ASME 2013NDE中有關(guān)相控陣超聲成像檢測的要點評析 第二部分:計算機(jī)成像技術(shù)
2015-01-11 07:08:14李衍
無損檢測 2015年9期
李 衍
(無錫市鍋爐壓力容器學(xué)會無損檢測專委會,無錫 214026)
能有效表征和評定超聲顯示是計算機(jī)成像(CI)技術(shù)的重大貢獻(xiàn),但CI技術(shù)也可用于改善探傷掃查的基本功能。計算機(jī)處理的數(shù)據(jù)分析,可與設(shè)備自動或半自動掃查機(jī)構(gòu)聯(lián)用,獲取缺陷二維或三維圖像,提高承壓設(shè)備重要部件和結(jié)構(gòu)的檢測能力。計算機(jī)處理可用于定量評定UT(超聲檢測)或其他NDE(無損檢測)法檢出的缺陷類型、大小、形狀、位置和方向(即完成缺陷“五定”:定性、定量、定形、定位、定向)。
ASME 2013有關(guān)PAUT(相控陣超聲檢測)的標(biāo)準(zhǔn)主要有五個:①MA-ⅣPA(相控陣)線陣手動光柵法。②MA-ⅤPA交集掃:E掃+線掃法和S掃+線掃法。③NA-P PA 圖譜解讀。④SE-2 700 焊縫PAUT 法。⑤SE-2 491PA 儀器和系統(tǒng)特性校驗。
1 PA線陣手動光柵法
ASME 現(xiàn)行版規(guī)定承壓設(shè)備焊縫UT 應(yīng)使用全自動或半自動設(shè)備進(jìn)行。但手動UT 仍然是全自動或半自動UT 的基礎(chǔ)。即使焊縫全部全自動或半自動UT,也允許個別區(qū)域用手動法進(jìn)行補充檢測。MA-Ⅳ規(guī)定了最基礎(chǔ)的相控陣技術(shù),PA 線陣探頭和手動光柵法UT 的技術(shù)要求,包括單一法(固定角度)、E掃法(固定角度)和S掃法(變角變向)。
通常,按超聲探頭移動方式,有光柵法和線掃法;按聲束動態(tài)變化特征,有E 掃法和S 掃法。實際檢測時,往往組合使用[1]。
1.1 光柵法
光柵法借用了光學(xué)術(shù)語涵義:光柵掃描顯示器顯示圖形時,電子束依照固定的掃描線和規(guī)定的掃描順序進(jìn)行掃描。UT 中是指PA 探頭作類似于光柵行蹤的移動方式,典型的光柵法如圖1(a)所示。
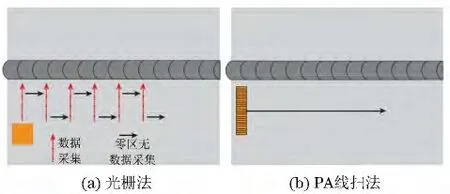
圖1 相控陣光柵法和線掃法示意
1.2 線掃法
線掃法即單軸掃查法,只用一個定位編碼器(掃查軸或進(jìn)位軸)來確定數(shù)據(jù)采集位置。線掃是沿一直線行程行進(jìn)的一維掃查。必須提供的調(diào)整值是:①速度。②沿掃查軸或進(jìn)位軸的行進(jìn)距離范圍。③數(shù)據(jù)采集間隔(取決于編碼器分辨力)。
線掃常用于焊縫檢測、腐蝕測繪等。用電子掃的線掃比常規(guī)UT 光柵掃快一個數(shù)量級。與典型光柵法等效的PA 線掃法如圖1(b)所示。
1.3 E掃法
E掃描又稱電子光柵掃法,如圖2所示,激勵晶片的電子束直線移動,試件和探頭均不移動。將單一聚焦法則通過多路傳輸,逐次遞加于多組主動陣元,使壓電轉(zhuǎn)換產(chǎn)生角度恒定的超聲波束,沿PA 探頭長度方向,以給定步進(jìn)增量進(jìn)行快速掃查。按設(shè)定的聚焦法則,E掃法可用0°縱波掃查,也可用斜角橫波掃查。圖3即表示以單一定角程控的E 掃,頗似常規(guī)單晶探頭產(chǎn)生的斜聲束。探頭無需前后移動,聲束即可以單一探頭-焊縫距離,掃查焊縫整個橫斷面[2-3]。

