SiC光學材料的電弧增強等離子體加工方法*
2015-02-02 01:21:53史寶魯戴一帆解旭輝
國防科技大學學報 2015年6期
史寶魯,戴一帆,解旭輝,周 林
(1.國防科技大學 機電工程與自動化學院, 湖南 長沙 410073;
2.超精密加工技術湖南省重點實驗室, 湖南 長沙 410073)
?
SiC光學材料的電弧增強等離子體加工方法*
史寶魯1,2,戴一帆1,2,解旭輝1,2,周林1,2
(1.國防科技大學 機電工程與自動化學院, 湖南 長沙410073;
2.超精密加工技術湖南省重點實驗室, 湖南 長沙410073)
摘要:SiC光學材料具有高化學穩定性,其在普通的等離子體加工中難以獲得較高的加工效率。在等離子體加工實驗中,發現提高等離子體的自身射頻電壓可增強等離子體與SiC材料之間的電弧放電作用,而借助電弧的增強作用可提高SiC材料的加工效率,因此提出電弧增強等離子體加工方法。為研究電弧的形成原理,使用自制的探針分別測量了普通電感耦合等離子體和電弧增強等離子體的電壓。分別使用傳統方法和電弧增強方法對S-SiC進行直線掃描加工實驗,證明了電弧增強等離子體加工方法具有更高的加工效率。
關鍵詞:電感耦合等離子體;射頻電壓;電弧等離子體;碳化硅
等離子體作為物質的第四態,天然地具有許多獨特的物理化學性質:①溫度高、粒子動能大;②具有導電性;③化學性質活潑,容易發生化學反應[1]。等離子體技術已被廣泛應用于能源、物質、材料和環境等專業領域中,并越來越重要。在光學零件加工中,等離子體加工技術也已成為新的研究熱點,國內外已發展了多種等離子體加工方法,實現了熔石英和SiC等主要光學材料的加工[2-10]。
光學材料的等離子體加工方法是利用等離子體中高活性的氟原子(F*)與光學材料中的硅原子(Si)發生化學反應,生成氣態的SiF4,從而實現光學材料的去除,達到材料加工的目的。此種方法加工效率高、無須接觸、不會造成材料損傷,受到越來越多的重視。
在20世紀90年代前,以反應離子刻蝕[2](Reactive Ion Etching, RIE)為代表的真空條件下等離子體刻蝕技術已被廣泛應用于半導體行業中,但由于其加工效率過低(<0.1mm3/min),無法應用于光學材料加工中。為此,發展了等離子體輔助化學刻蝕技術(Plasma Assisted Chemical Etching, PACE),其將氣體的放電氣壓由10mT提高到了10T,放電功率由1W/cm3提高到了10W/cm3,熔石英的加工效率提高至10mm3/min[3]。
