SY/T 4109新舊標準對射線檢測缺陷評定的比較
2015-01-10 01:30:06劉保平
無損檢測 2015年4期
劉保平
(長慶油田分公司技術監測中心,西安 710018)
標準SY/T 4109-2013《石油天然氣鋼質管道無損檢測》,簡稱“新版”已于2014年4月1日起正式實施,代替了SY/T 4109-2005(簡稱“舊版”)。該標準射線檢測部分適用于壁厚2~50mm 的低碳鋼、低合金鋼等金屬材料的石油天然氣長輸、集輸及其站場的管道工程焊接接頭的射線檢測和質量分級。
近年來,國內長輸管道材料由X65、X70鋼級發展到目前廣泛使用的X80鋼級(X80鋼級大多數管徑達φ1 016mm);在油氣田建設工程中,中小徑管材多以20碳素鋼,L360(X52)居多(管徑由φ48~φ711mm,向更大口徑發展)。
石油天然氣管道焊接接頭的無損檢測,射線檢測費用占全部無損檢測費用的80%以上,個別管道項目已達到100%。射線檢測缺陷的評定,不但與管道焊接接頭質量有關,而且與該項目的檢測費用也有很大關系。
針對SY/T 4109-2013與SY/T 4109-2005關于缺陷評定的主要區別進行比較,指出新版標準對單個圓形缺陷評級嚴格,并列舉增加氣孔,燒穿影像與母材進行黑度比較的可行性,對內咬邊缺陷評定提出建議[1]。
1 圓形缺陷的質量分級
1.1 內容比較
SY/T 4109-2013與SY/T 4109-2005對圓形缺陷的定義、缺陷評定區、不計點數的缺陷尺寸、圓形缺陷的質量分級沒有變化,仍是以圓形缺陷點數進行分級。但兩版標準相比較有以下變化:
(1)SY/T 4109—2013增加了“由于材質或結構等影響,進行返修可能會產生不利后果的對接接頭,各級別的圓形缺陷點數可放寬一點至二點”的規定。
(2)SY/T 4109—2005 規定“圓形缺陷長徑大于T/2時,應評為Ⅳ級”,新版變化為“圓形缺陷長徑大于T/3時,應評為Ⅳ級”。
1.2 分析
(1)新版主要是借鑒JB/T 4730.2—2005《承壓設備無損檢測》第5.1.5.3條的規定,對于石油天然氣管道來說,一些連頭焊口、站場法蘭及彎頭等焊口返修后容易出現裂紋,而且一旦返修割口后會出現對口困難、法蘭或彎頭報廢等情況,在氣孔介于返修臨界點附近的情況下,最多允許放寬到2點,可以避免一些不必要的返修。這一點相對舊版來說,新版考慮到了工程實際問題,且圓形缺陷的危害性相比其他種類的缺陷要小一些,這樣評片人員遇到此類問題時可靈活掌握。
