成形砂輪跨齒磨削的應(yīng)用
2015-02-18 07:53:53陜西秦川機床工具集團有限公司寶雞721000姜永軍楊利強
金屬加工(冷加工) 2015年5期
■陜西秦川機床工具集團有限公司 (寶雞 721000) 姜永軍 楊利強
成形砂輪跨齒磨削的應(yīng)用
■陜西秦川機床工具集團有限公司 (寶雞 721000) 姜永軍 楊利強
摘要:從磨齒加工的工藝性出發(fā),詳細對比了單齒單片成形砂輪磨削和跨齒雙片成形砂輪磨削的加工效率,同時兼顧齒面的加工質(zhì)量,從磨齒原理和磨削對比試驗出發(fā)進行工藝性攻關(guān)試驗和總結(jié),為齒輪生產(chǎn)制造廠家解決了加工效率低的問題。
齒輪在機械傳動系統(tǒng)中的使用越來越普遍。目前,齒輪的精密加工主要以磨齒加工為主,主要方法有錐面砂輪磨齒機磨削(展成原理)、蝸桿砂輪磨齒機磨削(蝸桿蝸輪嚙合原理)和成形砂輪磨齒機磨削(成形法)。成形砂輪磨齒機的成本較低,加工原理相對簡單,隨之應(yīng)用也越來越廣泛。
成形砂輪磨齒加工傳統(tǒng)方法以完整的成形單齒磨削加工進行,但在實際應(yīng)用過程中,由于齒面公法線余量大、徑向余量大,就造成加工時間較長。而磨齒的加工效率和精度是齒輪生產(chǎn)制造廠商最關(guān)注的重要因素,提高效率、提高齒輪的加工精度是齒輪生產(chǎn)制造廠謀求發(fā)展、獲得經(jīng)濟利益的關(guān)鍵。
1. 存在的問題
數(shù)控機床加工外嚙合齒輪泵用直齒輪時間較長,程序中齒輪的詳細參數(shù)為:模數(shù)m=5.0mm,齒數(shù)z=10,壓力角α=20°,變位系數(shù)X=0.0,齒輪徑向需下刀總量為1.29mm(單邊)。粗磨總余量1.26mm,每次吃刀量0.03mm(從左往右0.03mm,從右往左0.03mm),進給速度4 000mm/min;精磨總余量0.03mm,每次吃刀量0.03mm(從左往右0.03mm,從右往左0mm),進給速度1 600mm/min。加工完整個工件用時19min36s,其中粗磨完修砂輪2次,修砂輪耗時1min40s。
2. 解決措施及辦法
為了解決這一問題,我們決定加大每次的吃刀量和提高進給速度,吃刀量由原來的0.03mm變?yōu)?.045mm,進給速度由原來的4 000mm/min提高到6 000mm/min。采取此措施后,齒輪的表面不僅有明顯的燒傷,且齒面粗糙度質(zhì)量下降,齒面振紋明顯。之后又更換大揚程的冷卻泵,齒面燒傷減小了,但齒面振紋還是明顯存在,此時的加工總時間為13min8s。之后,經(jīng)過長時間的分析、討論,決定改變磨削方案,由原來的單齒磨削改為跨齒磨削,磨削簡圖如圖1~4所示。

圖1 偶數(shù)齒齒輪單齒磨削簡圖

圖2 偶數(shù)齒齒輪跨齒磨削簡圖
其中,圖1和圖2的齒輪為偶數(shù)齒,圖3和圖4的齒輪為奇數(shù)齒,無論齒數(shù)為偶數(shù)還是奇數(shù),均可以進行跨1齒磨削,當然也可以跨2齒或多齒。跨齒數(shù)越多,要求砂輪的厚度越大,對于磨齒機主軸的要求就越
高,在實際解決問題的過程中,我們采用了跨1齒磨削,在兩片砂輪之間增加了隔套,隔套的厚度為齒輪的毛坯齒厚+1mm(單邊0.50mm),齒根圓直徑df=(z-2.5)m,每齒對應(yīng)的圓心角θ=360°/z,毛坯齒厚L的估算公式為

圖3 奇數(shù)齒齒輪單齒磨削簡圖

圖4 奇數(shù)齒齒輪跨齒磨削簡圖

式中,rf為齒根圓半徑(mm)。
代入數(shù)值可得

以上為計算值,在實際應(yīng)用時,使用齒厚卡尺測量齒輪的毛坯齒厚,對于m=5mm、z=10、α=20°的齒輪,我們制作的隔套的實際厚度為11.50mm,隔套兩端面平行度0.10mm以內(nèi)。
對于m=5mm、z=10、α=20°的齒輪,在圖1單齒磨削的情況下,當砂輪徑向下刀量為0.03mm時,齒面的公法線減小量應(yīng)當為0.014 54mm。具體計算如下

