流體微通道浸泡蝕刻技術實驗
2015-02-14 09:34:58辛菲李磊王秋旺
化工學報 2015年10期
關鍵詞:不銹鋼
辛菲,李磊,王秋旺
(西安交通大學熱流科學與工程教育部重點實驗室,陜西 西安 710049)
流體微通道浸泡蝕刻技術實驗
辛菲,李磊,王秋旺
(西安交通大學熱流科學與工程教育部重點實驗室,陜西 西安 710049)
微細加工技術是伴隨著微制造的出現而產生的一類新型現代化制造技術,它實現了微小尺度范圍內的機械加工和裝配。化學蝕刻技術是微細加工技術主要的加工方法之一,包括浸泡、鼓泡、噴淋等方法,其中浸泡式蝕刻方法相對來說設備簡單、操作方便、節約成本。本文采用單因素浸泡式方法對不銹鋼板蝕刻進行了實驗研究,研究了蝕刻時間、蝕刻液組分濃度及溫度等因素對化學蝕刻質量的影響。結果表明,蝕刻液中FeCl3濃度、H3PO4濃度、溫度等對蝕刻速度、蝕刻均勻性、側蝕及粗糙度有較大的影響。研究結果對流體微細通道的制造提供了初步工藝參數。
微制造;不銹鋼板;化學反應;蝕刻溶液;蝕刻質量;表面形貌;測量
引 言
微制造技術由于具有比表面積大、傳熱傳質能力高、能實現對化學反應更安全高效等,在化工中得到了廣泛的研究。例如美國太平洋西北國家實驗室曾自主制造出將甲烷轉化為合成氣提供所需熱的微通道反應器[1],其利用蝕刻316不銹鋼板通道等技術,實現了高密封性、近900 ℃高溫運行;Masaki Kanai等[2]利用不銹鋼板微通道制造出了氣相色譜分離柱,使其滿足了能與外面管道在400 ℃高溫熱阻、1MPa高壓密封中的良好接觸等;美國第四代高溫氣冷堆堆芯輸出溫度高達900℃[3],其中間換熱設備使用了不銹鋼板蝕刻等制造工藝以滿足高效緊湊、能在高溫、高壓以及大壓差條件下長期運行的能力。
微通道反應器、微型換熱器等制造的成功與否通常較大部分取決于通道蝕刻部分,因此化學蝕刻技術[4]是微通道加工中最關鍵也是最困難的部分,它決定著設備是否能高質量地制造出來。而化學微細蝕刻以其成本低、精度高、設備簡單、操作方便、蝕刻過程無機械應力存在等特點廣泛應用于微加工中。目前已有人對蝕刻不銹鋼的蝕刻速率[5-6]、側蝕[7]、蝕刻均勻性[8]等影響因素進行研究,但由于評價蝕刻質量的方面眾多,且影響蝕刻的因素很多,并沒有進行系統的多因素分析以得到最佳蝕刻加工條件。本文以流體微通道的蝕刻加工為主要研究對象,主要通過單因素浸泡式實驗方法,來研究蝕刻液組份濃度、蝕刻液溫度等因素對化學蝕刻的影響,并做出初步解釋,相關結果可來為器件的制造提供指導。
1 不銹鋼蝕刻原理及實驗方案
1.1 蝕刻原理
不銹鋼化學蝕刻[9]就是把不銹鋼基體上無光刻膠掩蔽的加工表面用化學方法按一定的深度刻蝕掉,使有光刻膠掩蔽的區域保存下來,這樣便在基體表面得到所需要的蝕刻通道。
實驗過程中選用201不銹鋼板作為基板材料進行蝕刻研究,采用FeCl3作為主要溶質進行不銹鋼的蝕刻,其中加入磷酸溶液來提供氫離子以保持蝕刻為酸性環境,并調節腐蝕速度和降低金屬表面粗糙度。不銹鋼在FeCl3蝕刻液中的最主要的反應是[10]