隨著等離子體技術的發展,大氣等離子體技術漸漸應用于光學材料加工中。為產生等離子體,一般需要在放電室內產生交變電場,以加速氣體所攜帶的自由電子運動,使之與氣體分子不斷碰撞,繼而使分子電離。等離子體加工方法同樣可以按照能量耦合方式進行分類,即電容耦合式和電感耦合式加工方法。
目前應用成熟的電容耦合式大氣等離子體加工技術包括日本大阪大學的等離子體化學蒸發加工(Plasma Chemical Vaporization Machining, PCVM)技術[4-5],德國萊布尼茨表面改性研究所(IOM)的等離子體射流加工(Plasma Jet Machining, PJM)技術[6-7]和哈爾濱工業大學的大氣等離子體拋光[8]。
英國Cranfield大學與倫敦大學學院研發的反應原子等離子體加工技術(Reactive Atom Plasma Technology, RAPT)則利用了電感耦合原理產生等離子體[9-10]。
本實驗室利用電感耦合原理獲得等離子體,并已在熔石英和SiC光學材料的等離子體加工中開展了研究。在熔石英的加工中,已獲得與國外報道的相當的材料去除率和加工穩定性,但在SiC材料的加工中卻遇到了許多困難。因為等離子體加工實質上是化學反應過程,而SiC材料的化學穩定性極高,這就使得依賴于化學反應實現材料去除的等離子體加工變得十分困難。由于SiC材料燒結方法的不同,不同SiC材料之間的加工特性也不同。反應燒結碳化硅(RB-SiC)由于材料中游離的Si存在較多,較無壓燒結碳化硅(S-SiC)更容易實現等離子體加工。國內外有關SiC光學材料的等離子體加工報道仍然很少。IOM利用PJM對SiC材料進行加工,獲得的加工效率為0.12 mm3/min[7]。英國Granfield大學也曾報道過應用RAPT加工SiC材料去除機械加工后的鏡面亞表面損傷的成果。
為提高SiC材料的加工效率,文獻[11]研發了一種電弧增強等離子體(Arc-Enhanced Plasma, AEP)加工方法,稱為離子增強的電感耦合等離子體(Inductively Coupled Plasma, ICP)加工方法。該方法認為氬離子的撞擊作用在加工過程中起著提高效率的作用,但在之后的研究中發現起主要作用的應是電弧的形成。
1材料高效加工原理