圖2 相控陣E掃法原理示意

圖3 跨越探頭長度的聲束定角E掃原理示意
1.4 S掃法
S掃法又稱扇形掃法、扇區(qū)掃法或方位角掃法,如圖4所示。S掃法,可指聲束移動,也可指數(shù)據(jù)顯示:①聲束移動是指將一組聚焦法則,逐次遞加于多組陣元,通過壓電轉(zhuǎn)換,使其在被檢材料中產(chǎn)生一系列給定角度范圍的扇形聲束。②數(shù)據(jù)顯示是指由特定陣元組產(chǎn)生的所有A 掃描兩維視圖,這些A掃描的時間延遲和聲束折射角均經(jīng)校準(zhǔn)。掃查體積已校準(zhǔn)的S掃圖像一般顯示扇形圖像,圖像中缺陷形位可測。

圖4 相控陣S掃法示意
2 PAUT規(guī)程及其評定
PAUT 規(guī)程和規(guī)程評定應(yīng)同時滿足一般UT通用量化要求和PAUT 特定量化要求,如表1 所示,其中第3項中的有效高度是指由聚焦法則中使用的第一個和最后一個晶片的外端兩者之間測出的距離。第5、6項是指附加的E 掃要求,第7、8項是指附加的S掃要求。
3 PA校驗要求
PA 系統(tǒng)校驗細(xì)則詳見SE-2491標(biāo)準(zhǔn)。以下是MA-Ⅳ提到的兩項一般要求[4]。
3.1 聚焦法則
聚焦法則定義為PA 操作文件,用于確定激活的探頭陣元及其時間延遲法則,由此確定聲束聚焦位置。聚焦法則適用于聲波的發(fā)射和接收。校驗與檢測用的聚焦法則也應(yīng)相同。圖5即為PA 聚焦原理,圖6~8為PA 聚焦法則的三個應(yīng)用示例(水平聚焦,斜角聚焦和深度聚焦)。

表1 ASME規(guī)定的PA手動光柵掃查UT工藝特定量化要求

圖5 PAUT 聚焦原理示意
3.2 聲束校驗
檢測用的所有聲束均應(yīng)校驗,以提供檢測聲程中距離和波幅已作校準(zhǔn)的量值。此聲束校驗應(yīng)包括對楔塊聲程變化和楔塊衰減效應(yīng)所作出的補償修正。
4 PA經(jīng)典掃法
MA-Ⅴ所規(guī)定的(E 掃+線掃)法和(S掃+線掃)法,可稱之為PA 經(jīng)典掃法,是PAUT 完成焊接接頭體積檢測最典型、常用的掃查方式。具體說來,MA-Ⅴ規(guī)定了用線陣列PA 探頭,通過聲束角度固定的PA 電子掃描(即E掃)或聲束角度可變的扇形掃查(即S 掃),進(jìn)行編碼線掃查、完成體積檢測的方法要求[5]。

圖6 相控陣E掃水平聚焦應(yīng)用示例

圖7 相控陣S掃斜角聚焦應(yīng)用示例
4.1 焊縫PA特征

圖8 相控陣深度聚焦原理及應(yīng)用示例
對焊縫作線掃(也稱“行掃”)時,探頭以固定的焊縫-探頭距離、平行于焊縫軸線作單道掃查。探頭在線掃每一位置,相控陣對準(zhǔn)焊縫作E 掃或S 掃,即令聲束對焊縫整個橫斷面作定角或變角掃查,借助于沿焊縫長度方向的線掃動作,完成對被檢焊縫的全體積檢測。圖9即為用兩種角度的橫波(SW)E掃法,即60°橫波(一次波)+45°橫波(二次波),結(jié)合線掃法,完成焊縫體積檢測的示例,這里可用一個PA 探頭在焊縫兩側(cè)分別作E 掃和線掃,也可用兩個PA 探頭在焊縫兩側(cè)同時作E掃和線掃。