1.2 實驗方案
實驗儀器有紫外線曝光燈、燒杯、干燥箱、稱重計、塑料盒、溫度計、加熱棒、鑷子、OLS4000激光共聚焦顯微鏡等。材料有80×50×1.5 mm的201鏡面不銹鋼板、快干型感光油墨、三氯化鐵、磷酸、鹽酸、碳酸鈉、氫氧化鈉溶液等。
通過單因素實驗法,測定蝕刻液溫度、FeCl3濃度、磷酸濃度和及時除去黑色沉淀物與蝕刻速度、側蝕、蝕刻均勻性及粗糙度等蝕刻質量的關系,研究各因素對浸泡式蝕刻加工的影響。圖1所示是蝕刻過程中的系統框圖。
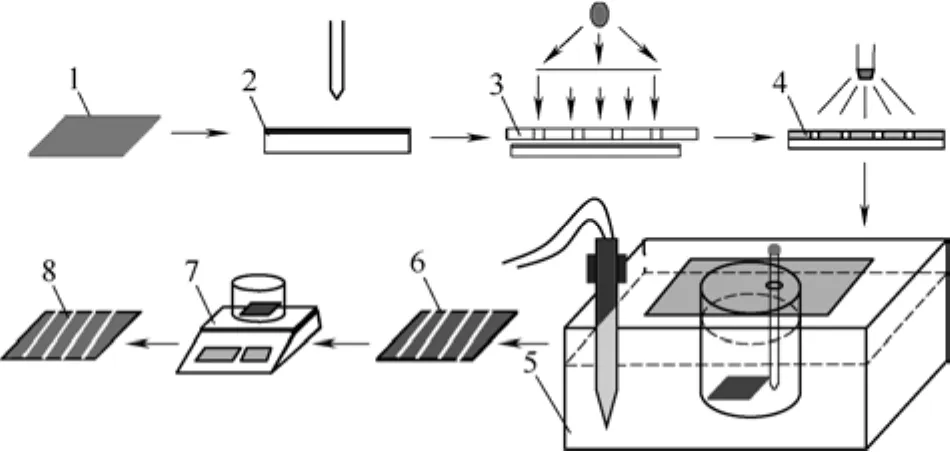
圖1 浸泡式蝕刻實驗系統Fig.1 System chart of immersion etching
蝕刻實驗中,將進行不銹鋼板蝕刻的燒杯置于水浴箱中,并用溫度計進行測溫,加熱棒進行控溫。每隔30 min將蝕刻中的不銹鋼板清洗、烘干,利用失重法測定其相對蝕刻速率,即為相同時間間隔內單位時間金屬片質量的減少值。接著,用OLS4000型激光共聚焦顯微鏡對蝕刻后的表面微結構進行測量,測定每塊板12個不同位置的蝕刻深度h、蝕刻通道寬度a1、粗糙度Ra值,取平均值等進行數據分析。
蝕刻速率為平均單位時間內的蝕刻深度,即

蝕刻均勻性u指的是不銹鋼板通道各點的蝕刻深度分布均勻情況,由每塊板12個不同位置的蝕刻深度平均值hAVE、最大值hMAX及最小值hMIN來決定,即

通常把防蝕層下的水平方向的腐蝕寬度稱為側蝕量,腐蝕深度與側蝕量的比值就是蝕刻因子,即

2 不銹鋼蝕刻實驗結果及分析
不銹鋼通道蝕刻退膜后用OLS4000型激光共聚焦顯微鏡對表面微結構進行測量,其中一塊不銹鋼板蝕刻后的形貌如圖2所示。

圖2 300 g·L?1FeCl3蝕刻液蝕刻通道形貌Fig.2 Etching channel feature chart of 300 g·L?1FeCl3etching liquid

圖3 不同濃度FeCl3蝕刻液下的相對蝕刻速度Fig.3 Relative etching rate under different FeCl3concentrations
圖2是不銹鋼板直通道在蝕刻液溫度30℃、FeCl3濃度300 g·L?1、H3PO4濃度1.5 mol·L?1下蝕刻6 h后的形貌圖,其初始線寬為1.5 mm,期間未清除黑色沉淀物。經測量與數據處理,其蝕刻速率為0.801 μm·min?1,蝕刻因子為1.591,蝕刻均勻性為83.17 %,粗糙度Ra值為6.523 μm。從中可以看出,在沒有外界作用下,蝕刻液通過擴散到達不銹鋼表面,其蝕刻速率比較慢。而不銹鋼板的腐蝕具有各向同性,蝕刻在深度方向進行的同時也在寬度方向上進行。因為改變不銹鋼各向同性腐蝕較為困難,本文將分析溫度、濃度等因素對側蝕的影響,以期望找到最佳工況減小側蝕。
2.1 時間對相對蝕刻速率的影響
首先將曝光顯影后的不銹鋼板準確稱重,然后分別在40℃下含有1.5 mol·L?1磷酸的300、400 g·L?1FeCl3蝕刻液中浸泡式蝕刻,并每隔30 min拿出不銹鋼板進行烘干,稱重,計算其各時間段的相對蝕刻速率,共蝕刻390 min,研究相對蝕刻速度隨時間的變化關系[6]。實驗結果如圖3所示。