采用電感耦合原理獲得等離子體,產生原理如圖1所示。實驗中所使用的ICP炬管由Fassel式炬管改造制成。炬管為三層同心管結構,其中,外管中沿切向通入Ar(8~12slm),冷卻石英管壁,防止等離子體將管壁熔化;中管中通入Ar(0.5~2slm)利于產生等離子體,并防止等離子體熔化內管;內管中通入所需要的反應氣體(如SF6,CF4和NF3等),產生活性F*原子。當線圈中通入射頻電流后,炬管內將產生強烈振蕩的磁場,此時將攜帶有少量自由電子的Ar通入磁場中,電子在磁場作用下振蕩并與其他粒子碰撞,形成環形電流,最終形成等離子體。
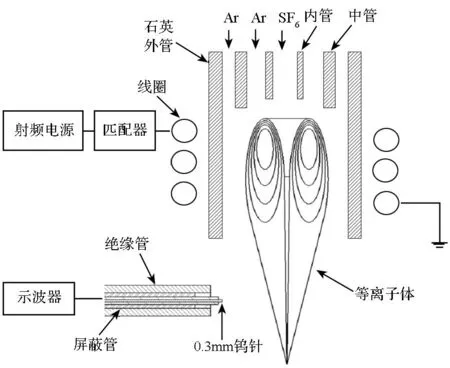
圖1 電感耦合等離子體發生原理和電壓測量示意圖Fig.1 Generation principle and voltage measurement diagram of ICP
等離子體加工SiC材料時,活性F*原子與材料中的Si原子反應生成氣態SiF4,化學反應式如式(1):
Si+4F*→SiF4↑
(1)
其化學反應速率符合阿倫尼烏斯方程,因此,等離子體加工的材料去除率也符合阿倫尼烏斯方程形式(Arrhenius-type)[10],即:

(2)
其中,MRR為材料去除率,C為材料常數,nF為氟原子濃度,Ea為反應活化能,R為氣體常數,T為反應溫度。
由式(2)可知,提高等離子體加工效率的方法為提高反應溫度T和降低反應活化能Ea。加工前對工件進行預熱,可將加工效率提高2~3倍,但這并不適用于大型光學零件的加工。因此,降低反應活化能是提高加工效率的最好途徑。
由于線圈與等離子體之間寄生電容的存在,電感耦合等離子體中往往也存在電容耦合效應。文獻[12]分析了電容耦合效應對在真空條件下工作的電感耦合等離子體刻蝕機的影響,并得到了結論:等離子體電壓實際上與線圈電壓相關。
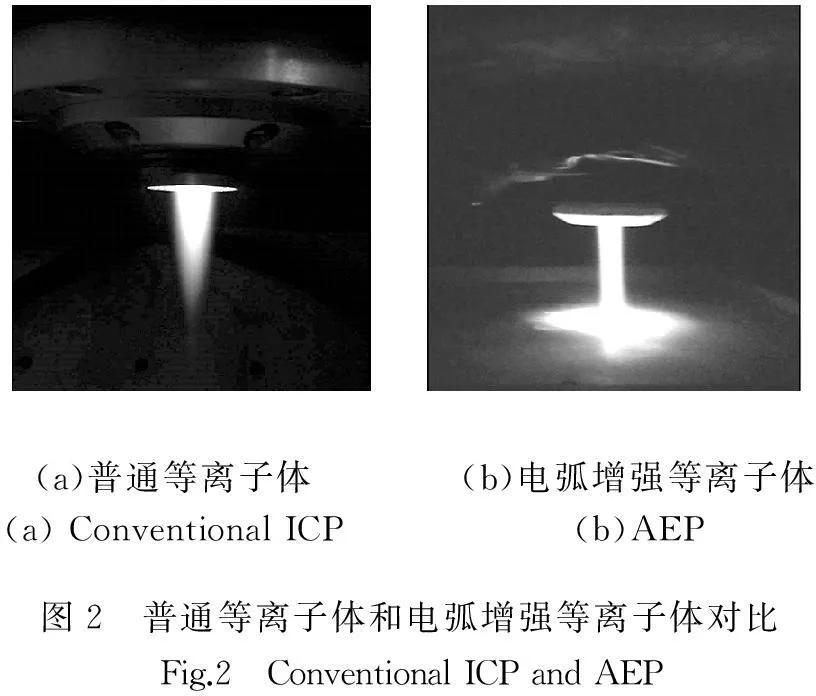
改變線圈結構,提高線圈電壓,可提高等離子體的射頻電壓,而當具有較高射頻電壓的等離子體接觸導體或半導體工件時,等離子體與工件將產生電弧放電現象,如圖2所示。SiC材料為典型的半導體材料,當等離子體與其接近時將產生電弧放電現象。
