飛機蜂窩夾層結構的激光錯位散斑原位檢測
2015-01-11 07:07:28袁英民陳新波
無損檢測 2015年5期
袁英民,陳新波
(海軍航空工程學院青島校區(qū),青島 266041)
蜂窩夾層結構復合材料具有密度小、強度高、剛度大等優(yōu)點,被廣泛應用于航天、航空、汽車和建筑等領域。對蜂窩夾層結構而言,面板和蜂窩芯界面脫膠是最普遍也是危害最嚴重的缺陷。脫膠缺陷會嚴重降低其最終的承載能力[1-2]。因此,夾芯結構面芯界面脫膠缺陷的檢測和材料承載能力的評估受到學術界和工程界越來越多的關注。在航空領域,蜂窩結構廣泛應用于飛機機翼和尾翼部分。飛機的副翼后段、襟翼后段、方向舵后段及襟翼艙、副翼艙部位多采用膠接鋁蜂窩結構。
目前,蜂窩夾層結構的外場原位無損檢測方法主要有敲擊法、聲阻法、諧振法、超聲法等,這些方法主要存在靈敏度低,不能有效識別缺陷大小的問題,易漏檢和誤判;而且,對操作者要求較高,主觀因素影響較大。而激光錯位散斑檢測技術在這兩方面優(yōu)勢明顯,非常適合外場原位檢測[3]。筆者采用該技術對飛機蜂窩夾層結構進行了外場原位檢測,取得了較好的效果。
1 激光錯位散斑檢測系統檢測原理
激光錯位散斑無損檢測系統的組成包括:激光源、錯位成像干涉儀、圖像處理計算機、顯示監(jiān)視器、中央控制臺和給被檢測工件加載的裝置。
圖1所示為激光錯位散斑檢測原理圖。其檢測原理是:激光器產生的激光經擴束鏡擴束后照射到工件表面,從工件反射來的激光束進入錯位系統,形成兩束具有一定偏移量的激光束進入CCD(電荷耦合器件)相機,兩束激光束相遇后發(fā)生干涉,在物體表面形成隨機分布的散斑場。檢測時,需要對工件加載,在加載前后或卸載過程的2個不同時刻分別抓取圖像,通過適當的信號處理,顯示出反映工件表面兩次采集圖像時間離面位移相關信息的干涉條紋圖。同一干涉條紋近似為位移導數相同的點,在有缺陷部位會形成對稱的干涉條紋[4]。在數字圖像處理之前,激光錯位散斑檢測系統通過這種干涉斑紋顯示缺陷。現代先進的圖像處理方式可以顯示相位圖,甚至直接顯示三維變形量。
激光錯位檢測加載方式很多,常用的有熱加載、真空加載以及壓力加載等。所謂熱加載,就是在檢測過程中對被檢測的構件表面進行加熱,由于缺陷的導熱系數一般比基體材料的導熱系數小很多,缺陷附近將產生熱量的堆積,形成局部高溫區(qū),進而導致局部較大程度的熱變形。

圖1 激光錯位散斑檢測原理