如圖3所示,不銹鋼板在蝕刻液中浸泡390 min,總體來說,其相對蝕刻速度隨時間的增加先增大后減小,并且兩種溶液都在270 min時相對蝕刻速率達到最大。通過數據分析顯示,含300、400 g·L?1FeCl3的蝕刻液平均相對蝕刻速率分別為0.00464 、0.00452 g·min?1,總體上含400 g·L?1FeCl3的蝕刻液相對蝕刻速率要大。這與傅玉婷等[5]所得到的研究結果相似,這是由于剛開始反應時,蝕刻液與不銹鋼裸露部分接觸面積小,相對蝕刻速率低,隨著蝕刻的進行,蝕刻深度不斷增加,蝕刻液與不銹鋼裸露部分接觸面積也不斷增加,再加上在蝕刻中側蝕現象使蝕刻通道寬度有所增加,進一步增大蝕刻液與不銹鋼裸露部分的接觸,促使蝕刻速率隨時間不斷增大。又由于縱深蝕刻速率大于橫向側蝕速率,促使縱橫比越來越大[11],擴散層越來越厚,向下蝕刻速率降低[6],并隨著時間的推移,蝕刻液中Fe3+等蝕刻離子減少,廢離子增加,使反應速率逐漸減小[12],蝕刻速率在達到最大值之后就開始不斷減小。對于蝕刻過程中蝕刻速率的波動,這是由于磷化膜及黑色沉淀物的產生阻礙了蝕刻的進行,但隨著時間的推移不銹鋼表面的部分蝕刻產物又溶解加快了蝕刻速率,使得在小的時間段中蝕刻速率是波動的。
因此,相對蝕刻速率隨時間的總體變化趨勢是先增大后減小。

圖4 FeCl3濃度對蝕刻質量的影響Fig.4 Effect of FeCl3concentration on etching quality
2.2 FeCl3濃度對蝕刻質量的影響
配制FeCl3濃度分別為200、300、400、500 g·L?1的溶液,其中磷酸濃度均為1.5 mol·L?1,蝕刻液溫度控制在40℃,浸泡時間為6 h。實驗結果如圖4所示。
由圖4(a)顯示,在浸泡式蝕刻中,蝕刻速率隨FeCl3濃度的增加先減小后增大,這可能是201不銹鋼蝕刻后的雜質比較多所導致的[13]。一般來說,蝕刻液的蝕刻速度與其相對應的蝕刻液濃度成正相關,其濃度越高,蝕刻速率越大。但是201不銹鋼中所含的雜質較多,在一定范圍的氯化鐵濃度中,蝕刻反應速率加快的同時,產生的基體殘渣Fe、Cr、S等增多,阻礙了蝕刻液與不銹鋼板的接觸,因此影響了蝕刻速度[14]。在低濃度時,蝕刻速度增加隨濃度增加較慢,而產生黑色沉淀膜對其影響較大,致使總的蝕刻速率隨濃度的增加而減小,出現反常;隨著蝕刻液濃度的增加,當蝕刻液濃度與雜質生成速率達到平衡后,蝕刻速率隨FeCl3濃度的增加而增大。顧江楠等[14]也曾提出在300~500 g·L?1的FeCl3濃度中,沉淀物膜層隨著FeCl3濃度的降低而增厚,不銹鋼表面不均勻的坑蝕加重,若不清除這一膜層,蝕刻嚴重減慢。從而,針對于201不銹鋼蝕刻,應確保雜質的及時去除,這樣在一定范圍內,FeCl3溶液的濃度越大越有利于蝕刻速度提高。
