超大截面水輪機主軸熱處理生產工藝的優化
2015-02-05 08:58:56王富貴
金屬加工(熱加工) 2015年11期
■ 王富貴
水輪機主軸是水電站常用的產品,其作用主要是用來傳遞扭矩,一般常用材料為20SiMn。小容量水輪發電機一般采用整鍛實心軸;大中型的發電機一般采用整鍛空心軸。我廠生產的大截面主軸為整鍛實心軸(見圖1),鍛后熱處理后需保證無損檢測和力學性能要求,其無損檢測應滿足EN 10228-3中的2級(單個缺陷<φ8m m,密集缺陷<φ5mm),力學性能要求見表1。
目前我廠生產的此類主軸一端法蘭直徑達3100mm,存在的主要生產問題是鍛后熱處理空冷時間長,占用現場空地多,以及生產周期長等問題;存在的主要質量問題是無損檢測不合格以及性能不穩定等問題。
1.傳統工藝介紹
傳統大截面主軸熱處理工藝采取“正火+回火”的方案,如圖2所示。
此工藝方案在實際生產中主要存在以下三個問題:
(1)主軸法蘭端截面較大,最大截面達到φ3100mm,經圖2熱處理后,超聲波檢測很難一次性合格。
(2)為滿足技術條件要求,實際正火吊下空冷時主軸兩端共需8臺風機鼓風冷卻,需用大量風機和生產場地(見圖3)。
(3)正火吊下空冷周期較長,至少需要30h。
2.優化工藝方案
(1)為進一步減小熱處理有效壁厚,無損檢測一次合格,我們根據精加工圖樣編制了臨時粗加工圖,將其加工成空心鍛件,如圖4所示。
(2)采取“淬火+回火(調質)”優化熱處理工藝代替傳統“正火+回火”原熱處理工藝方案,如圖5所示。
從工藝角度講,淬火時存在風險,為避免潛在危險,淬火時禁止水循環,并且淬火后及時入爐消除淬火應力;從生產周期看,采用調質工藝后生產周期比原來縮短了1天。
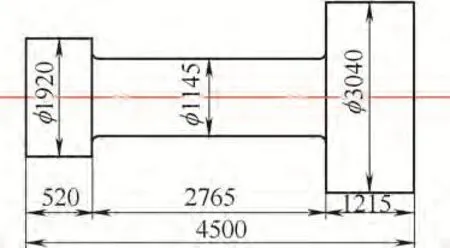
圖1 主軸鍛件尺寸
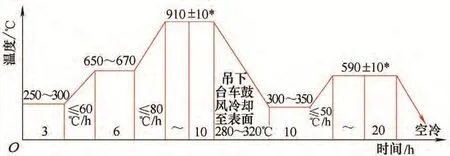
圖2 傳統熱處理工藝方案

表1 主軸力學性能要求
(3)選用此工藝只需一個水槽即可實現工藝要求,不需要占用大量風機和現場空地,并且淬火冷卻速度較鼓風冷卻速度大,且冷卻均勻,組織更加細化,很易滿足無損檢測和力學性能要求。
3.工藝對比
優化工藝和傳統工藝對比情況如下:
(1)技術條件要求 根據以前20SiMn數據資料,σs可達到275~300MPa,σb能滿足要求,且最大可達到520MPa,δ可達到30%~35%,ψ>60%,一般情況下AKU>70J。淬火冷卻速度較鼓風冷卻速度大,組織更加細化,很容易滿足性能要求。
