減壓機(jī)端蓋零件夾具的改進(jìn)設(shè)計(jì)
2015-02-19 07:47:05北方工業(yè)大學(xué)北京100041孫淑君
金屬加工(冷加工) 2015年11期
關(guān)鍵詞:設(shè)計(jì)
■北方工業(yè)大學(xué) (北京 100041) 孫淑君
減壓機(jī)端蓋零件夾具的改進(jìn)設(shè)計(jì)
■北方工業(yè)大學(xué) (北京 100041) 孫淑君
摘要:本論文主要以“減壓閥端蓋零件夾具的改進(jìn)設(shè)計(jì)”為例論述針對(duì)某一特定的不規(guī)則零件夾具設(shè)計(jì)的改進(jìn)思路。首先,對(duì)減壓閥端蓋零件加工時(shí)所使用的夾具進(jìn)行介紹;根據(jù)零件的實(shí)際參數(shù)綜合運(yùn)用機(jī)械加工方面的相關(guān)工藝知識(shí),通過增加旋轉(zhuǎn)軸來的方式對(duì)減壓閥端蓋零件的夾具進(jìn)行改進(jìn)。
數(shù)控加工已經(jīng)替代了絕大多數(shù)原始機(jī)床的加工,數(shù)控加工具有加工精度高,加工效率高和操作比較便利的特點(diǎn)。數(shù)控機(jī)床正向著多樣化、系列化、功能化、操作簡(jiǎn)單化、自動(dòng)化及價(jià)位多元化方向發(fā)展。其發(fā)展目的是經(jīng)過一次裝夾加工完成相關(guān)零件的加工,使工件加工變得更加方便簡(jiǎn)單。
本文針對(duì)某一特定的不規(guī)則零件夾具設(shè)計(jì)改進(jìn)思路。
1. 減壓機(jī)端蓋零件的夾具
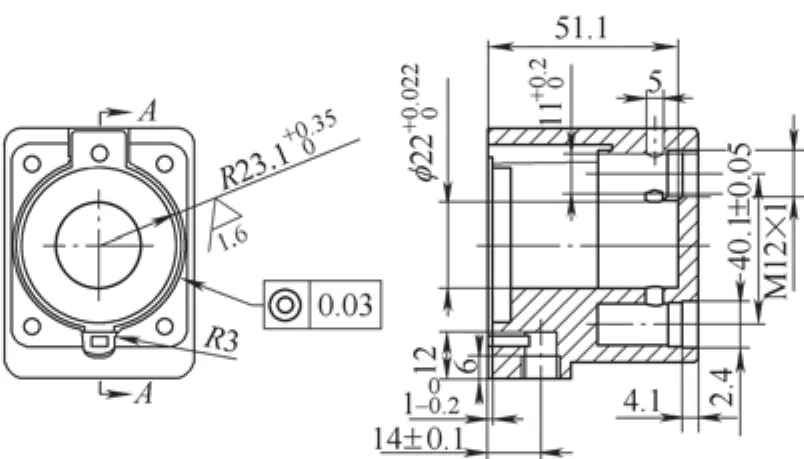
圖1 減壓閥端蓋零件圖
如圖1所示減壓閥端蓋零件圖,其鑄造材料為鋁。該零件加工主要分為兩面,即一正一反加工,兩側(cè)面的螺紋孔加工也是一左一右對(duì)稱加工,所以在加
工這一零件時(shí)要設(shè)計(jì)2組4套專用夾具來進(jìn)行加工。但是由于零件的形狀并不規(guī)則,而且每一個(gè)面均有加工尺寸要求,所以在選用夾具時(shí)要對(duì)其定位著重考慮。圖2為減壓閥端蓋零件夾具圖。

圖2 減壓閥端蓋零件夾具圖
2. 減壓機(jī)端蓋零件夾具的改進(jìn)設(shè)計(jì)
在夾具選用時(shí)要根據(jù)單位實(shí)際的生產(chǎn)條件考慮其合理性。減壓閥端蓋零件屬于大規(guī)模生產(chǎn)且零件外形尺寸不規(guī)則,加工時(shí)需要多次裝夾,十分繁瑣且效率不高;同時(shí)還需要對(duì)人員進(jìn)行更多方面的培訓(xùn)。因此,在原有夾具的基礎(chǔ)上我們提出了新的方案以保證零件能更快更好地在夾具上進(jìn)行定位與夾緊。
