CCOS邊緣效應的小研拋盤修形修正方法*
2015-02-02 01:21:52李圣怡
國防科技大學學報 2015年6期
杜 航,李圣怡,宋 辭
(1. 國防科技大學 機電工程與自動化學院, 湖南 長沙 410073;
2. 超精密加工技術湖南省重點實驗室, 湖南 長沙 410073)
?
CCOS邊緣效應的小研拋盤修形修正方法*
杜航1,2,李圣怡1,2,宋辭1,2
(1. 國防科技大學 機電工程與自動化學院, 湖南 長沙410073;
2. 超精密加工技術湖南省重點實驗室, 湖南 長沙410073)
摘要:計算機控制光學表面技術(Computer Controlled Optical Surfacing,CCOS)是加工離軸非球面的一項重要技術。小磨頭拋光的邊緣效應嚴重制約CCOS技術的加工精度和加工效率。在獲得影響邊緣效應的關鍵參數后,結合殘余誤差等高線的路徑規劃,對CCOS產生的邊緣效應產生的翹邊現象進行修正;通過對一塊體育場形離軸非球面的加工,獲得了全口徑光學測量數據,為后續精加工提供面形基礎。
關鍵詞:CCOS邊緣效應;小工具研拋;離軸非球面加工
基于小研拋盤工具的計算機控制光學表面技術(Computer Controlled Optical Surfacing,CCOS)技術是在傳統研拋技術的基礎上,采用比工件尺寸小得多的研拋盤來實現光學鏡面加工的,通常簡稱為小工具CCOS技術[1]。目前,該技術發展至今已比較成熟,已成為國內非球面光學零件加工的主流技術,但邊緣效應問題對其加工精度和效率仍存在較大影響。在CCOS加工過程中,邊緣效應主要是由于研拋盤不能完全移出工件表面以及研拋運動到工件邊緣時與工件的相對壓力發生了變化造成的。解決邊緣效應的傳統方法是在工件外圈鑲上一些墊塊,使研拋盤露出工件邊緣時保持接觸面積不變。但是這種方法對墊塊的形狀、材料性能及調整精度都有較高要求,要適應CCOS加工的需要有一定的難度。