由圖4(b)可知,在浸泡式蝕刻中,蝕刻均勻性隨著FeCl3溶液的濃度增加而減小,當FeCl3溶液濃度達到300 g·L?1后,蝕刻均勻性雖有上升,但變化不大。這說明蝕刻液濃度越小,各離子越易于自由擴散,離子在蝕刻通道各表面分布均勻化;并且當蝕刻溶液濃度過高時,離子擴散受阻,致使蝕刻產物在蝕刻面上結晶析出并附于其上,降低了蝕刻均勻性[15]。
如圖4(c)中所示,在浸泡式蝕刻中,蝕刻因子隨著FeCl3濃度的增加先增大后減小,這與石磊等[16]所做實驗現象相同。由于通道側蝕大小,取決于垂直蝕刻速率和水平蝕刻速率的比值,其值越大,側蝕越小。從圖中可知在一定范圍內參加蝕刻反應的Fe3+含量越高,垂直方向比水平方向的蝕刻速率相對要快,側蝕越小,但當FeCl3濃度進一步增加時,其垂直方向比水平方向的蝕刻速率相對減慢,蝕刻因子減小。由此可得出,實驗中雖然FeCl3溶液濃度200 g·L?1時蝕刻速率較大、均勻性較好等,但蝕刻因子卻很小,因此在此濃度下蝕刻不銹鋼板并不是最佳選擇。由圖4(d)可得,在浸泡式蝕刻中,粗糙度Ra值隨著FeCl3濃度的升高先增大后減小[13],在FeCl3濃度為300 g·L?1處,Ra值最大,蝕刻出的通道表面最粗糙。這是由于在低濃度時,蝕刻表面部分區域勢壘較低,易被蝕刻,存在細小淺坑,但蝕刻產物微粒細小,總體分布均勻,表面粗糙度較低。當FeCl3濃度增大時,微坑逐漸加深,蝕刻產物微粒也增多,使得在FeCl3濃度300 g·L?1時,Ra值最大。隨著FeCl3濃度繼續增大,蝕刻產物微粒粗大密集,微坑相對減小,使得總體粗糙度減小,表面比較平整,這與樊麗梅等[17]研究KOH溶液對蝕刻單晶硅的表面形貌相類似。
2.3 磷酸濃度對蝕刻質量的影響
配制FeCl3濃度為300 g·L?1,磷酸濃度分別為0、0.05、0.5、1.5、2.5 mol·L?1的溶液,蝕刻液溫度控制在40℃,浸泡時間6 h。實驗結果如圖5所示。
由圖5(a)顯示,在浸泡式蝕刻中,隨著磷酸濃度的升高,蝕刻速率快速減小,但是加入少量的磷酸溶液比不加入磷酸的蝕刻速率有所改善。這是因為一般來說,溶液中的H+對不銹鋼中的Fe也具有蝕刻作用,pH越低,蝕刻作用越大,有利于防止FeCl3水解成氫氧化鐵沉淀[15]。磷酸是一種中強酸,其能在水溶液中析出H+,抑制Fe3+的水解,加入少量磷酸有利于保持蝕刻液的蝕刻能力,并調節其蝕刻速率。但是,加入磷酸的量增大時,其有可能與不銹鋼形成不完善的磷酸鐵、氧化鐵混合物組成的鈍化膜,該磷化膜給基體不銹鋼提供保護,在一定程度上防止不銹鋼被腐蝕,起緩蝕作用[18]。因此磷酸濃度過大會阻礙蝕刻速率的加快,在蝕刻液中磷酸只能加入少量作為輔助性材料。
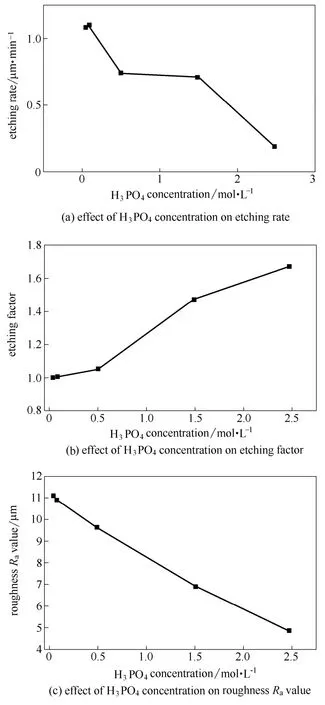
圖5 磷酸濃度對蝕刻質量的影響Fig.5 Effect of H3PO4concentration on etching quality
如圖5(b)所示,在浸泡式蝕刻中,蝕刻因子隨磷酸濃度的增加而增大。這是因為加入磷酸的量增大時,不銹鋼表面能形成致密的磷化膜,該磷化膜給基體不銹鋼提供保護,可以調節不銹鋼蝕刻,由于垂直方向蝕刻速率比水平方向的大,容易沖破垂直方向的磷化膜,此時水平方向的側蝕受到保護,促使蝕刻因子隨磷酸濃度的增加而增大。
