熱風爐充壓控制裝置與方法研究
2015-01-13 03:05:00魏金輝
化工自動化及儀表 2015年6期
魏金輝
(承德鋼鐵集團有限公司自動化中心,河北 承德 067102)
熱風爐是煉鐵生產的重要設備,充壓過程是指熱風爐燃燒過程中,熱風閥和冷風閥均處于關閉狀態,熱風爐內煙氣壓力在10kPa以下,遠低于熱風爐送風系統壓力,閥板兩側承受很大壓差,熱風爐由燃燒過程切換到送風過程,必須從冷風總管向熱風爐內充入冷風,以均衡閥板兩側壓差,才能順利開啟閥門。充壓過程靠充壓閥完成,接自充壓冷風管道。充壓閥為電動或液動切斷閥,充壓閥僅有全開或全關兩個閥位,熱風爐充壓時,高爐入爐風量突然減少,引起高爐內壓力波動,這種現象隨著熱風爐每次換爐充壓呈周期性出現,對高爐操作不利。雖然有的充壓閥靠閥門定位器等設備實現粗略的手動開度控制,但也無法實現全自動充壓的精確控制。充壓控制基本依靠操作人員經驗手工操作,充壓閥基本處于全開狀態,由于操作員控制水平參差不齊,造成高爐爐頂壓力參數不穩定,使高爐爐頂壓力產生巨大的波動,影響高爐爐況的穩定,這種情況至今沒有得到有效解決,對高爐的穩定生產非常不利。
筆者設計了一種熱風爐充壓控制裝置,該裝置可以使高爐熱風爐在充壓過程中處于全自動控制狀態,減少充壓過程對高爐爐頂壓力的影響。
筆者設計的熱風爐充壓控制裝置框圖如圖1所示,裝置由充壓冷風管道、充壓閥(ZDRHO)、壓力檢測元件(EJA530A)、輸入模件(FM148A)、輸出模件(FM151A)、電源模件(FM910)、CPU控制器件(FM801)、接口模件(DFE530TXK和DES-1008)、總線底板模件(FM300)和顯示器件(IPC-510)構成。其中:輸入模件、輸出模件、電源模件、CPU控制器件、接口模件、總線底板模件和顯示器件均為PLC或DCS系統的標準硬件。另外還包括限幅控制單元、充壓時間設定單元、設定曲線生成單元和軟伺服控制單元,軟件單元安裝在PLC或DCS系統的CPU控制器件上。

圖1 熱風爐充壓控制裝置框圖
充壓冷風管道的一端連接冷風總管,另一端與熱風爐連接,充壓冷風管道上安裝充壓閥,充壓閥由開關切斷閥改為調節切斷閥,充壓閥的閥位反饋信號與輸入模件連接,充壓閥的控制信號與輸出模件連接。在冷風總管上安裝壓力檢測元件,壓力檢測元件的電信號與輸入模件連接,用于自動充壓時的壓力控制,冷風總管壓力可以代表高爐爐頂壓力,充壓時若冷風總管壓力穩定,即可保證高爐爐頂壓力穩定。
輸入模件、輸出模件、電源模件、CPU控制器件和接口模件通過總線底板模件連接并安裝在總線底板模件上,電源模件提供工作電源。CPU控制器件是充壓裝置的控制核心,通過CPU控制器件控制限幅控制單元、充壓時間設定單元、設定曲線生成單元和軟伺服控制單元,通過輸出模件實現對充壓閥的自動控制。限幅控制單元實現對充壓閥的安全控制,避免在自動狀態下充壓對高爐爐頂壓力的影響;充壓時間設定單元用于根據熱風爐大小和工藝操作制度來實現調整自動充壓時間的設定功能;設定曲線生成單元用于產生充壓閥的時間與閥位開度曲線。
設定曲線生成單元與軟伺服控制單元連接,開度曲線作為軟伺服控制單元的閥位設定值,實際閥位反饋值作為軟伺服控制單元的測量值,軟伺服控制單元將充壓閥閥位自動按設定曲線工作,對充壓進行自動控制并保持充壓期間高爐爐頂壓力穩定的功能。