為了有效地控制“邊緣效應”,技術人員做了大量工作,并且總結出如下一些經驗:[2]①研拋盤露邊量不超過研拋盤直徑的1/3;②盡量提高研拋盤在工作邊緣的運行速度,減少磨頭單次研拋時間,實行快速多次的去除方法;③采用不同形狀的研拋盤;④盡量在模擬算法上補償壓力和覆蓋時間變化引起的去除函數變化。
以上經驗性認識無法給加工進行確定性指導。美國Arizona大學Kim等[3-4]提出了一種新型邊緣去除函數參數模型,該模型包含5個參數以便能夠準確預測邊緣去除函數的變化規律。根據大量實驗與仿真結果,Kim等提出的邊緣去除函數模型誤差范圍保持在5%~20%,這就意味著超過99%的初始面形誤差能夠在3次加工后得到修正。根據邊緣壓強分布的特點,墨西哥學者提出了一種新的壓強分布模型[5],希望能夠合理近似地對邊緣壓強進行計算。中國科學院長春光學精密機械與物理研究所的鄧偉杰等[6]采用邊緣壓強階躍分布模型,并通過理論推導,得出邊緣效應下的去除函數計算模型。中國科學院光電技術研究所的范斌等[7]分析了能動磨盤分別位于工件中心孔和外緣處產生的邊緣效應,并建立相應的邊緣效應函數。以上學者都是針對邊緣效應中的“急塌邊”現象進行的分析實驗。
1邊緣效應形成機理
在CCOS加工中,為了達到確定性去除,必須保證研拋工具對工件表面的壓強穩定。本實驗室CCOS設備通過穩定氣壓保持“小工具”對工件表面的壓力恒定。如果研拋工具加工時不露邊,研拋工具對工件表面的壓強是穩定的,從而所得到單位時間內的去除量是穩定的。在加工工件邊緣處時,當研拋工具露出工件邊緣加工時,研拋工具與工件表面的接觸面積減少,但是研拋工具對工件表面的壓力恒定,因此研拋工具對工件表面的壓強增大時,會導致“塌邊”現象的出現。“塌邊”量過大將會增加總體的材料去除量,降低加工效率。
在研拋過程中,研拋工具可以視為剛體,對其露邊方向的力矩進行粗略分析。當研拋盤露邊加工時,接觸區域不再是對稱的,為了保證力矩平衡,在研拋盤與工件邊緣處接觸的位置的壓強要大于內部的壓強分布。根據這一現象,墨西哥學者提出了一種新的壓強分布模型:階躍分布模型,希望能夠合理近似地對邊緣壓強進行計算。階躍模型示意圖[5]如圖1所示。

