鉸刀切削直徑測量誤差分析
2015-02-19 07:47:04中航工業南方航空工業有限公司湖南株洲412002鐘如鋼徐改弟
金屬加工(冷加工) 2015年11期
關鍵詞:測量
■中航工業南方航空工業有限公司 (湖南株洲 412002) 黃 倩 盛 波 鐘如鋼 徐改弟
鉸刀切削直徑測量誤差分析
■中航工業南方航空工業有限公司 (湖南株洲 412002) 黃 倩 盛 波 鐘如鋼 徐改弟
摘要:分析圓柱刃上測量鉸刀直徑存在誤差的影響因素,介紹鉸刀刀齒加工與測量方法,提出準確測量鉸刀切削直徑的思路與方法。
鉸刀是一種對孔進行半精加工及精加工的切削工具,切削余量很小,其切削過程實際上是切削與擠刮的聯合作用,直徑方向的公差帶一般都很小。鉸刀制造完成后,判定鉸刀的切削直徑是否在合格尺寸范圍內的問題值得探討。
1. 圓柱刃上測量鉸刀直徑存在誤差的影響因素
鉸刀是用來保證孔徑孔壁的表面質量的,它不能保證孔的位置度,而鉸刀圓柱刃的作用是使鉸刀在工作時,擠壓孔壁并引導及校準已加工的孔徑,保證孔徑及表面質量,基本上沒有切削作用。其圓柱刃尺寸f(見圖1)一般都控制在0.15~0.25mm,當圓柱刃窄了,擠壓作用不明顯;寬了,轉矩過大,有啃刀及振動的危險,反而降低了擠壓和熨平的作用。那么在0.15mm左右的圓弧面上準確地測量出其真實的工作直徑時,就會有一種潛在的誤差存在(見圖2):在兩個同心圓(大圓與小圓)中最長的直線是直徑,除了直徑以外,圓周上任意兩點的距離都是弦長,而任何弦長都短于直徑,即AA0<BB0、 CC0<BB0、A1A2<B1B2以及C1C2<B1B2。
我們測量鉸刀直徑大小時,一般用的是百分尺或千分尺,測量的結果應當是如果兩刃的連線通過了鉸刀的軸心,則測到的是直徑;如果兩刃的連線不通過軸心,則測得兩刃距離只能是弦長,而不是鉸刀的工作直徑。
假設圓分別為φ2 0 m m、φ10mm和φ5mm,當弦線(兩刃的連線)偏離軸線(直徑)的距離不等時,所測得兩刃尺寸與鉸刀的工作直徑相比有多大變化如附表所示。
從附表中可見,當偏心距一樣時,鉸刀的直徑越大,測得的兩刃距離與鉸刀直徑的誤差越小;鉸刀直徑越小,測得的兩刃距離與鉸刀直徑的誤差越大。

圖1
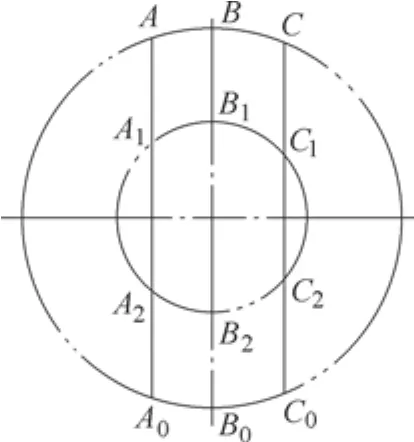
圖2
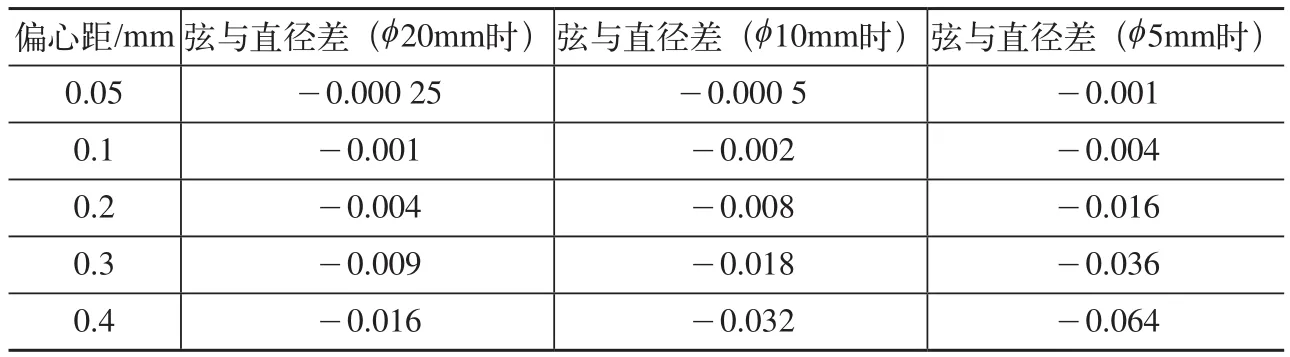
兩刃距離與鉸刀直徑的誤差表
2. 鉸刀刀齒加工與測量
一般鉸刀的刀齒由銑工在分度頭上分度銑出,也有小鉸刀由刀具磨在分齒盤上等分磨出、分度。即銑工在對刀時,沒在鉸刀的中心線上,也只改變了刀齒的前角大小,而不改變等分的均勻度,也就是說對鉸刀兩刃直徑的測量影響不大。但是分度