圖9 用相控線陣以兩種角度的E掃法+一維線掃法檢測焊縫體積示例
4.2 PA 線掃UT規(guī)程及其評定
用相控線陣探頭作E 掃和S掃+線掃時,其檢測規(guī)程和規(guī)程評定應(yīng)同時遵循一般UT 通用量化要求和PAUT 特定量化要求(見表2)。
4.3 PA 掃查布圖
用線陣探頭,作相控陣E 掃(固定角度)和S掃編碼線掃查檢測前,ASME 要求必須先給出掃查布圖或施探示意圖,示出探頭的位置、移動方式和聲線跟蹤路程,以為焊縫檢測提供標(biāo)準(zhǔn)化和有重復(fù)性的方法。掃查布圖中除含有表2所示數(shù)據(jù)(重要變量11項,次要變量1項)外,還應(yīng)指明聲束角度和相對于焊縫軸線參考點的方向、焊接接頭的幾何形狀尺寸、以及檢測區(qū)域數(shù)[6]。表中第6~8項是附加的E掃要求,第9~11項是附加的S掃要求。
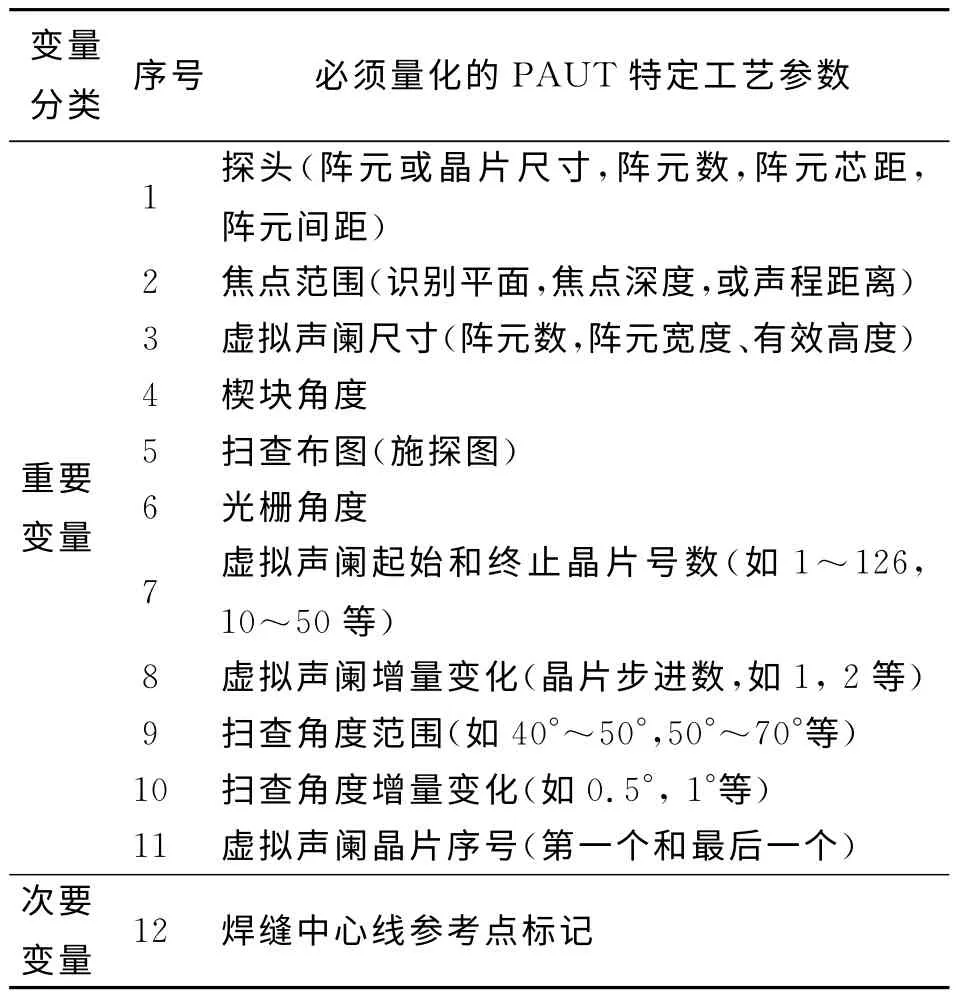
表2 ASME規(guī)定的PA線陣探頭線掃檢測規(guī)程必須量化的特定性要求
圖10~13給出了薄板、中厚板和厚板對接接頭對接焊縫及T 型接頭組合焊縫的典型相控陣掃查布置和聲線示例(有關(guān)要領(lǐng)和細(xì)節(jié),就是ASME(2013)SE-2700標(biāo)準(zhǔn)的主題內(nèi)容,也是承壓設(shè)備焊縫實施PAUT 的重中之重,筆者已另文詳述[7])。薄壁對接焊縫應(yīng)從焊縫兩側(cè)進(jìn)行探測,最好從開有坡口的焊縫一側(cè)探測(探頭可接近時)。對薄壁焊縫,只要探頭參數(shù)適當(dāng),聲束足以全覆蓋檢測范圍,以單一探頭-焊縫距離作單行線掃即可。厚壁對接焊縫應(yīng)從焊縫兩側(cè)進(jìn)行探測,最好從開有坡口的焊縫一側(cè)探測(探頭可接近時)。對厚壁焊縫,可用兩種或兩種以上的探頭-焊縫距離,或多種聚焦法則的探頭-焊縫距離,進(jìn)行線掃,以確保全部覆蓋檢測體積。對T 型接頭,可將斜探頭置于腹板上,用類似于對接接頭對接焊縫的檢測方法進(jìn)行探傷。腹板厚度較薄時,可只用一種探頭-焊縫距離作E 掃或S掃。只要可接近,斜探頭應(yīng)從腹板兩面進(jìn)行檢測。只要可接近,T 型接頭焊縫最好從翼板外側(cè)進(jìn)行探測。為使焊縫熔合面(K 型坡口有三個熔合面)的缺陷獲得最佳檢出率,可三法并舉:0°E 掃+小角度縱波掃+橫波掃。