由能帶理論(半導體材料存在具有自由電子的導帶和束縛電子的價帶,導帶底和價帶頂之間的能差為禁帶寬度,是破壞共價鍵所需要的最低能量)可知:在外界電弧作用下,高能電子通過和晶格的碰撞將能量傳遞給晶格,而價帶中電子受到激發進入導帶中,相當于共價鍵上的電子掙脫束縛,形成導電電子,破壞其共價鍵,從而降低了反應活化能,顯著提高其加工效率。
2結果與討論
2.1 射頻電壓測量
實驗中使用自制的探針對等離子體電壓進行測量。探針結構如圖1所示,使用0.3mm的鎢針作為探頭,在其周圍進行接地屏蔽,使探針的特征阻抗為50Ω,探針最外層使用剛玉管進行絕緣和保護。由于電弧增強的電感耦合等離子體的溫度非常高(0.1mm以下的鎢絲瞬間可熔化),因此,測量過程中,探針必須做快速的往復運動,以防止探針在等離子體中停留時間過久而熔化。探針檢測電壓信號,使用示波器對其進行觀察。
等離子體是圍繞線圈軸線旋轉對稱的,因此只需要測量等離子體半徑方向的各點電壓即可獲得等離子體整體的射頻電壓值。實驗中沿等離子體的徑向長度的電壓測量間隔為1mm,沿軸向長度的測量間隔為5mm,測量的起始點為炬管口。
由于SF6中的F原子在活性狀態時與探針的鎢反應,因此在測量等離子體電壓時不能通入反應氣體SF6。
普通電感耦合等離子體和電弧增強等離子體的測量結果如圖3所示,圖中電壓值為等離子體的峰值電壓。
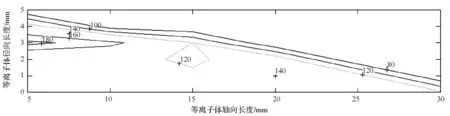
(a)1000W下的普通等離子體電壓測量結果(a) Voltage measurement result of conventional ICP when the power is 1000W
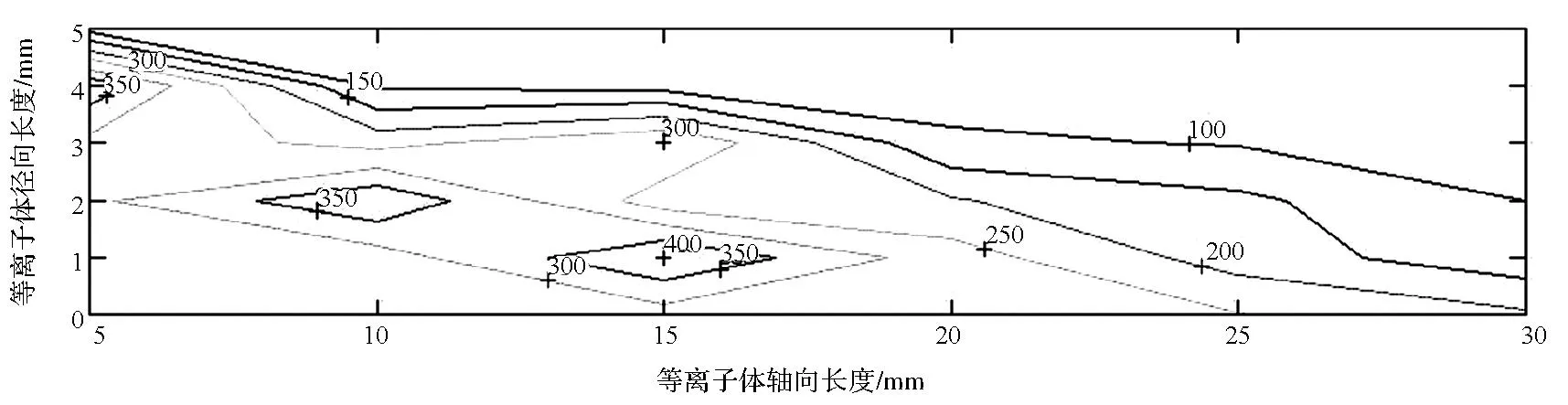
(b)1000W下的電弧增強等離子體電壓測量結果(b) Voltage measurement result of AEP when the power is 1000W圖3 普通等離子體和電弧增強等離子體電壓測量結果Fig.3 Results of voltage measurement of conventional ICP and AEP
由圖3(a)所示測量結果可知,輸入功率為1000W時,最大峰值電壓為180V,位于徑向3mm、軸向5mm位置,而不是中心0mm處,隨著等離子體軸向長度的增加,等離子體電壓逐漸變小,在軸向長度30mm處,電壓值為140V,此時只有等離子體的尖端具有較高的電壓。