鋸齒形切屑對切削力影響試驗研究
2015-02-19 06:12:52大連理工大學機械工程學院遼寧116024劉文靜王敏杰魏兆成
金屬加工(冷加工) 2015年10期
■大連理工大學機械工程學院 (遼寧 116024) 劉文靜 高 毅 王敏杰 魏兆成
鋸齒形切屑對切削力影響試驗研究
■大連理工大學機械工程學院 (遼寧 116024) 劉文靜 高 毅 王敏杰 魏兆成
摘要:高速切削容易產生鋸齒形切屑,而當前切削力理論研究還僅以帶狀切屑為基礎,尚未涉及鋸齒形切屑的問題。通過對不銹鋼材料進行切削試驗,研究分析了鋸齒形切屑對切削力的影響規律。試驗結果表明,隨著切削速度增加,切屑形態由帶狀切屑向鋸齒形切屑轉化。切削力在低速時稍有增大,隨著切削速度增加而快速減小。在鋸齒形切屑形成的臨界點處,切削力下降趨勢有明顯的突變。
金屬切削是機械加工的最主要方法,隨著機床、刀具及難加工材料等技術的不斷發展,金屬切削加工理論與應用研究一直長盛不衰。切屑形成機理和切削力的研究是金屬切削加工領域的兩大主要基礎課題,早在19世紀40年代就已有切屑形成機理和切削力的研究報道。
切屑形成機理的研究可大致分為三部分,一是理論分析高速切削鋸齒形切屑產生的臨界判據、斷裂條件等,二是試驗研究鋸齒形切屑形成的微觀形貌、組織相變等,三是應用數值方法模擬鋸齒形切屑的形成過程。然而當前切屑形成機理的研究與宏觀切削力幾乎沒有關聯,而實際加工中關注最直接的物理量就是切削力。關于切削力預報模型的研究主要有兩大分支,一是基于切削原理的理論分析模型,二是基于試驗辨識的經驗系數模型。然而這兩大分支都假設切屑是連續的帶狀屑,而鋸齒形切屑是高速切削加工最顯著的特點,因此現有的切削力模型無法適用于高速切削加工。
高速切削是金屬切削加工技術發展的必然趨勢,因此有必要研究高速切削過程鋸齒形切屑對切削力的影響規律。不銹鋼材料在國防軍工、能源動力等領域應用廣泛,且切削加工中比較容易產生鋸齒形切屑。
本文以沈鼓集團葉輪加工常用的特種不銹鋼FV520為研究對象,通過大量正交車削試驗,研究分析當切屑形態由帶狀切屑轉變為鋸齒形切屑過程中,相應切削力的變化規律。

表1 FV520(B)不銹鋼化學成分

表2 FV520(B)不銹鋼物理性能

表3 切削速度值
1. 試驗
(1)試驗條件。試驗材料為FV520(B)不銹鋼,其化學成分及物理性能如表1、表2所示。切削機床為CA6140A臥式車床,刀片選用耐磨性好、韌性高且組織比YG6和YG8更為細小的YD201硬質合金刀片,每次試驗后更換刀具以保持刀尖鋒利。
(2)試驗方案。試驗方案設計如下 :① ap=2mm,f=0.2mm/ r。②ap=2mm,f=0.3mm/r,切削速度如表3所示 ,表中共有10組
不同的切削速度,每組重復做3次,每組切削參數均在干切削條件下進行車削試驗,并取其切屑試樣。試驗現場如圖1所示。
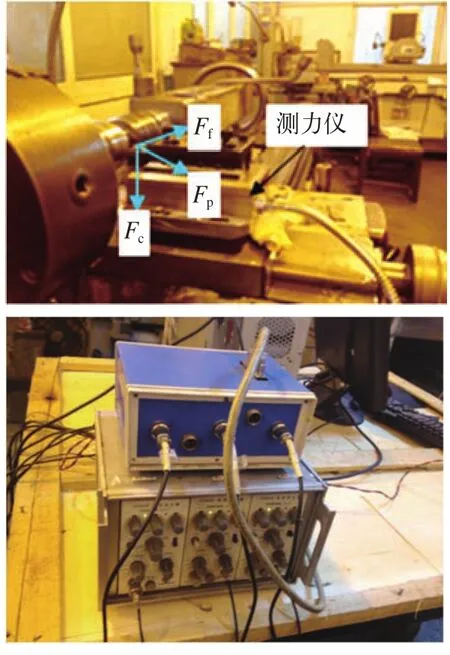
圖1 試驗現場
(3)切削力分析和切屑形態的觀測。試驗中使用壓電晶體動態測力儀測量切削力,采樣頻率60kHz,取3次試驗的平均切削力值作為試驗結果,將切削得到的切屑試樣垂直鑲在牙托粉中,通過研磨、拋光和腐蝕,制成顯微觀察試樣,用LELCSAMEF4A金相顯微鏡進行顯微觀察,記錄切屑形態。