2 檢測實施與結果
2.1 檢測試塊制作
蜂窩夾層結構由耐久性夾芯、蒙皮、墊板、隔板、邊肋等零件膠合而成。蒙皮與夾芯之間采用SY-14C膠膜膠接,夾芯材料為LF2-Y,蒙皮材料為LY-12。共制作蜂窩結構試塊4塊,試塊尺寸為:長300 mm,寬150 mm,厚度20 mm。蒙皮厚度為0.4mm,夾芯格子邊長3 mm,夾芯層厚0.04mm,使用膠膜與蜂窩未粘合來模擬復合材料蜂窩結構脫粘,大小分別為直徑20,15mm 的兩個圓形區(qū)。
2.2 檢測過程及結果分析
影響檢測結果的主要參數是熱加載時間t1,延遲時間t2,檢測時間t3。檢測方法采用預設時間參數,自動檢測的方式進行。檢測過程是采用先加熱一段時間t1,經過t2時間的延遲后抓取參考圖像,然后經過檢測時間t3,輸出最終圖像。
啟用延遲,主要是為了消除抓取“參考圖像”時熱加載的影響,熱加載的影響時間一般為3~4s,所以延遲時間一般設為3~4s。檢測時間是抓取參考圖像和最終圖像的間隔時間,只要有足夠的時間保證變形復位即可。鋁合金材料傳導散熱比較快,檢測時間在4s以上就可以保證變形復位。這樣,加熱時間就成了主要影響因素。
加載方式為兩只鹵素燈加載,功率為1000 W,設定熱加載時間分別為2,3,4,6,8,10s;檢測時間為6s,檢測結果如圖2所示。
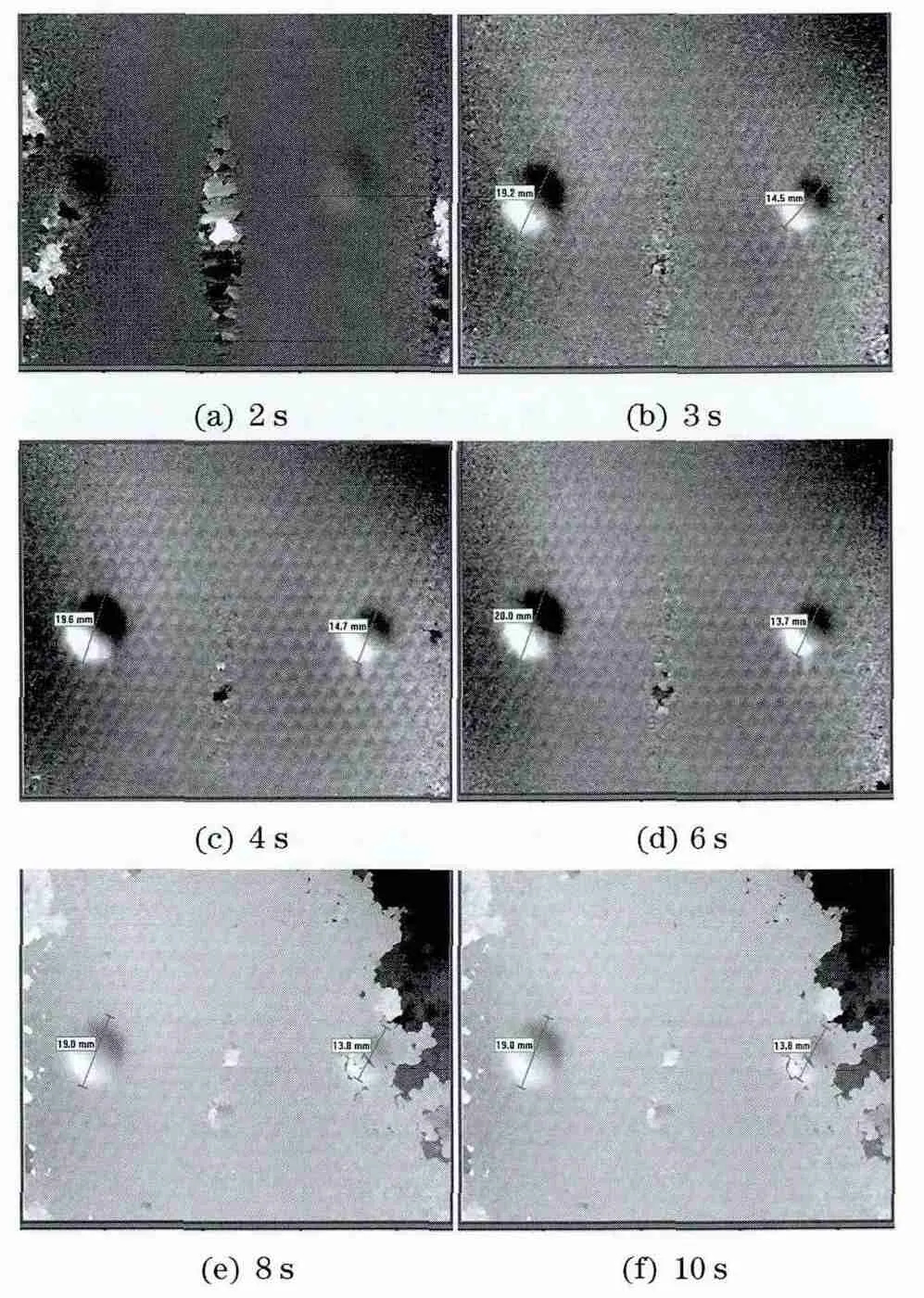
圖2 不同熱加載時間下的檢測圖像
從圖2可看出,蜂窩結構工件受到熱載荷作用后,由于開膠缺陷處的導熱性能比完好處差,熱量在開膠處發(fā)生聚積,致使開膠部位溫度相對較高。在熱膨脹作用下,開膠處產生的變形量較大,形成“蝴蝶斑”,從圖2(a)結果可以看出,加載時間過短,開膠處“蝴蝶斑”顯示不明顯,原因是由于加熱時間短,鋁合金材料導熱性能好,在開膠處熱量聚積較少,變形量產生較少所致。從圖2(e),(f)可看出,加載時間過長,開膠缺陷處黑白蝴蝶斑紋顯示也不明顯,原因是鋁蒙皮導熱性能好,且蒙皮較薄,開膠處和完好處受熱趨于均勻,變形量也趨于一致,導致開膠缺陷顯示不明顯。從圖2(b),(c),(d)可看出,激光錯位散斑技術可以較好地檢測出鋁蜂窩結構復合材料缺陷,且通過信號處理,缺陷圖形顯示清晰;運用設備用戶界面內置的“視頻卡尺”可以精確測量開膠缺陷大小。圖示的測量結果與預制缺陷尺寸之間的誤差僅為0.1mm。
3 工程應用