因此,可以得到以下結論:①等離子體中的電壓分布并不是均勻的,這是因為趨膚效應使等離子體的環形電流處于等離子體中的最外層,因此,等離子體的最大電壓的測量值位于等離子體外層,等離子體內部的電壓基本相等,可視為等電勢的;②隨著等離子體噴射長度的增加,即軸向長度的增加,等離子體的電壓逐漸下降。而由圖3(b)所示測量結果可知,輸入功率為1000W時,最大峰值電壓為400V,位于徑向1~2mm、軸向5~20mm位置,同普通等離子體一樣并不是在中心處,隨著等離子體軸向長度的增加,等離子體電壓逐漸變小,在軸向長度30mm處,電壓值為210V,此時只有等離子體的尖端具有較高的電壓。
對比圖3(a)和圖3(b)可發現,在功率同樣為1000W時,電弧增強等離子體的最大峰值電壓400V顯著高于普通等離子體的180V。射頻電壓的提高,使等離子體與鎢針之間的放電增強,最大峰值電壓區域也變得不同。電弧增強等離子體的最大放電區域長度更長,寬度更大,并且有向中心收縮的趨勢。
2.2 等離子體直線掃描加工
分別使用普通等離子體和電弧增強等離子體在相同的實驗參數(功率1000W,反應氣體組成為20sccm Ar 和10sccm SF6)下對直徑為133mm的S-SiC樣件進行直線掃描加工,直線掃描速度為50mm/min,加工結果見圖4和表1。
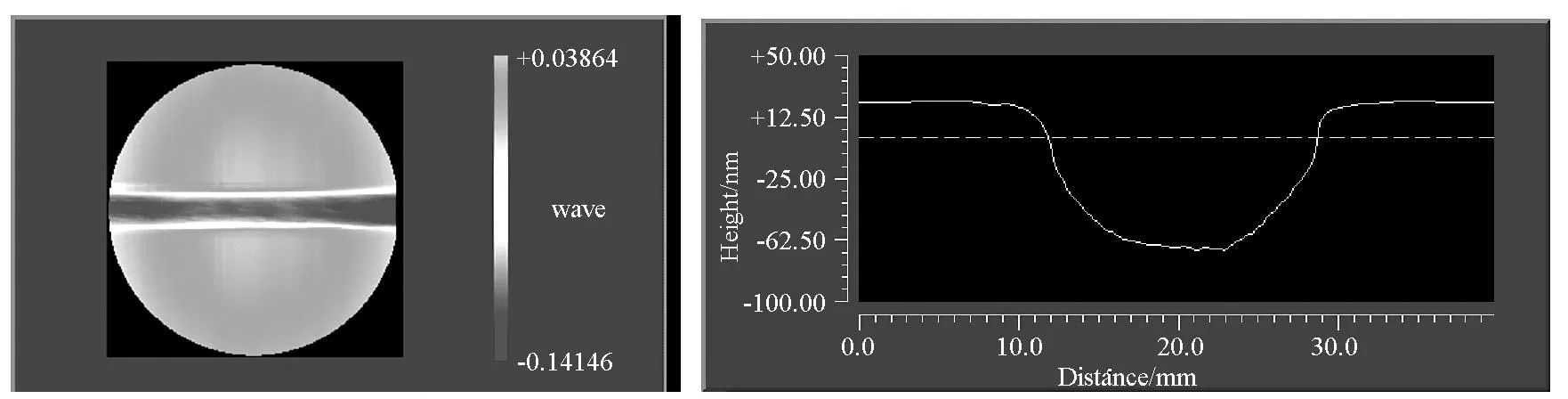
(a)普通電感耦合等離子體加工直線掃描加工結果(a) Result of conventional ICP machining
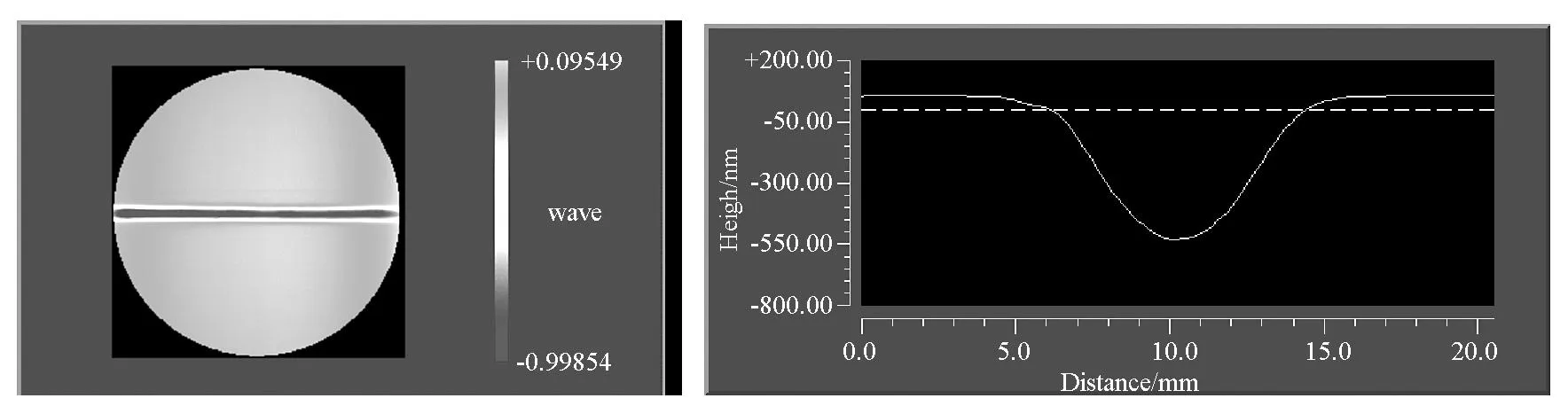
(b)電弧增強等離子體加工直線掃描加工結果(b) Result of AEP machining圖4 普通等離子體和電弧增強等離子體直線掃描加工結果Fig.4 Results of conventional ICP machining and AEP machining
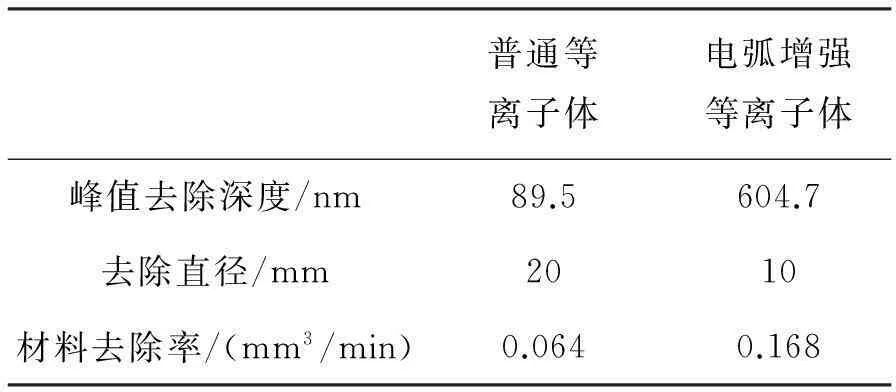
表1 普通等離子體和電弧增強等離子體
由圖4(a)可知,普通等離子體加工方法在加工S-SiC時,去除函數并非高斯型,而近似圓形,材料去除率為0.064mm3/min。
而在使用電弧增強等離子體加工方法對同一S-SiC工件進行加工后,由圖4(b)所示結果可知,其去除函數為高斯型,而材料去除率為0.168mm3/min,計算得到的峰值去除率約為8μm/min,是SiC光學材料研磨工藝[13]的3~4倍。