圖1 壓強階躍分布模型原理圖Fig.1 Pressure step distribution schematic diagram
如圖1所示,研拋盤與工件接觸區域被分為B,C兩個區域,兩區域內的壓強均為常數,但是兩者大小不同。
圖1中,s的大小可經驗性地設定為[8]:
(1)
式中,r2為研拋盤的半徑,t為研拋盤的露邊量。在實際加工過程中,研拋盤的露邊量是變化的,而在某一次加工過程中,研拋盤尺寸是固定的,通過式(1)可以看出,s的大小僅隨研拋盤露邊量的變化而變化。因此可將式(1)改寫成下列函數:
(2)
當研拋盤對工件表面的壓強恒定時,函數s=f(t)進行對t求導,并令其等于0,得到t=r2/2,即當研拋盤露邊量為研拋盤半徑的一半時,s的寬度最大。從而計算出B,C兩個區域的大小,設B區域的壓強大小為PB,C區域的壓強大小為PC。B,C兩區域的壓強分布如圖2所示。
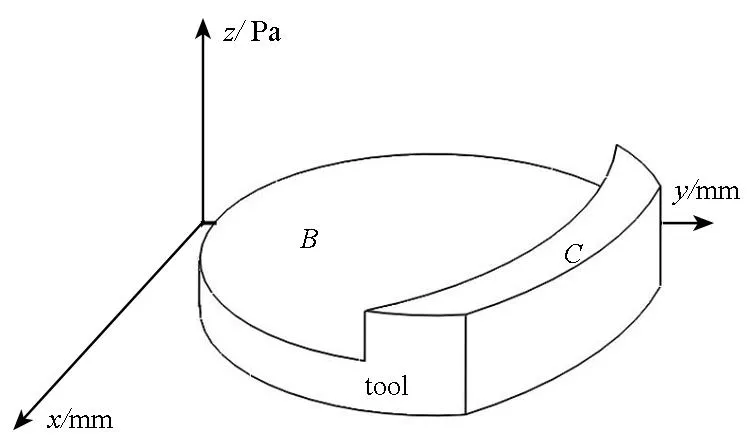
圖2 階躍模型壓強分布示意圖Fig.2 Diagram of pressure step distribution
從圖2可以直觀地看出,C區域所受的壓強明顯大于B區域所受的壓強,因此在研拋過程中,C區域的材料去除量也會更多,這就導致邊緣處出現“塌邊”現象。但是由于研拋盤是通過球鉸與自轉軸連接,研拋盤無法“走到”工件外面,這就導致了在工件邊緣“塌邊”處的內側“翹邊”。雙轉子CCOS加工示意圖如圖3所示。
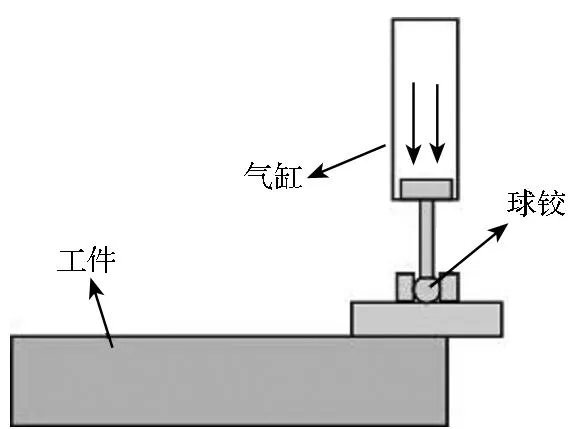
圖3 雙轉子CCOS加工示意圖Fig.3 Diagram of birotor CCOS figuring
畫出式(2)所示的s大小隨研拋盤露邊量的變化規律。以r2=30mm為例,畫出的變化規律曲線圖如圖4所示。