由圖5(c)可以看出,在浸泡式蝕刻中,粗糙度Ra值隨著磷酸濃度的升高而減小,接近于反比例,磷酸濃度越高,Ra值越小,蝕刻出的通道的表面越光滑。這是因為鋼鐵在磷酸溶液中浸泡,形成致密的磷化膜,該磷化膜晶格在不銹鋼晶體上排列整齊,附著力強。因此,磷酸除了可以調節蝕刻速率,還可以大大減小蝕刻通道表面的粗糙度,加大磷酸濃度可以促使蝕刻通道表面光滑。

圖6 溫度對蝕刻質量的影響圖Fig.6 Effect of temperature on the etching quality
2.4 溫度對蝕刻質量的影響
配制FeCl3濃度為300 g·L?1,磷酸濃度為1.5 mol·L?1的溶液,溫度分別取32 、37 、40 、47℃。浸泡時間為6 h。實驗結果如圖6所示。
圖6(a)表明,在浸泡式蝕刻中,蝕刻速率隨溫度的升高而增大,溫度越高,蝕刻速率越大。這是因為當溫度升高時,一方面增加了分子的熱運動,加速了溶液的流動性,使溶液的黏度降低[19-20],擴散層的厚度減小[12],另一方面也增大了擴散系數、反應活性[5,21],加快了蝕刻速率,這與李佳等[22]研究蝕刻工藝的結果一致。但若溫度過高,一方面會引起蝕刻液成分的大量揮發,造成溶液組分比例失調;另一方面,使耐腐蝕油墨承受不住而被損壞,蝕刻速率降低。因此,綜合考慮,溫度不宜過高,控制在40℃左右為宜。
由圖6(b)中可看出,浸泡式蝕刻的蝕刻均勻性隨溫度的升高先減小后增大,并且在浸泡中40℃左右蝕刻均勻性最小,這反映了蝕刻液溫度的改變對蝕刻液的流動性及流動引起的蝕刻液均勻性存在一定的關系,使得在某一溫度下存在蝕刻均勻性最小值。
在浸泡式蝕刻中,蝕刻因子隨溫度的變化如圖6(c),隨著溫度的升高,蝕刻因子呈直線上升而后有所下降[14,18]。這與石磊等[16]得出的結論一致,溫度的升高有助于蝕刻因子的增大。但溫度過高容易使光刻膠溶解破壞,反而使蝕刻因子減小,因此溫度不是越高越好,應該控制在一定范圍內。
由圖6(d)可以看出,隨著溫度的升高,Ra值不斷增大且到后來有所較小[15,18,23]。這是由于在一定范圍內溫度升高,分子擴散加快,蝕刻速率加快,蝕刻產物微粒增多,不銹鋼表面微坑也增大加深,致使蝕刻通道表面粗糙度Ra值增大,這與余煥權等[18]在研究FeCl3溶液濃度及液溫對不銹鋼蝕刻面粗糙度的影響,在特定FeCl3溶液濃度下,液溫越低蝕刻面越光滑相一致。
2.5 間斷除去沉淀物對蝕刻質量的影響
分別配制含300、400 g·L?1的FeCl3溶液,各加入1.5 mol·L?1磷酸,蝕刻液溫度取40℃,并在各濃度FeCl3溶液中選取一部分不銹鋼,每隔30 min清除一次上面的黑色沉淀,共浸泡式蝕刻6 h。實驗結果如圖7所示。

圖7 黑色沉淀物對蝕刻質量的影響Fig.7 Effect of black sediment on the etching quality