(2)鍛件生產條件 優化后可采用一個橋式起重機、兩個吊鏈。若采傳統工藝,一爐裝兩件主軸時,車間風機數量不能滿足工藝與生產要求,并且占用大量現場空間。若采用優化工藝,淬火只需要一個水槽即可實現工藝要求,操作簡單且省時。
(3)冷卻效果 若采用傳統工藝,正火鼓風冷卻只加快法蘭端冷卻,兩端冷卻速度較大,軸身冷卻速度緩慢,相當于正常空冷,軸身蓄熱量很大,散熱緩慢,整個鍛件冷卻不均勻。優化工藝后,相對于兩端鼓風冷卻,鍛件截面冷卻較為均勻。
(4)生產周期 傳統工藝:正火從910℃鼓風冷卻至280~320℃,需用時30h左右;優化工藝:若一爐裝兩件主軸,淬火共需7h,4h后即可入爐進行回火。
4.最終結果
采取優化工藝后的性能指標與傳統正回火后的性能指標對比見表2,無損檢測結果對比見表3。
采取優化熱處理工藝方案后,力學性能檢測和無損檢測均一次性合格,并且經調質后性能指標明顯優于正回火后的指標。
5.結語
通過主軸熱處理工藝的優化,產品質量比原來提高30%;生產效率比原來提高1.5倍;生產周期縮短了1天。解決了生產場地緊張和質量問題,滿足了技術與生產需要,為今后改進其他大截面鍛件生產方式,提高生產效率打下了基礎。

圖3 主軸吊下空冷現場
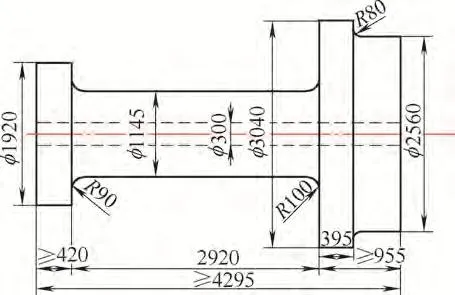
圖4 臨時粗加工
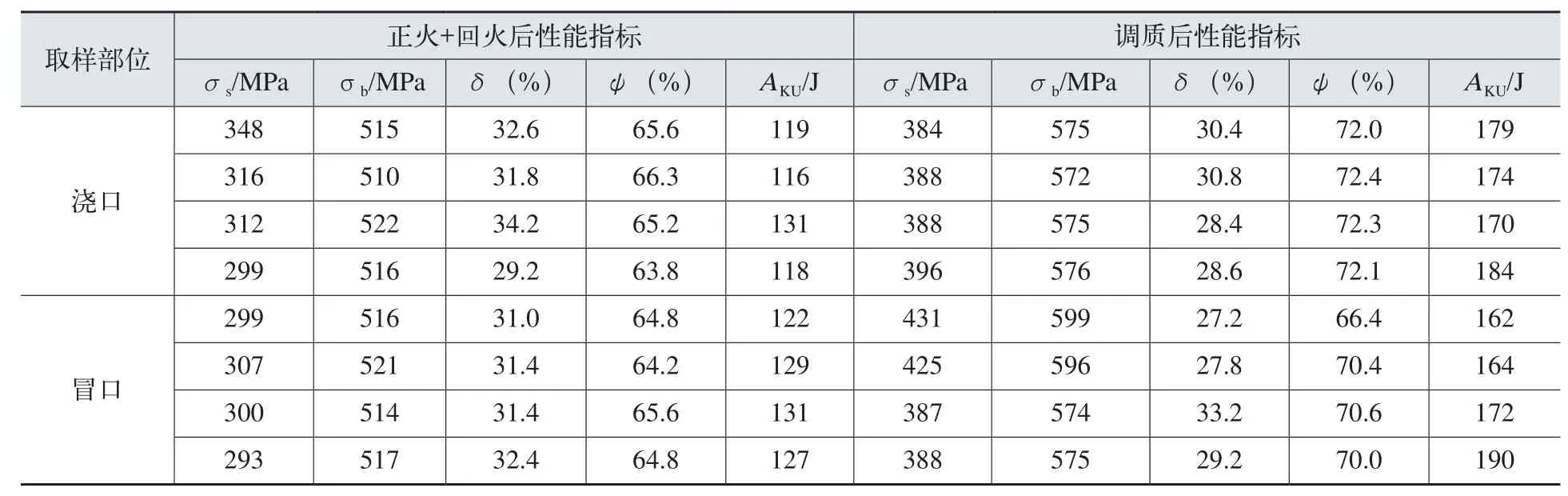
表2 力學性能對比
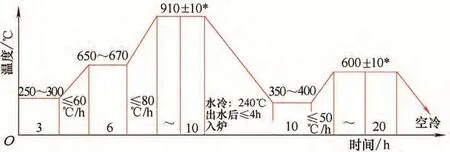
圖5 優化熱處理工藝
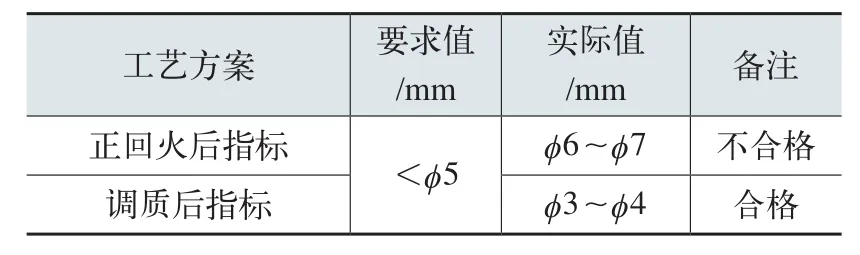
表3 無損檢測對比
20150226
猜你喜歡
房地產導刊(2022年5期)2022-06-01 06:20:14
云南化工(2021年11期)2022-01-12 06:06:14
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
山東冶金(2019年3期)2019-07-10 00:54:00
銅業工程(2015年4期)2015-12-29 02:48:39
焊接(2015年9期)2015-07-18 11:03:53