頭安裝鉸刀的跳動或分度頭的校正跳動不對、變化大,則銑出的齒就不是等分齒,兩齒之間的連線不通過鉸刀軸線,無論如何,測量出來的尺寸就不會是直徑而是弦長。另外一種情況是刀具磨在磨刀齒前刀面時,磨削余量不一致,影響了刀齒的均布,也造成了測量誤差。如果刀齒在鉸刀的端面,一般從端面目測時就會發現問題;如果刀齒在鉸刀的中間,有前引導擋住了,就無法準確地目測到銑工分度頭的跳動誤差,刀具磨削切削刃前刀面的不均等誤差影響就大一些。但在刀具不作圓柱刃小后角時(此時圓柱刃的圓柱度一般在0.8~1.2mm之間),鉸刀的真實直徑可以準確測量到,只要注意就可以解決。
3. 解決方法和思路
(1)用千分尺測量兩刃尺寸比圖示標注尺寸公差若有微量減小時,不一定是鉸刀的工作直徑超差,先進行校正,再測量判斷。
(2)當測得的兩刃之間的尺寸比圖示標注的尺寸公差要大,那一定是鉸刀直徑大了,要返修,因為任何弦長都不會比直徑大。
(3)如果鉸刀有4刃或6刃,其中有一對刃在合格尺寸范圍內,而其余幾對刃尺寸偏小,不一定是鉸刀不合格,一定要在偏擺儀上找跳動,如果幾刃的跳動合格,那此鉸刀一定是合格品。如果跳動不合格,那才有可能是把刀齒磨低了,也有可能是鉸刀彎曲變形了。
(4)一般而言,在φ20mm以內的鉸刀,刀齒用千分尺測得的誤差在0~0.025mm之間都要進一步推測,分析原因,不要輕易判定鉸刀不合格。
(5)銑刀開齒和刀具磨開齒,對刀不在工件的中心上,只會影響刀齒的前角大小,對直徑測量的影響不會太大(對對應的等分齒而言)。
(6)小鉸刀刀齒的偏心對直徑的測量影響較大,要特別注意排除原因,以免誤判。
(7)在與零件相同材料和熱處理狀態下的試料上試用,對所鉸的孔進行測量,根據測量結果與要求的尺寸進行比較,是否在合格的范圍內。
收稿日期:(20150323)
猜你喜歡
小學科學(學生版)(2021年5期)2021-07-22 02:40:06
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
軍事文摘·科學少年(2017年4期)2017-06-20 23:25:16
軍事文摘·科學少年(2017年2期)2017-04-26 21:58:43
中學生數理化·八年級物理人教版(2016年3期)2016-04-07 04:49:32
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
閱讀與作文(小學低年級版)(2015年4期)2015-04-29 00:00:00