如圖7(a)所示,在300、400 g·L?1的FeCl3溶液中間隔刷掉黑色沉淀物后蝕刻速率分別明顯大于6 h內未刷掉黑色沉淀的不銹鋼板蝕刻速率。說明蝕刻中產生的黑色膠狀沉淀物大大阻礙了蝕刻液離子向不銹鋼板基體的擴散及接觸[11],特別是201與304、316等不銹鋼板相比,含有更多的雜質,嚴重阻礙了蝕刻速率。因此,在蝕刻中采取噴淋式的方法,有利于黑色沉淀物從不銹鋼表面移除,加快蝕刻速率[14,18]。
由圖7(b)表明,與未間斷去掉黑色沉淀物相比,間斷去掉黑色沉淀物有利于使不銹鋼蝕刻均勻,特別是比起300 g·L?1FeCl3溶液,在400 g·L?1FeCl3溶液中間隔去掉黑色沉淀更有利于蝕刻均勻性。這是因為產生的黑色沉淀阻礙了不銹鋼與蝕刻液的接觸,黑色沉淀物表面比較粗糙,并且在有些地方黑色沉淀膜薄厚分布不均,致使在清除黑色沉淀后,很大地影響了不銹鋼蝕刻的均勻性。因此及時去掉黑色沉淀更有利于實現蝕刻均勻。
如圖7(c)顯示,間隔刷掉黑色沉淀物的不銹鋼板側蝕因子明顯小于6 h內未去除黑色沉淀的不銹鋼板側蝕因子。說明雖然間斷清除黑色沉淀物有利于黑色沉淀物從不銹鋼表面移除,加快蝕刻速率,但是黑色沉淀物呈黏稠狀,與不銹鋼板基體連接緊密,在間斷除去黑色沉淀物的同時會破壞光刻膠,增大原來模板的線寬,再放進蝕刻液時會加大側蝕量。因此,間隔去除黑色沉淀物的不銹鋼板側蝕因子小于蝕刻中未去除黑色沉淀的不銹鋼板側蝕因子。
由圖7(d)中可得,在300、400 g·L?1的FeCl3溶液中間隔刷掉黑色沉淀物后粗糙度Ra值分別減小了2.5278、1.3931 μm,說明間斷除掉黑色沉淀物可以使Ra值減小,蝕刻通道表面粗糙度減小,說明黑色沉淀物對蝕刻通道表面的粗糙有影響。
因此在不破壞光刻膠情況下,及時除掉蝕刻中產生的雜質對于提高蝕刻質量很有益處。
3 結 論
本文通過浸泡式實驗方法對化學蝕刻進行一定的研究,對蝕刻工藝有了一定的認識,并分析了各因素對蝕刻質量的影響以找出最佳工藝參數范圍。由結果分析可得,在一定范圍內,相對蝕刻速度、FeCl3濃度、磷酸濃度、線寬、溫度、黑色沉淀物對蝕刻效率、蝕刻質量有著很大的影響。在本文實驗條件下,綜合考慮以上影響因素,得到的大致蝕刻工藝范圍為:三氯化鐵濃度450~500 g·L?1、磷酸濃度1.0 mol·L?1左右、蝕刻液溫度45℃左右。
符 號 說 明
a,a0,a1,aAVE——分別為側蝕量、蝕刻前的設計通道寬度、蝕刻后的實際通道寬度、平均側蝕量,μm
hAVE、hMAX、hMIN——分別為蝕刻深度的平均值、最大值及最小值,μm
l——蝕刻因子
t——蝕刻時間,min
u——蝕刻均勻性,%
v——蝕刻速率,μm·min?1
[1] Martin P M, Matson D W, Bennett W D. Microfabrication methods for microchannel reactions and separations systems [J].Chm Eng.Comm., 1999, 173: 245-254.