比較表1中的加工結果可知,電弧增強等離子體加工方法具有更大的材料去除率,約為普通等離子體加工方法的2.6倍。雖然電弧的形成使電弧增強等離子體變長變細,使其去除函數的直徑減小,約為普通等離子體加工方法的一半,但是其峰值去除深度大大提高,約為后者的7倍。直徑小但峰值去除率高的去除函數在SiC材料鏡面修形中更具有優勢。因此,電弧增強等離子體加工方法可以應用于磨削后的SiC反射鏡的修形加工中,大大縮短加工時間。
比較圖4(a)和圖4(b)可知,普通等離子體加工方法的去除函數并非標準的高斯型,與之相比,具有較好的高斯型去除函數形狀的電弧增強等離子體加工方法在實際的加工應用中更有優勢。
3結論
在使用電弧增強等離子體加工方法加工SiC光學材料時,電弧的產生可以顯著提升SiC材料的加工效率。加工過程中,電弧中的高能電子將能量傳遞給SiC晶格,激發價帶中的電子進入導帶中,破壞維持SiC材料穩定的共價鍵,減小化學反應的活化能,從而提高加工效率。使用自制的探針進行了等離子體電壓測量實驗,發現電弧增強等離子體與普通電感耦合等離子體相比,具有更高的射頻電壓,由于趨膚效應的作用,等離子體的最大電壓位于等離子體外層,隨著等離子體噴出長度的增加,等離子體電壓下降。分別使用兩種加工方法在相同的工藝參數下對S-SiC進行直線掃描加工實驗,對比發現電弧增強等離子體加工方法在加工過程中具有更高的加工效率,約為普通加工方法的2.6倍,且具有高斯型的去除函數,相比于普通等離子體加工的非高斯型去除函數具有更好的工程應用前景。
參考文獻(References)
[1]趙青, 劉述章, 童洪輝. 等離子體技術及應用[M]. 北京:國防工業出版社, 2009.
ZHAO Qing, LIU Shuzhang, TONG Honghui. Plasma technology and its applications[M]. Beijing: National Defence Industry Press, 2009. (in Chinese)
[2]Oehrlein G S. Rutherford backscattering studies of plasma-etched silicon[J]. Journal of Applied Physics, 1986, 59(9): 3053-3062.