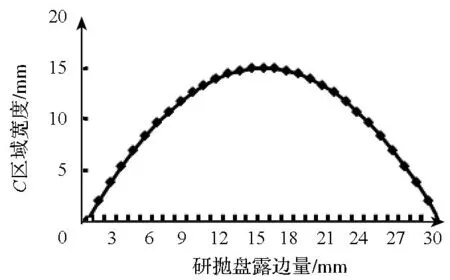
圖4 r2=30mm時,C區域寬度s隨研拋盤露邊量變化曲線圖Fig.4 Width of C area changing comply with reveal when r2=30mm
從圖4可以看出,為了減小邊緣“塌邊”的寬度,可行的辦法是減少研磨盤的露邊量。從而減少研磨盤的露邊量對反射鏡表面進行修形,可以獲得邊緣處“塌邊”量較小面形,該面形必然會產生邊緣“翹邊”的現象,接著對抑制“翹邊”的辦法進行研究。
2小尺寸研拋工具修邊工藝
控制研拋盤露邊量以使邊緣產生“翹邊”的現象后,“翹邊”的寬度約為去除函數尺寸的1/3,采用小尺寸研拋盤對此窄帶的翹邊區域進行加工是直觀有效的一種方法。對于狹小的邊緣區域,普通的光柵掃描路徑與螺旋掃描路徑在實現中會帶來較大換行誤差,變化較大的駐留時間對應了研磨頭較大的加速和減速運動,這樣會影響駐留時間模型的準確性。只有當軌跡上的駐留時間相近時,軌跡的速度變化較小,加減速所帶來的誤差可以相除。因此,軌跡上的駐留時間需要保持恒定,這意味著軌跡上殘留高度應保持相近。本文使用一種基于殘余誤差等高線的路徑規劃,在邊緣局部區域對翹邊進行修正。
誤差曲面的等高圖反映了殘留誤差高度,同一條殘留誤差等高線上的點具有相同的殘留高度。因此,誤差曲面的等高圖是理想的軌跡曲線,確定它的前提條件是這些軌跡能夠由機構所實現。
典型的誤差曲面和它的等高圖如圖5所示。它由數個等高線組成。等高線上駐留點的分布密度由殘留誤差所決定。ρ=C/h,其中ρ為駐留點的密度,h為殘留高度,C為常量。
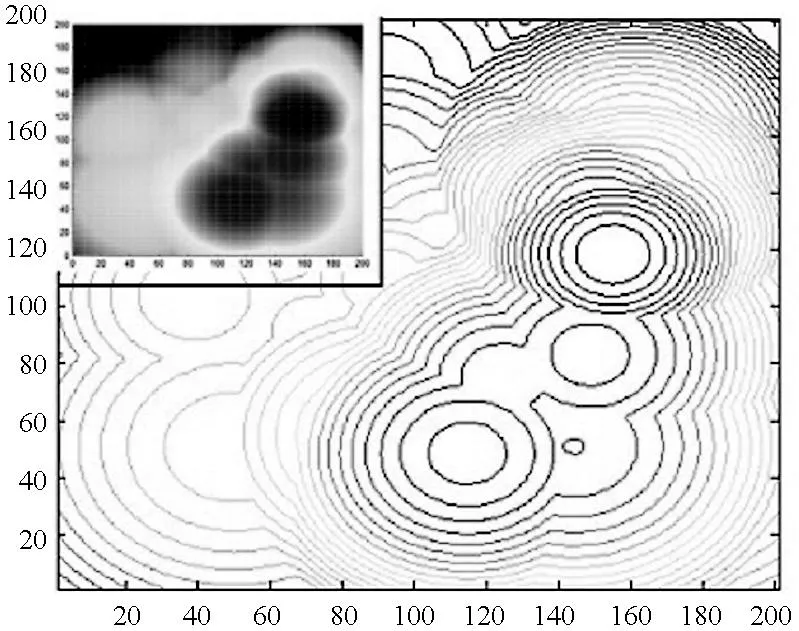
圖5 典型的誤差曲面和等高圖Fig.5 Typical surface error and contour map
3非球面反射鏡修邊實例