[2] Masaki Kanai, Masanori Nishino, Satoshi Matsuoka, Takahiro Nishimoto, Masahito Ueda. Development of a highly-reliable metal microchannel plate applicable to separation column of gas chromatography//16th International Conference on Miniaturized Systems for Chemistry and Life Sciences [C]. Okinawa, Japan: 2012: 1171-1173.
[3] Mylavarapu S K, Sun X D, Christensen R N, Unocic R R, Glosup R E, Patterson M W. Fabrication and design aspects of high-temperature compact diffusion bonded heat exchangers [J].Nuclear Engineering and Design, 2011, 246: 49-56.
[4] Sai Mylavarapu, Sun Xiaodong, Justin Figley. Investigation of high temperature printed circuit heat exchangers for very high temperature reactors [J].Journal of Engineering for Gas Turbines and Power, 2009, 131: 1-7.
[5] Fu Yuting (傅玉婷), Ba Junzhou (巴俊洲), Jiang Yaxiong (蔣亞雄),Yan Feixue (顏飛雪). Study on influent factors of stainless steel etching rate [J].Plating and Finishing(電鍍與精飾), 2010, 32 (2): 34-36.
[6] Zhang Gang (張剛), Yu Mingyao (于明瑤), Kang Yanhong (康艷紅). Study on ferric chloride etchant etching ability [J].Liaoning Chemical Industry(遼寧化工), 2012, 41 (12): 1249-1265.
[7] Fu Yuting (傅玉婷), Ba Junzhou (巴俊洲), Jiang Yaxiong (蔣亞雄), Yan Feixue (顏飛雪). Lateral erosion of stainless steel spray etching [J].Warship Chemical Defense(艦船防化), 2010, 4:15-18.
[8] Huang Yuxin (黃雨新), He Wei (何為), Hu Youzuo (胡友作). Study on CuCl2acid etching liquid dynamic etch uniformity and etching rate [J].Printed Circuit Information(印制電路信息), 2012, (2): 38-41.
[9] Yin Guoqin (尹國欽), Zheng Tengwei (鄭騰威). The production of photochemical etching process [J].Application Technology, 2014, 12: 187-188.
[10] Hyung Min Lee, Mooryong Park, Gwang Ho Park and Chinho Park. Wet etching of stainless steel foil by aqueous ferric chloride solution [J].Korean Chem.Eng.Res., 2012, 2 (50): 211-216.
[11] Sun Lingjun, Liang Junsheng, Liu Chong, Cao Yuanbao, Chen Li, Liu Junshan. Effects of the initial stencil width on stainless steel wet chemical etching: combined model and experimental investigations [J].Journal of Micromechanics and Microengineering, 2009, 19: 1-8.
[12] Liu Piao (劉飄), Du Yongguo (堵永國), Zhang Weijun (張為軍), Lu Yufeng (蘆玉峰), Yang Juan (楊娟), Ma Zhandong (馬占東). Factors of influencing iron nickel alloy etching rate in the ferric chloride solution [J].Corrosion and Protection(腐蝕與防護), 2007, 28 (5): 238-241.
[13] P Nageswara Rao, Deepak Kunzru. Fabrication of microchannels on stainless steel by wet chemical etching [J].Journal of Micromechanics and Microengineering, 2007, 17: 99-106.
[14] Gu Jiangnan (顧江楠), Yu Shangxian (余尚先). Study on etching stainless steel in the ferric chloride solution [J].Plating and Finishing(電鍍與精飾), 1998, 10 (4): 6-9.
[15] Sun Congzhen (孫從征), Guan Congsheng (管從勝). Research on stainless steel mold plate chemical etching, polishing and electroplating chromium [J].Electroplating &Finishing(電鍍與涂飾), 2006, 28 (1): 14-17.
[16] Shi Lei (石磊). Influence factors and control of lateral erosion [J].Printed Circuit Information(印制電路信息), 2000, (5): 44-46.