(1)夾具改進(jìn)的原則。在保證產(chǎn)品質(zhì)量的前提下,提高勞動(dòng)生產(chǎn)率、降低成本。需要考慮如何縮短單件的時(shí)間,其中要靠合理的工藝措施以縮短各工序之間的單件時(shí)間,是提高生產(chǎn)效率的有效措施。
在設(shè)計(jì)夾具時(shí)采用多件加工的方式,讓全部工序在一次裝夾中得到實(shí)現(xiàn);并且在設(shè)計(jì)夾具時(shí),為了縮短輔助時(shí)間,將傳統(tǒng)的手動(dòng)操作為主的動(dòng)力源,改成了用氣動(dòng)的方式提供;同時(shí)還通過了翻轉(zhuǎn)工作臺(tái)的方式進(jìn)行輔助加工。通過以上幾點(diǎn)大大地增加了勞動(dòng)效率。
(2)改進(jìn)后夾具實(shí)現(xiàn)的功能。根據(jù)上述改進(jìn)夾具應(yīng)該達(dá)到的原則,此次設(shè)計(jì)的夾具采用了多工位的加工方案。根據(jù)零件4個(gè)面全部要加工實(shí)際情況,在加工過程中使用了反轉(zhuǎn)工作臺(tái),以實(shí)現(xiàn)通過一次裝夾加工更多的要求。同時(shí)在設(shè)計(jì)夾具使用了左右2個(gè)工位(實(shí)現(xiàn)工件的上、下面分別定位)進(jìn)行加工制造,利用2個(gè)工位和反轉(zhuǎn)工作臺(tái)的獨(dú)特設(shè)計(jì),基本就可以實(shí)現(xiàn)理論上的通過一次裝夾就可以加工完整個(gè)零件。這里說的整個(gè)零件不是說一次就能加工完一個(gè)完整的零件,而是說通過一次裝夾加工出零件A的正面即φ22mm孔的那一面以及φ4mm孔的那一面,以及零件B面的兩個(gè)螺紋孔的一面和R4螺紋的那一面,以此來實(shí)現(xiàn)理論上的通過一次裝夾就能加工完某一零件的理論。
(3)夾具裝夾的動(dòng)力源及傳導(dǎo)裝置。減壓閥端蓋零件的夾具動(dòng)力源是手動(dòng)操作的需要人工的給壓板里使其壓緊。因此,僅需要考慮氣缸的選擇以及傳導(dǎo)裝置的設(shè)計(jì)。