某型飛機副翼、襟翼、方向舵蜂窩夾芯結構面積約為5.4 m2,全部采用與上述檢測試塊相同的結構,飛機定檢時需要對其進行檢測。選用激光錯位散斑檢測技術進行分段檢測。同樣選用鹵素燈加載,加載時間4s,延遲時間4s,檢測時間6s,一次檢測區(qū)域為100mm×150mm。
檢測發(fā)現一處明顯損傷,散斑圖如圖3所示,測量顯示缺陷大小為直徑15.8mm。用超聲A 掃描進行驗證檢測,確認該處缺陷的存在,損傷直徑約為16mm。
手工操作激光錯位散斑檢測系統完成整個飛機副翼、襟翼、方向舵蜂窩夾芯結構的檢測需要2h,相對于超聲檢測來說,效率提高3~4倍。
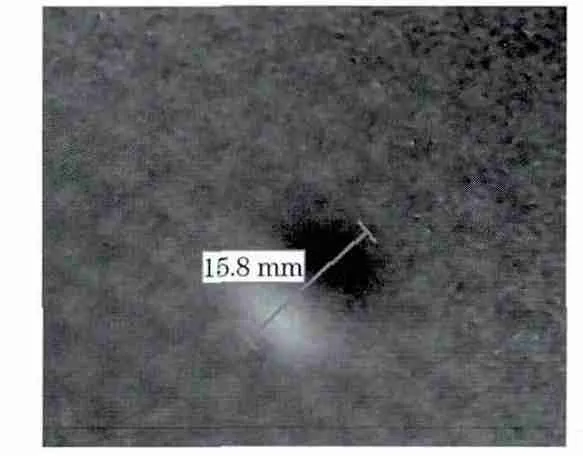
圖3 某型飛機蜂窩結構的激光錯位散斑檢測圖
4 結語
激光錯位散斑檢測技術可以較好地應用于蜂窩結構復合材料檢測,不但能夠準確地確定缺陷的位置,而且能夠精確測量缺陷的大小。其應用于外場原位檢測時,無需專門隔振,且相對其他檢測方法,如超聲檢測,檢測效率更高。影響其檢測結果的因素較多,筆者只對主要檢測因素進行了探討,其它如位錯大小及人的主觀因素的影響等還需要進一步研究。
[1]張堅,耿榮生.復合材料的現場電子剪切散斑檢測技術研究[J].無損檢測,2007,29(8):378-381.
[2]付剛強,張慶榮,耿榮生,等.激光電子剪切散斑干涉成像技術在復合材料檢測中的應用[J].無損檢測,2005,27(9):466-468.
[3]涂俊,鄔冠華,郭廣平,等.鋁蜂窩結構的錯位散斑與超聲C掃描無損檢測方法對比研究[J].硅谷,2011(7),83-84.
[4]郭廣平.計算機模擬技術在錯位散斑干涉法中的應用[J].機械工程學報,2001,37(12):103-105.
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
哲學評論(2021年2期)2021-08-22 01:53:34
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中華詩詞(2019年7期)2019-11-25 01:43:04
模具制造(2019年3期)2019-06-06 02:10:54
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
海峽科技與產業(yè)(2016年3期)2016-05-17 04:32:12