加工得到的SiC立軸非球面通過磨削開形、CCOS研磨修形達到三坐標測量極限精度后,進行CCOS拋光轉入光學測量,面形如圖6所示。研磨階段邊緣高點寬度控制在30mm左右。表面拋亮后進行補償鏡零位測量,測量圖片如圖6所示。首次光學測量結果如圖7所示,對比三坐標測量結果可以看出,光學測量中無條紋位置對應三坐標測量結果中的高點,因此,利用小工具對邊緣高點進行局部修形,以右下側高點為例,生成的等高線加工軌跡如圖8所示。
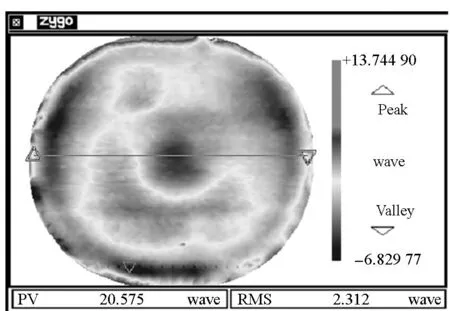
圖6 三坐標測量結果Fig.6 Measuring result of three-dimension
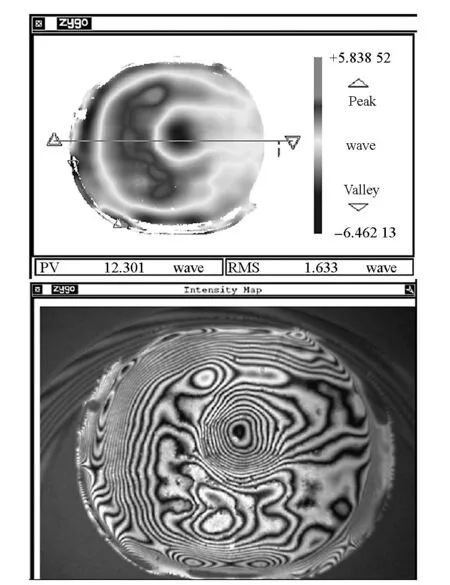
圖7 零位補償光學測量結果Fig.7 Measuring result of zero position offset
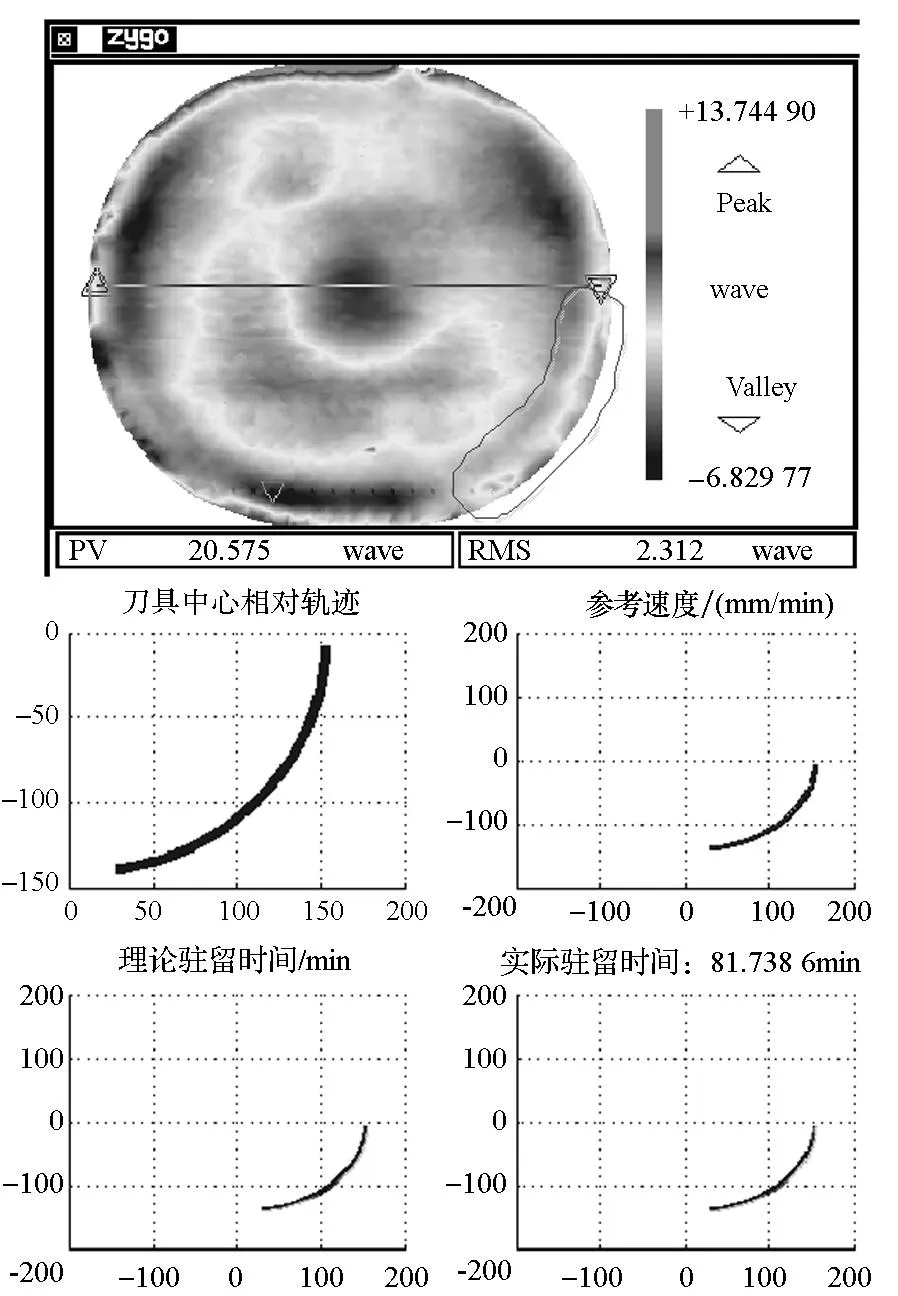
圖8 等高線加工軌跡Fig.8 Figuring trace of contour map
經過幾十個小時邊緣修形加工最終獲得全口徑面形數據,為后續精修拋光提供面形基礎。加工過程面形變化如圖9所示。
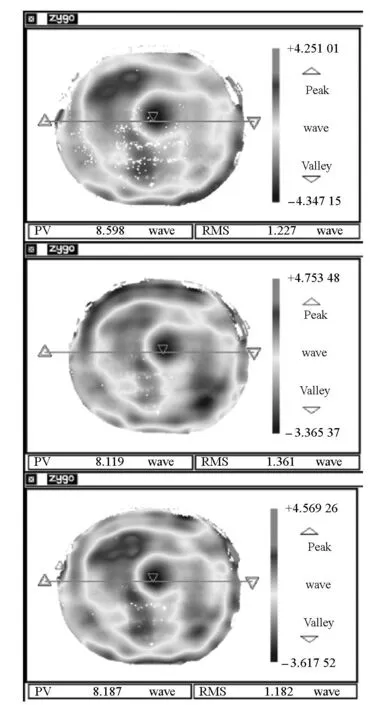
圖9 小工具研拋過程面形測量結果Fig.9 Surface measuring result in little tool figuring
4結論
在探討離軸非球面CCOS加工中邊緣效應產生機理的基礎上,獲得影響CCOS產生邊緣效應產生“塌邊”現象的關鍵工藝參數:露邊量。通過對露邊量的合理選擇,控制了CCOS加工過程“塌邊”現象的產生,進而產生容易修形的“翹邊”。通過小工具等高線路徑加工的局部修形工藝,使“翹邊”現象得以緩解并獲得全口徑光學檢測面形,驗證了工藝方法的可行性,為離軸非球面的高精度加工提供一種可控的修形方法。
參考文獻(References)
[1]李圣怡,戴一帆.大中型光學非球面鏡制造與測量新技術[M].北京:國防工業出版社, 2011.