(4)氣缸的選擇傳導(dǎo)裝置的設(shè)計(jì)。減壓閥端蓋零件的夾具在改進(jìn)設(shè)計(jì)中要考慮的因素有很多。首先,工作臺(tái)的長(zhǎng)度是固定的,所有夾具元件在安裝時(shí)應(yīng)該注意保證工作臺(tái)的長(zhǎng)度,其長(zhǎng)度總和需正好為488mm。同時(shí)這個(gè)夾具設(shè)計(jì)為雙工位即一左一右2工位,同時(shí)還要有氣動(dòng)裝置,因此保證工作臺(tái)的位置就十分困難了。為此將氣缸放在工作臺(tái)下方來節(jié)約工作臺(tái)的空間,工作臺(tái)上有足夠的空間用來保證夾具的安裝。
把氣缸放在工作臺(tái)的下方,由此引來了一個(gè)問題:在工作臺(tái)的下方氣缸需要與夾具體接觸,那么這樣氣缸的伸縮方向就在Z軸方向運(yùn)動(dòng)而不能在X軸方向運(yùn)動(dòng)。為了解決這個(gè)問題而設(shè)計(jì)了一個(gè)工裝,將氣缸的Z軸方向運(yùn)動(dòng)轉(zhuǎn)化為X軸方向運(yùn)動(dòng)。在此稱這個(gè)
工裝為楔形工裝,如圖3所示。
在這個(gè)裝置中氣缸Z軸方向運(yùn)動(dòng)通過楔形槽轉(zhuǎn)化為X軸方向的力,推動(dòng)L形滑塊向X軸負(fù)方向運(yùn)動(dòng)。通過計(jì)算將在夾具安裝時(shí)的2工位間的合理運(yùn)動(dòng)距離設(shè)定為12mm,角度設(shè)定為與X軸夾角為60°。根據(jù)勾股定理可以算出楔形槽的長(zhǎng)度為12mm,運(yùn)動(dòng)的6mm正好可以保證工件的順利取下以及安裝,同時(shí)這也是氣缸運(yùn)行的最短時(shí)間,減少氣缸的運(yùn)行時(shí)間,保證縮短整體加工所用的時(shí)間,從而為提高零件生產(chǎn)效率做貢獻(xiàn)。
(5)改進(jìn)后減壓閥端蓋零件夾具。通過對(duì)減壓閥端蓋零件夾具的分析并進(jìn)行改進(jìn)設(shè)計(jì)。首先對(duì)數(shù)控機(jī)床進(jìn)行改進(jìn)使其能進(jìn)行工作臺(tái)反轉(zhuǎn)同時(shí)多工位一次來對(duì)零件進(jìn)行加工制造,以此來改進(jìn)零件的加工時(shí)間增加零件的加工效率。通過高精度的夾具來解決零件定位問題,使其安裝定位無需測(cè)量,更換零件無需重新對(duì)刀。
改進(jìn)后減壓閥端蓋零件夾具裝配圖,如圖4所示。在設(shè)計(jì)中選用1組夾具,左邊是由2個(gè)帶V形槽的夾具,即V形槽塊1和2,這2個(gè)零件直接與工件接觸,它直接為工件提供夾緊力,同時(shí)也是工件在夾具組中的定位元件。在夾具上還有1塊定有圓柱銷的板以及菱形的小銷都為工件在安裝時(shí)起到夾緊定位的作用。利用1組楔形工裝將氣缸提供的Z軸方向力轉(zhuǎn)化為X軸方向力。所有的夾具通過螺釘將其固定在翻轉(zhuǎn)工作臺(tái)上。