圖10 薄壁和中薄壁對接焊縫的S掃和E掃原理示意

圖11 厚壁對接焊縫的S掃和E掃原理示意

圖12 T 型接頭的S掃(腹板側(cè)斜探傷)原理示意
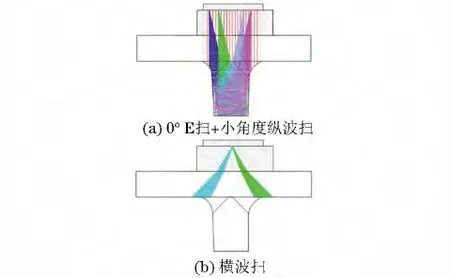
圖13 T 型接頭的組合掃查(翼板外側(cè)探傷)原理示意
4.4 儀器設(shè)備校驗
PA 儀器垂直線性、水平線性和聚焦法則的校驗方法及要求:前兩項與常規(guī)UT 法同。對相控陣E掃和S掃,特別提到定位編碼器的校驗。
用線陣探頭加編碼器作E 掃或S掃檢測前,應(yīng)對所用編碼器進(jìn)行校驗。校驗間隔不超過一個月,或在首次使用后不超過一個月;校驗時,編碼器至少移動500mm。顯示值偏差應(yīng)不大于實際移動距離的1%。
4.5 掃查聲束覆蓋范圍
要檢測焊縫和熱影響區(qū)體積,應(yīng)使用帶編碼器的線陣探頭,用線掃法進(jìn)行檢測。每次線掃查應(yīng)平行于焊縫軸線,探頭-焊縫距離保持不變,聲束垂直于焊縫軸線。
(1)探頭離焊縫軸線的距離應(yīng)借助于固定的導(dǎo)軌或機(jī)械裝置,保持一定。
(2)E掃的檢測角度和S掃的角度范圍,應(yīng)針對被檢焊接接頭,適當(dāng)選定。
(3)掃查速度應(yīng)能產(chǎn)生符合要求的圖像。掃查速度的選定應(yīng)根據(jù)諸多因素:如延時法則數(shù)、掃查分辨力、信號平均值、脈沖重復(fù)頻率、數(shù)據(jù)采集頻率、及受檢體積等。被檢焊縫全長作分區(qū)掃查時,相鄰掃查區(qū)域之間至少應(yīng)有20mm 重疊長度。掃查環(huán)焊縫時,第一個掃查區(qū)始端與最后一個掃查區(qū)終端,也應(yīng)有相同重疊長度。
(4)對E掃法來說,相鄰主動聲闌(即聲闌增量變化)之間的重疊應(yīng)至少為有效聲闌高度的50%。
(5)對S掃法來說,角度掃查增量變化最大應(yīng)為1°或足以確保50%的聲束重疊。
(6)當(dāng)需用多道線掃來覆蓋被檢焊縫和熱影響區(qū)母材時,相鄰線掃之間的重疊范圍,對E 掃,應(yīng)確保至少有10%的有效聲闌高度;對S 掃,至少為10%的聲束寬度。
4.6 掃查數(shù)據(jù)記錄
ASME規(guī)定:對關(guān)注的檢測區(qū),應(yīng)記錄未作處理、未設(shè)門限值的A 掃數(shù)據(jù),最小數(shù)字化頻率為檢測頻率的5倍,記錄增量最大值ΔRmax與材料厚度t關(guān)系如下:①t<75mm 時,ΔRmax不大于1 mm。②t≥75mm 時,ΔRmax不大于2mm。
4.7 焊縫橫向缺陷的檢測
對橫切焊縫軸線的缺陷(如橫向裂紋),可使探頭對焊縫軸線傾斜一定角度,用斜平行法進(jìn)行手工掃查檢測。
(未完待續(xù))
猜你喜歡
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2020年12期)2021-01-18 06:57:46
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2020年12期)2021-01-18 06:57:46
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術(shù)與機(jī)床(2018年12期)2018-12-23 02:40:58
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13

- 無損檢測的其它文章
- 《先進(jìn)無損檢測技術(shù)及儀器系統(tǒng)產(chǎn)業(yè)技術(shù)創(chuàng)新戰(zhàn)略聯(lián)盟》成立籌備會會議召開
- 《無損檢測》征稿簡則
- 改革與創(chuàng)新——攜手國防科技工業(yè)無損檢測技術(shù)發(fā)展——暨2015年國防科技工業(yè)無損檢測技術(shù)論壇報道
- 瓦里安醫(yī)療機(jī)械貿(mào)易(北京)有限公司有獎問卷調(diào)查活動
- Lamb波檢測法及其在風(fēng)機(jī)葉片結(jié)構(gòu)健康監(jiān)測中的應(yīng)用
- 一種手搖式伽馬探傷機(jī)的附加傳動裝置