可得

在圖2跨齒磨削的情況下,當砂輪徑向下刀量為0.03mm時,齒面的公法線減小量應(yīng)當為0.021 94mm。具體計算如下。

可得

經(jīng)過兩者的比較明顯發(fā)現(xiàn),在同樣徑向進刀量為0.03mm的情況下,顯然第二種方法即圖2、圖4所示的加工量大,齒面的余量去除率大。
對于成形砂輪的修整,需要在原來的基礎(chǔ)上,將原來的單齒兩面分別對于工件中心進行坐標旋轉(zhuǎn)就可以實現(xiàn),詳細如圖5、圖6所示,曲線的旋轉(zhuǎn)通過CAXA2011軟件實現(xiàn)。
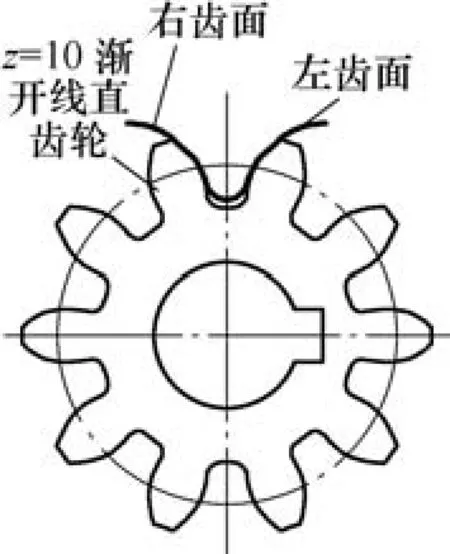
圖5 漸開線砂輪磨齒簡圖

圖6 旋轉(zhuǎn)后砂輪截形磨削簡圖
用于該砂輪修整的數(shù)控磨齒機的修整軸為Y軸和Z軸,其中Z軸為上下運動,Y軸為前后運動,修整砂輪時通過兩個直線軸的插補運動實現(xiàn)漸開線的擬合,齒輪漸開線擬合的方式為離散點的直線擬合。下面是走漸開線部分的原始程序:
G01 Z1.0000 Y0.0000
G01 Z0.9709 Y0.4297
G01 Z0.8840 Y0.8514
G01 Z0.0064 Y2.3107
G01 Z-0.3255 Y2.5852
G01 Z-2.3132 Y3.2346
G01 Z-3.6161 Y3.7523
...
G01 Z-8.1765 Y7.9974
G01 Z-8.2874 Y8.1538
G01 Z-9.5859 Y10.2705
G01 Z-9.6899 Y10.4670
G01 Z-10.0046 Y28.5000
點坐標導入CAXA2011時,文件名為*.dat,文件用記事本編寫格式如下:
SPLINE
CLOSED
109
0,1,0
0.4297,0.9709, 0
0.8514,0.8840, 0
2.3107,0.0064, 0
...
28.5000 ,-10.0046,0
END
其中S P L I N E表示樣條曲線,CLOSED表示曲線閉合,OPENED表示開曲線,109表示型值點個數(shù),END表示點結(jié)束,點坐標分別為X,Y,Z,中間用逗號隔開。
圖5為導入后的漸開線。在CAXA導入/導出曲線時使用X-Y平面,數(shù)控機床砂輪修整時使用Y-Z平面,Z軸為上下運動,Y軸為前后運動。
圖6為旋轉(zhuǎn)后的砂輪截形圖,旋轉(zhuǎn)時,繞工件回轉(zhuǎn)中心旋轉(zhuǎn)18°(360°/10/2),修整砂輪時,從砂輪對稱中心往兩側(cè)修整。
對旋轉(zhuǎn)后的曲線進行點輸出時,用鼠標單擊曲線,選中后右鍵單擊,選擇元素屬性(E),出現(xiàn)記事本文件,文件名為:attribute.txt,可直接獲得點坐標,從而完成跨齒成形砂輪的編程和修整。以下是跨齒砂輪修整的部分修整程序:
G01 Z18.842Y6.122
G01 Z18.737Y6.54
G01 Z18.689Y6.968
G01 Z18.699Y7.398
G01 Z21.905Y10.949
G01 Z21.96Y11.003
G01 Z22.016Y11.059
G01 Z22.072Y11.117
G01 Z22.13Y11.178
G01 Z25.155Y16.747
G01 Z25.611Y18.52
...
G01 Z25.774Y19.38
3. 結(jié)語
經(jīng)過對m=5mm、z=10、α=20°的齒輪跨齒磨削,加工過程中其余參數(shù)保持不變,磨削的最終節(jié)拍為8min37s,達到了客戶的技術(shù)要求。
通過成形砂輪的跨齒磨削,使得齒輪磨削的時間縮短為原來的43.96%,大大提高了加工效率,企業(yè)的經(jīng)濟效益顯著增加。
參考文獻:
[1]薛源順. 磨工(技師、高級技師)[M]. 北京:機械工業(yè)出版社,2007.
[2] 西安交通大學機制教研室. 磨齒工作原理[M]. 北京:機械工業(yè)出版社,1997.
[3] 邵登君. YKS7336成形砂輪磨齒機使用說明書[E]. 寶雞:秦川發(fā)展技術(shù)研究院,2013.
[4] 王文斌,林忠欽,嚴雋琪. 機械設(shè)計手冊(3)[M]. 北京:機械工業(yè)出版社,2004.
[5] 胡仁喜. CAXA 2011從入門到精通(計算機輔助設(shè)計與制造CAD/CAM系列)[M]. 北京:機械工業(yè)出版社,2012.
專家點評

作為一家機床工具制造廠家的技術(shù)人員,作者改進齒輪磨削方案,由原來的單齒磨削改為跨齒磨削,縮短了齒輪磨削的時間,是一種提高效率的加工方法。
收稿日期:(20141224)
