學院,吉林吉林 132012)
船用螺旋槳作為船舶動力的核心元件,由于自身型面復雜、加工精度要求高等因素,一直是加工領域中的一個難題。但其作為船舶推進器,制造質量將直接影響船舶的整體性能。螺旋槳的傳統加工是通過鑄造毛坯加以大量人工修磨完成,這種方法存在著加工周期長、成本高以及精度不易保證等缺陷[1]。隨著數控加工技術的發展和多軸聯動數控機床的問世,船用螺旋槳一般采用五軸聯動數控機床加工,但五軸加工費用昂貴。因此,如何應用四軸機床加工出高質量的船用螺旋槳有著重大意義[2-4]。
文中將介紹以Cimatron E軟件對整體三葉片螺旋槳的四軸加工實現問題,采用四軸曲面驅動銑削法加工葉片,大大提高了加工效率,為同類零件的加工提出了很好的思路。
1 螺旋槳葉輪的三維造型
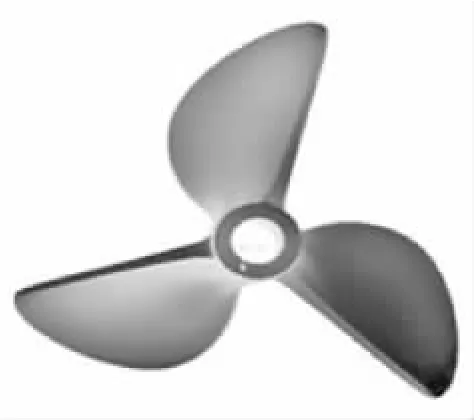
圖1 整體式三葉片螺旋槳模型
CAD/CAE/CAM技術的迅速發展為零件的造型和加工提供了有力的支持,尤其對于型面復雜的螺旋槳來說,運用數字化造型方式能更快更準確地達到想要的模型。運用逆向工程技術可以實現螺旋槳快速造型。選用測量速度快、測量結果準確的非接觸式激光掃描測量方法獲得點云數據,基于采用非均勻有理B樣條 (NURBS)方法擬合曲線、曲面,得到更加準確的幾何模型[5-6],并將重構模型與原始點云數據進行偏差比較,根據檢驗結果對重構模型進行反復修正,得到三維模型如圖1所示。
2 螺旋槳葉片的四軸加工
2.1 葉片毛坯件的造型
為了保證順利加工,要將螺旋槳的模型更改為適合加工仿真的毛坯件,建模時預留出加工時的裝夾位置和干涉面,以便后續的刀位軌跡生成。最后得到的加工件模型如圖2所示。其中右側圓柱部分為第四軸卡盤裝夾部分,左側為槳葉部分。需要注意的是坐標系的建立要有利于對刀,這里將坐標系建立在毛坯件的左側斷面,X軸為旋轉軸。

圖2 仿真加工用的三維模型
2.2 螺旋槳的刀位軌跡生成
文中擬定船用螺旋槳的加工方法為一次裝夾進行粗精加工,首先將螺旋槳整體按其特性分為若干工作面,分別為工作壓力面、吸力面、槳轂面和隨邊端面,在四軸機床上對螺旋槳各面分別編寫三軸加工程序,憑借螺旋槳回轉對稱性,利用第四軸旋轉毛坯并重復運行程序,達到加工目的。
首先將模型導入Cimatron E加工環境下,根據加工工藝建立好仿真用的刀具。第一步進行開槽粗加工,生成的刀位軌跡如圖3所示。首先運用3D體積銑削去除大部分毛坯余量,運用第四軸旋轉120°后切除其余大部分余量。粗加工階段在不影響加工質量和振動的情況下盡可能選擇大的吃刀量和切削深度。
圖3 刀位軌跡創建菜單
半精加工是為了去除粗加工時殘留量,半精加工時要預留一定精加工余量。根據工藝分析,螺旋槳的半精加工和精加工需要針對各個不同的特征面,分別創建刀路軌跡。Cimatron E具有多種三軸加工模塊,這里選擇三軸零件曲面 (Part Surfaces)分別對螺旋槳的吸力面、壓力面進行加工,設定相關參數,并設置干涉檢查面,以保證刀具在走刀時避開機床夾具或是危險區域,避免出現過切和撞刀現象[7]。葉片半精加工刀位軌跡見圖4。

圖4 葉片半精加工刀位軌跡
3 程序后處理并實驗加工
根據具體的機床參數和數控系統的指令格式,將相應的命令語句轉換成加工程序代碼生成加工程序。打開Cimatron E后置處理對話框選擇要處理的程序段,這里作者后置處理三部分程序,粗加工后置處理程序、半精加工程序和精加工程序。按照上述方法分別生成各特征面數控加工代碼。以下為半精加工船用螺旋槳壓力面部分數控代碼,其中B為四軸旋轉軸的角度位移值。

通過對船用螺旋槳進行加工工藝分析、刀路軌跡規劃等工作后,需要進行實際加工試驗。實驗主要目的是檢驗加工思路的可行性以及加工方法的正確性。如圖5所示為船用螺旋槳加工試驗,實驗結果如圖6所示。

圖5 四軸機床實驗加工

圖6 加工后的螺旋槳
4 總結
研究了船用螺旋槳的四軸數控加工方法,提出在四軸機床上對螺旋槳各特征面分別編寫三軸加工程序,憑借螺旋槳回轉對稱性,利用第四軸旋轉毛坯并重復運行程序的新加工方法。系統地分析了數控加工工藝,運用Cimatron E8.5軟件進行加工仿真,最后通過加工實驗得到船用螺旋槳實體模型,為船用螺旋槳葉片的加工提供了可靠的技術方法支持[8]。
[1]黃國權.數控技術[M].哈爾濱:哈爾濱工程大學出版社,2004:11 -13.
[2]李恩林.數控技術原理及應用[M].北京:國防工業出版社,2006:27 -40.
[3]楊叔子.機械加工工藝師手冊[M].北京:機械工業出版社,2001:1016 -1120.
[4]吳明友.數控加工自動編程-Cimatron詳解[M].北京:清華大學出版社,2008:496-535.
[5]謝捷.螺旋槳葉輪自由曲面造型與五軸高速數控加工技術的研究[D].合肥:合肥工業大學,2008.
[6]陳漢軍,廖文,周儒榮.四坐標數控加工原理及算法研究[J].工程圖學學報,1996(1):1-3.
[7]任秉銀,唐余勇,郭興家,等.用端面銑刀銑削等螺距螺旋槳曲面的模型研究[J].機械設計,1998(11):42-44.
[8]任秉銀,劉華明,唐余勇.螺旋槳葉片曲面數控加工幾何模型研究[J].哈爾濱工業大學學報,1999,31(4):84 -87.
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
人大建設(2019年12期)2019-05-21 02:55:44
中山大學法律評論(2018年1期)2018-03-30 01:21:00
瞭望東方周刊(2017年42期)2017-12-05 18:49:38
環球時報(2017-03-30)2017-03-30 06:44:45
光學精密工程(2016年6期)2016-11-07 09:07:19
中國衛生(2015年3期)2015-11-19 02:53:32
核科學與工程(2015年4期)2015-09-26 11:59:03