LI Shengyi, DAI Yifan. New technology for manufacturing and measurement of large and middle-scale aspheric surfaces[M].Beijing:National Defence Industry Press, 2011.(in Chinese)
[2]楊力.先進光學制造技術[M].北京:科學出版社, 2001.
YANG Li. Advanced optics manufacturing technology[M].Beijing:Science Press, 2001. (in Chinese)
[3]Kim D W, Park W H, Kim S W,et al. Edge tool influence function library using the parametric edge model for computer controlled optical surfacing[C]//Proceedings of SPIE,Optical Manufacturing and Testing Ⅷ, 2009.
[4]Kim D W, Park W H, Kim S W,et al. Parametric modeling of edge effects for polishing tool influence functions [J].Optics Express, 2009, 17(7):5656-5665.
[5]Cordero-Dávila A, González-García J, Pedrayes-López M, et al. Edge effects with the preston equation for a circular tool and workpiece[J]. Applied Optics, 2004, 43(6):1250-1254.
[6]鄧偉杰,張峰,鄭立功.邊緣效應的去除函數模型及實驗[J].紅外與激光工程, 2011, 40(9): 1743-1748.
DENG Weijie, ZHANG Feng, ZHENG Ligong. Removal function model and experiment of edge effect[J]. Infrared and Laser Engineering, 2011, 40(9): 1743-1748. (in Chinese)
[7]范斌,曾志革,李曉今,等.大型非球面能動磨盤精磨技術[J].紅外與激光工程, 2007, 30(6):873-876.
FAN Bin, ZENG Zhige, LI Xiaojin,et al. Fine grinding technology of active lap for large aspherics [J].Infrared and Laser Engineering, 2007, 30(6):873-876. (in Chinese)
[8]盧毅. SiC非球面反射鏡計算機控制研磨關鍵技術研究[D].長沙:國防科學技術大學, 2014.
LU Yi. Study on the key techniques of computer controlled lapping for SiC aspheric mirrors [D].Changsha: National University of Defense Technology, 2014. (in Chinese)
http://journal.nudt.edu.cn
Correct method of the CCOS edge effect by little tool figuring
DUHang1,2,LIShengyi1,2,SONGCi1,2
(1. College of Mechatronics Engineering and Automation, National University of Defense Technology, Changsha 410073, China;
2. Hunan key Laboratory of Ultra-precision Machining Technology, Changsha 410073, China)
Abstract:CCOS (Computer Controlled Optical Surfacing) is an important technology for off-axis aspheric surface processing. Edge effect of small tool manufacturing restricts the machining precision and efficiency of CCOS technology. After the key parameters of edge effect were obtained, the warping edge effect of CCOS combined with the residual error trace contour path planning was corrected. The full aperture optical measurement data of a stadium off-axis aspheric is achieved by processing, which provides the fundament for subsequent finishing.
Key words:computer controlled optical surfacing; edge effect; small tool polishing; off-axis aspheric surface processing
中圖分類號:TG664
文獻標志碼:A
文章編號:1001-2486(2015)06-030-04
作者簡介:杜航(1989—),男,山東菏澤人,博士研究生,E-mail:duhang.1989@163.com; 李圣怡(通信作者),男,教授,博士,博士生導師,E-mail:syli@nudt.edu.cn
基金項目:國家重點基礎研究發展計劃資助項目(2011CB013204);國家自然科學基金青年基金資助項目(51305451); 高等學校博士學科點專項科研基金資助項目(20134307120022)
收稿日期:*2015-08-23
doi:10.11887/j.cn.201506007