圖2 ap=2mm,f=0.3mm/r時切屑形態變化

圖3 ap=2mm,f=0.2mm/r時切屑形態變化
2. 試驗結果和分析

圖4 切向力Ft和主切削力Fc的變化曲線
(1)切屑形態分析。由金相顯微鏡觀測不同切削條件下典型切屑形態如圖2、圖3所示。由圖可知,切屑由最初的帶狀連續切屑逐漸轉變為鋸齒狀切屑,且在速度分別達到v=60m/min和v=136m/min時,切屑由帶狀切屑向鋸齒形切屑轉變,此速度后,鋸齒形切屑的齒形越來越明顯。
(2)切削力分析。試驗得到不同切削條件下的切削力結果如圖4所示。由圖可知,切削力整體呈現先增大后變小的趨勢,試驗①和②分別在切削速度為60 m/min和136m/min時切削力明顯降低。綜合圖2、圖3中切屑形態的變化過程和圖4中切削力的變化曲線可知,切削力的突變點正是切屑形態由帶狀向鋸齒狀轉變的臨界點,隨鋸齒形切屑的齒形越來越明顯,切削力變化也趨于緩慢。
從切削加工機理以及鋸齒形切屑的形成機理來分析,切削力隨切削形態變化的可能原因如下:當切削過程中產生連續帶狀切屑時,隨著切削速度的提高,切削層材料的應變硬化效應和應變率硬化效應會大于瞬時溫升引起的熱軟化效應,因此切削力會有一定程度的增大。而當鋸齒形切屑開始形成時,切削層材料絕熱溫升引起的熱軟化效應大大超過剪應變和剪應變率硬化效應,使其剪切變形抗力明顯減小;另一方面,鋸齒形切屑的形成有利于材料的斷屑,降低切削變形程
度,從而減小刀具磨損,降低切削力。因此,鋸齒形切屑形成的瞬間會發生切削力明顯減小的現象。當鋸齒形切屑形成后,這種影響越來越小,因此,切削力的變化不再明顯,最終趨于穩定。
3. 結語
通過對FV520不銹鋼車削試驗,研究了切屑形態轉變對切削力的影響,結果顯示,隨著切削速度增加,切屑形態由帶狀切屑向鋸齒形切屑轉化,切削力先小幅增大再迅速減小,在鋸齒形切屑形成的臨界點處,切削力下降趨勢有明顯突變,鋸齒形切屑產生后,切削力下降趨緩,在鋸齒形切屑形成階段,切削力的波形圖與鋸齒形狀基本吻合。這說明鋸齒形切屑對切削力有顯著影響,現有的以帶狀切屑為前提的切削力模型在鋸齒形切屑發生后已不再適用,迫切需要研究考慮鋸齒形切屑產生建立的切削力模型,以促進高速切削技術的深入應用。
參考文獻:
[1] Merchant M E.Mechanics of Metal Cutting Process,Part I,Orthogonal Cutting and A Type 2 Chip[J].Journal of Applied Physics,1945(16):267-275.
[2] 李國和.基于線性擾動分析的高速切削過程絕熱剪切預測研究[D]. 沈陽:大連理工大學,2009.
[3] 段春爭,王敏杰,李國和,等.高速切削鋸齒形切屑內絕熱剪切帶微觀特征研究[J].爆炸與沖擊,2007(1):91-96.
[4] 周澤華. 金屬切削原理[M]. 上海:上海科學技術出版社,1993.
收稿日期:(20150404)
猜你喜歡
體育科技文獻通報(2022年3期)2022-05-23 13:46:54
遼金歷史與考古(2021年0期)2021-07-29 01:06:54
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
科技傳播(2019年22期)2020-01-14 03:06:54
民用飛機設計與研究(2019年4期)2019-05-21 07:21:24
山東冶金(2019年1期)2019-03-30 01:35:32
電子制作(2018年18期)2018-11-14 01:48:24
中學生數理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術與機床(2017年8期)2017-11-27 02:10:21
山東工業技術(2016年15期)2016-12-01 05:31:22