[3]Bollinger L D, Zarowin C B. Rapid, non-mechanical damage free figuring of optical surfaces using PACE. Ⅱ: theory and process control[C]//Proceedings of SPIE Advances in Fabrication and Metrology for Optics and Large Optics, 1989: 91-97.
[4]Takino H, Shibata N, Itoh H, et al. Computer numerically controlled plasma chemical vaporization machining with a pipe electrode for optical fabrication [J]. Applied Optics,1998, 37(22): 5198-5210.
[5]Hideo T, Kazuya Y, Yasuhisa S, et al. Removal characteristics of plasma chemical vaporization machining with a pipe electrode for optical fabrication[J]. Applied Optics, 2010, 49(23):4434-4440.
[6]Arnold T, Bohm G, Paetzelt H. Ultra-precision surface machining with reactive plasma jets[J]. Contributions to Plasma Physics, 2014, 54(2): 145-154.
[7]Arnold T, Bohm G. Application of atmospheric plasma jet machining (PJM) for effective surface figuring of SiC[J]. Precision Engineering, 2012, 36(4): 546-55.
[8]Jin H L, Wang B, Zhang F H. Spectroscopic characterization of fluorine atoms in atmospheric pressure He/SF6plasmas[J]. Chinese Optics Letters, 2011, 9(6):97-99.
[9]Fanara C, Shore P, Nicholls J R, et al. A new reactive atom plasma technology (RAPT) for precision machining: the etching of ULE surfaces[J]. Advanced Engineering Materials, 2006, 8(10): 933-939.
[10]Castelli M, Jourdain R, Morantz P, et al. Rapid optical surface figuring using reactive atom plasma[J]. Precision Engineering, 2012, 36(3): 467-476.
[11]Shi B L, Xie X H, Dai Y F, et al. A high efficiency machining method of SiC: ion-enhanced atmospheric pressure plasma machining[C]//Proceedings of SPIE, 2014: 928104.
[12]Watanabe M, Shaw D M, Collins G J, et al. Radio-frequency plasma potential variations originating from capacitive coupling from the coil antenna in inductively coupled plasmas[J]. Journal of Applied Physics, 1999, 85: 3428-3434.
[13]李圣怡, 戴一帆, 康念輝, 等. 碳化硅光學反射鏡超精密加工的基礎理論與方法[M]. 北京:科學出版社, 2014.
LI Shengyi, DAI Yifan, KANG Nianhui, et al. Basic theory and method for ultra precision machining of silicon carbide mirror[M]. Beijing: Science Press, 2014. (in Chinese)
http://journal.nudt.edu.cn
Arc-enhanced plasma machining method of SiC optical material
SHIBaolu1,2,DAIYifan1,2,XIEXuhui1,2,ZHOULin1,2
(1.College of Mechatronics Engineering and Automation, National University of Defense Technology, Changsha 410073, China;
2. Hunan Key Laboratory of Ultra-precision Machining Technology, Changsha 410073, China)
Abstract:Since the chemical stability of SiC is extremely high, there is a low efficiency of SiC mirrors for conventional inductively coupled plasma (ICP) processing method. The plasma processing experiment reveals that the increase of plasma radio-frequency can enhance the arc discharge effect between plasma and SiC. The enhancing effect of arc can increase the processing efficiency of SiC, so the arc-enhanced plasma (AEP) processing method was developed. In order to research the formation principle of arc, the voltages of ICP and AEP were measured respectively by using the self-made probe. The conventional and the arc-enhanced methods were employed respectively to conduct linear scanning machining experiment on the sintered silicon carbide (S-SiC), which demonstrates the higher processing efficiency of AEP method.
Key words:inductively coupled plasma; radio-frequency voltage; arc plasma; silicon carbide
中圖分類號:TH161
文獻標志碼:A
文章編號:1001-2486(2015)06-034-05
作者簡介:史寶魯(1986—),男,山東東營人,博士研究生,E-mail:qiuxuealu@aliyun.com;戴一帆(通信作者),男,教授,博士,博士生導師,E-mail:dyf@nudt.edu.cn
基金項目:國家重點基礎研究發展計劃資助項目(2011CB013204)
收稿日期:*2015-06-01
doi:10.11887/j.cn.201506008