[17] Fan Limei (樊麗梅), Wen Jiuba (文九巴), Zhao Shengli (趙勝利), Zhu Yaomin (祝要民). Study on chemical etching monocrystalline silicon and its surface morphology [J].Surface Technology(表面技術), 2007, 36 (1): 19-21.
[18] Yu Huanquan (余煥權). The etching technology of stainless steel decorative pattern [J].Materials Protection(材料保護), 2000, 33 (2): 22-25.
[19] Song Qing (宋卿), Yu Zhaoqin (于兆勤), Zhang Yongjun (張永俊), Wang Guan (王冠). Study on etching depth of spraying etching mold steel [J].Journal of Guangdong University of Technology(廣東工業大學學報), 2013, 42 (4): 21-23.
[20] Jeong Heung-cheol, Kim Dong-wook, Choi Gyung-min, Kim Duck-Jool. The effect of spray characteristics on the etching of invar alloy with FeCl3solution [J].International Journal of Precision Engineering and Manufacturing, 2009, 10 (4): 107-114.
[21] Zhou Wei, Song Rong, Jiang Lelun, Xu Wenping, Liang Guokai, Cheng Decai, Liu Lingjiao. Chemical etching process of copper electrode for bioelectrical impedance technology [J].Transactions of Nonferrous Metals Society of China, 2012, 22: 1501-1506.
[22] Li Jia (李佳), Li Deliang (李德良), Mo Ling (莫凌). Study on nitric acid etching liquid etching process [J].Surface Technology(表面技術), 2010, 39 (3): 87-89.
[23] Zhang Yongcheng (張永成), Lu Jianshu (盧建樹). Study on surface structure of 304 stainless steel chemical etching [J].Surface Technology(表面技術), 2015, 44 (1): 122-126.
Experiment on immersion chemical etching technology of fluid micro-channels
XIN Fei, LI Lei, WANG Qiuwang
(Key Laboratory of Thermo-Fluid Science and Engineering,Ministry of Education,Xi’an Jiaotong University,Xi’an710049,Shaanxi,China)
As a new type of modern manufacturing technologies, micro-fabrication technology comes into being with the emergence of micro-manufacturing, which realizes the machining and assembly in micro size. The chemical etching technology is one of the major processing methods for micro-fabrication technology, which includes immersing, bubbling, spraying and so on. Among them the equipment of immersion etching is simple, easy to operate and relatively low-cost. In this study, the influence of etching time, concentration of the etching liquid composition, etching temperature and other factors on the chemical etching is mainly studied by using single factor immersion method. The results show that FeCl3concentration, H3PO4concentration in the etching liquid, etching temperature and others heavily affected the etching rate, etching uniformity, lateral erosion and surface roughness. It provides elementary process parameters for the micro-manufacturing.
micro-manufacturing; stainless steel; chemical reaction; etching solution; etching quality; surface appearance; measurement
WANG Qiuwang, wangqw@mail.xjtu.edu.cn
10.11949/j.issn.0438-1157.20150132
TG 178;TQ 138.1
:A
:0438—1157(2015)10—4115—08
2015-01-27收到初稿,2015-06-01收到修改稿。
聯系人:王秋旺。
:辛菲(1991—),女,碩士研究生。
國家自然科學基金國際(地區)合作與交流項目(51120165002)。
Received date: 2015-01-27.
Foundation item: supported by the International Cooperation and Exchanges Project of NSFC of China (51120165002).
猜你喜歡
趣味(數學)(2022年3期)2022-06-02 02:32:52
山東冶金(2022年1期)2022-04-19 13:40:20
小哥白尼(軍事科學)(2021年12期)2021-03-29 00:49:18
山東冶金(2019年1期)2019-03-30 01:35:32
中國特種設備安全(2018年10期)2018-12-18 02:17:18
酒·飲料技術裝備(2018年1期)2018-04-28 09:09:10
中學生數理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術與機床(2017年8期)2017-11-27 02:10:21
商洛學院學報(2017年2期)2017-05-17 05:19:50
石油化工建設(2016年4期)2016-02-27 15:03:16