在翻轉(zhuǎn)工作臺(tái)的中心塊的右邊還有1組夾具,是通過1個(gè)帶有V形槽的V形槽塊3和1個(gè)具有階梯形的夾緊塊組成的,這2個(gè)零件也直接與工件接觸,直接為工件提供夾緊力,同時(shí)為工件在夾具組中提供定位。零件毛坯上方有2個(gè)精密鑄造的孔,在其底部也設(shè)計(jì)了1個(gè)板用于1面2銷的定位。在右邊也同樣使用1組楔形工裝用來將氣缸提供的Z軸方向力轉(zhuǎn)化為X軸方向力,并用螺釘將其固定在工裝臺(tái)上。
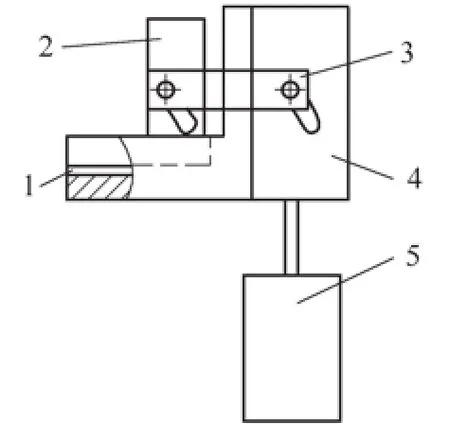
圖3 楔形工裝
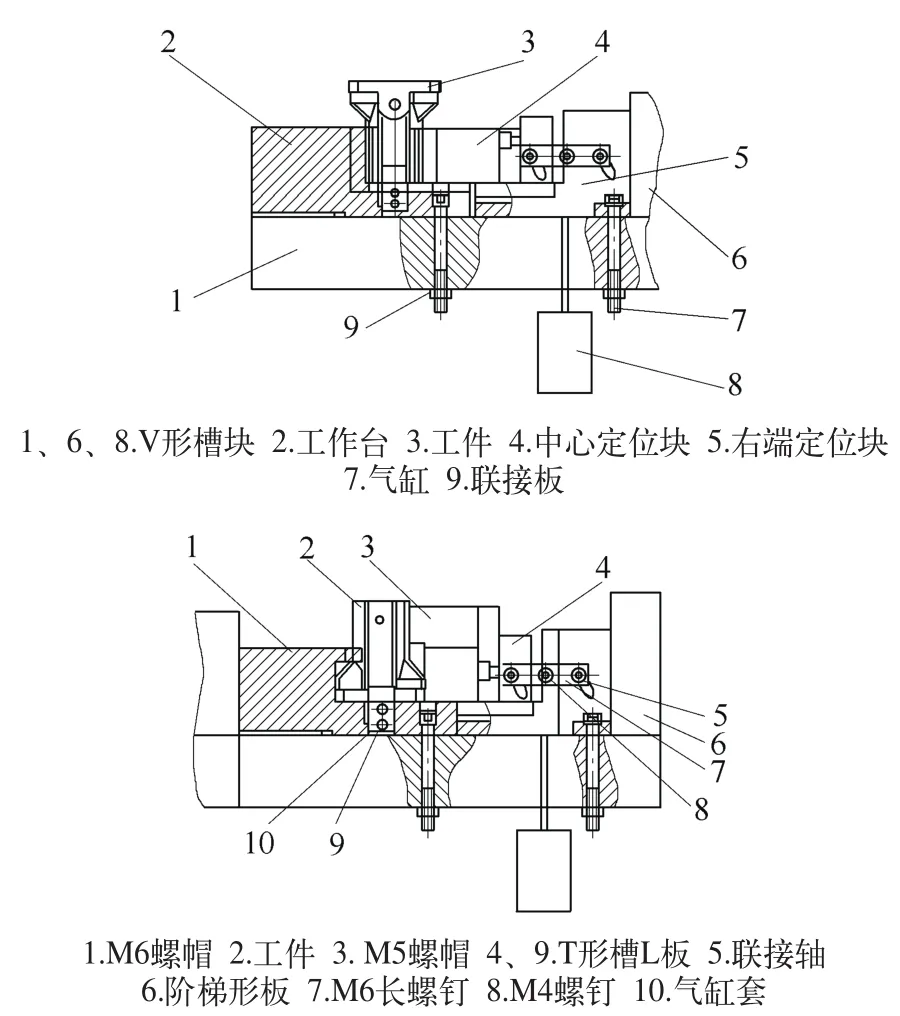
圖4 改進(jìn)后減壓閥端蓋零件的夾具裝配圖
3. 結(jié)語
通過對(duì)生產(chǎn)減壓閥端蓋零件所使用的夾具進(jìn)行改進(jìn),說明對(duì)于一些不規(guī)則的零件、具有特殊性的零件和大規(guī)模生產(chǎn)的零件,綜合考慮到現(xiàn)代化生產(chǎn)的特點(diǎn),對(duì)其夾具進(jìn)行專用設(shè)計(jì),以此來保證加工出來的零件既有高精度又能具有裝夾簡(jiǎn)單的特點(diǎn),從而提高生產(chǎn)效率。可以說,夾具就是一套好工具,使零件在加工過程中化繁為簡(jiǎn),對(duì)降低成本、提高生產(chǎn)效率具有十分重要的意義。
參考文獻(xiàn):
[1] 周蘭. 現(xiàn)代數(shù)控加工設(shè)備[M]. 北京:機(jī)械工業(yè)出版社,2009.
[2] 趙宏立. 機(jī)械加工工藝與裝備[M]. 北京:人民郵電出版社,2009.
[3] 楊可楨. 機(jī)械設(shè)計(jì)基礎(chǔ)[M]. 北京:高等教育出版社,2006.
[4] 陳東旭. 機(jī)床夾具設(shè)計(jì)[M]. 北京:清華大學(xué)出版社,2010.
[5] 機(jī)械設(shè)計(jì)手冊(cè)委員會(huì). 機(jī)械設(shè)計(jì)手冊(cè)[M]. 北京:機(jī)械工業(yè)出版社,2009.
收稿日期:(20150410)
猜你喜歡
河北畫報(bào)(2020年8期)2020-10-27 02:54:06
現(xiàn)代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術(shù)啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04