接口模件與顯示器件連接,實現人機交互界面,用于實現操作和監視功能。接口模件可以是工業交換機、以太網模板或現場總線等。顯示器件可為工業計算機或工業觸摸屏等。
2 熱風爐充壓控制方法
2.1 限幅控制單元設定
利用顯示器件,輸入冷風總管壓力波動允許上下限值(-100~100kPa可設),輸入充壓閥閥位開度允許上限值(上限值為0%~100%可設,下限值為0,即全關)。
2.2 充壓時間設定單元設定
利用顯示器件,輸入熱風爐的自動充壓時間(0~120min可設)。
2.3 設定曲線生成單元生成設定曲線
利用顯示器件,輸入折點個數(1~50可設)。時間數值:第1折點t1(0~120min可設)、第2折點t2(0~120min可設),以此類推最多可到t50。對應的充壓閥閥位值:第1折點v1(0%~100%可設)、第2折點v2(0%~100%可設),以此類推最多可到最多可到v50。這樣可以產生0A-AB-BC-CD…的50段閥位值設定曲線。
2.4 軟伺服控制單元對充壓閥進行自動控制
設定曲線生成單元與軟伺服控制單元連接,閥位值設定曲線作為軟伺服控制單元的設定值,實際充壓閥閥位作為軟伺服控制單元的測量值。充壓結束后,充壓閥自動關閉。
3 熱風爐充壓控制方法實例
熱風爐充壓控制裝置的閥位設定曲線如圖2所示(為4段折線)。
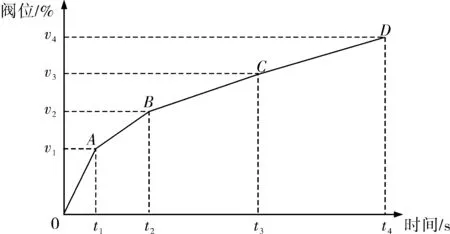
圖2 熱風爐充壓控制裝置的閥位設定曲線
限幅控制單元設定:利用顯示器件輸入冷風總管壓力波動允許上下限值(-5~5kPa);輸入充壓閥閥位開度允許上限值為40%,下限值為0(即全關)。
充壓時間單元設定:利用顯示器件輸入熱風爐自動充壓時間35min。
曲線單元生成設定:利用顯示器件輸入折點個數為4個。時間數值:第1折點t1=1min,第2折點t2=5min,第3折點t3=8min,第4折點t4=35min。對應的充壓閥閥位值:第1折點v1=15%,第2折點v2=18%,第3折點v3=25%,第4折點v4=35%,這樣可以產生0A-AB-BC-CD的閥位值4段設定曲線。
軟伺服控制單元對充壓閥進行自動控制:設定曲線生成單元與軟伺服控制單元連接,閥位值設定曲線作為軟伺服控制單元的設定值,實際充壓閥閥位作為軟伺服控制單元的測量值,軟伺服控制單元自動將充壓閥閥位按設定曲線工作。
充壓結束后,充壓閥自動關閉(即閥位為0)。
通過以上控制方法實現了充壓閥的全自動控制,高爐爐頂壓力波動控制在-5~5kPa的范圍內,未采用該方法時,充壓時爐壓波動達到-30~10kPa,效果顯著。
4 結束語
筆者將充壓閥由開關切斷閥改為調節切斷閥,克服了以往充壓閥充壓時僅能全開的弊端,通過壓力檢測元件和CPU控制器件對充壓冷風管道的壓力進行檢測,通過CPU控制器件和多種軟件實現對充壓閥的充壓時間、閥位開度及限制幅度等進行全自動充壓控制,按照預先設定好的閥位曲線進行充壓作業,能夠對熱風爐進行平穩充壓,減少充壓過程對高爐爐頂壓力的影響,有利于高爐爐況的穩定。本方法已在多座熱風爐上使用,效果良好,解決了長期困擾高爐的熱風爐充壓造成的高爐爐頂不穩定的問題,保證了高爐生產的順利進行,帶來了可觀的經濟效益。