(2)新版對圓形缺陷的長徑與管道壁厚相比超過1/3時評為Ⅳ級,而舊版規定圓形缺陷長徑與管道壁厚相比超過1/2時評為Ⅳ級,相比之下,新版更嚴格了。從油田建設工程的實際情況來看,這條規定將會增加許多薄壁管焊縫的返修工作量。例如油田存在大量的φ60mm×3.5mm 的單井輸油管道,一般設計壓力為1.6 MPa,根據GB 50819—2013《油氣田集輸管道施工規范》第9.5.4條和9.5.5條的要求,此管道采用10%RT,Ⅲ級合格,按新版的要求,當圓形缺陷長徑大于1.2mm 時即評為Ⅳ級,焊口要返修外,還要擴探。這樣將會成倍增加焊口返修、復探的工作量。筆者認為新版規定過于嚴格,出現此類缺陷時,應首先與母材的黑度進行比較,如認為黑度大于或等于母材黑度,可評定為Ⅳ級,如若黑度小于母材黑度,沒必要判為Ⅳ級予以返修,以免“質量過剩”。且石油天然氣管道最后都要經過強度試壓和嚴密性試驗,對于壓力級別較低的管道來說,將勢必影響工程進度與增加無損檢測成本。
2 條形缺陷的質量分級
2.1 內容比較
(1)SY/T 4109—2013將條狀夾渣(夾雜)、條形氣孔歸類為條形缺陷,而舊版只將條狀雜渣歸類為條形缺陷。
(2)對于質量分級,兩版標準都是以管徑89mm為界進行分級的,詳見表1和表2,表中T為較薄側母材公稱壁厚,mm;L為被檢管道焊縫長度,mm。
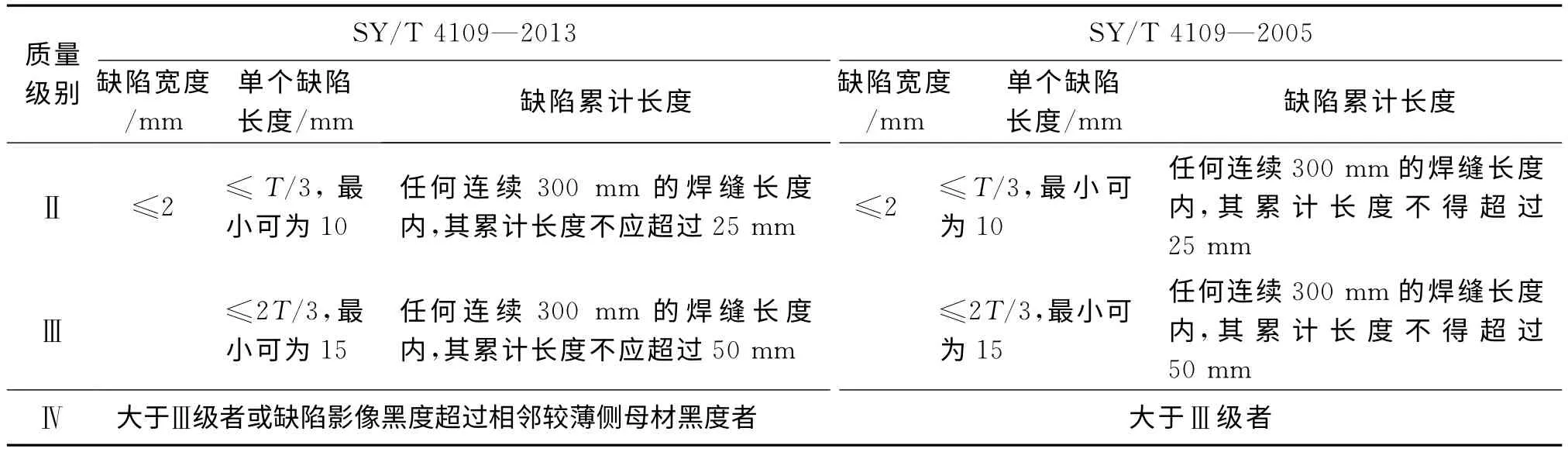
表1 SY/T 4109新舊標準管外徑大于89mm 管道對接接頭條形缺陷質量分級比較
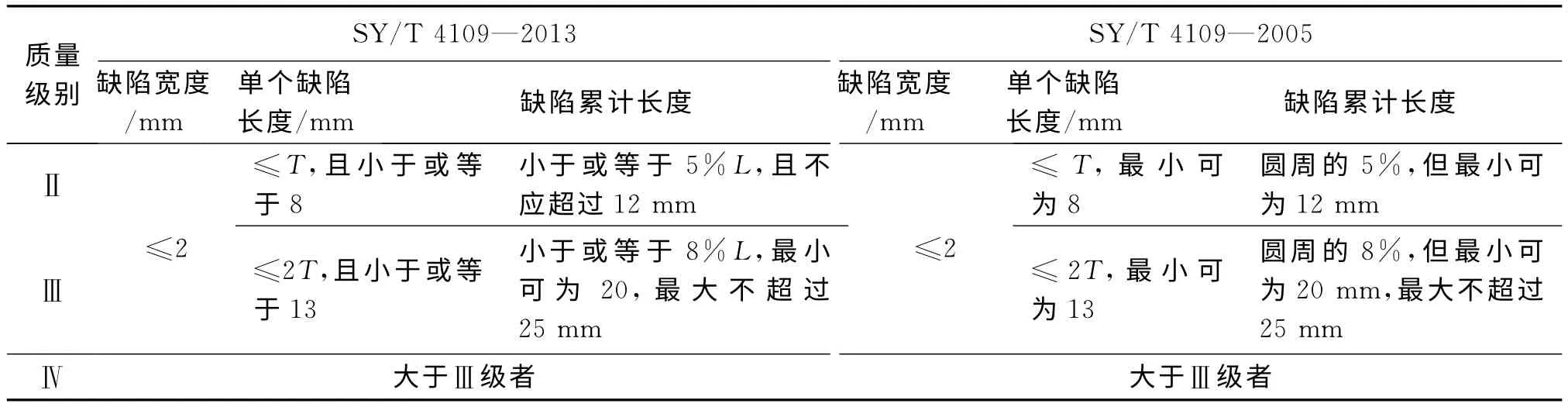
表2 SY/T 4109新舊標準小徑管外徑不大于89mm 管道對接接頭條形缺陷質量分級比較
2.2 分析
(1)SY/T 4109—2013將條狀夾渣(夾雜)、條形氣孔歸類為條形缺陷,而SY/T 4109—2005只針對條狀夾渣。從這一點來說,新版標準概括性更強,因為長寬比大于3的并不一定都是條狀夾渣,也包括條形氣孔在內。
(2)對于外徑大于89mm 條形缺陷的分級,新舊標準沒有本質變化;但對于小徑薄壁管條形缺陷的分級,新版更嚴格了。
例如:在圖1 中φ76 mm×5 mm 的管道環焊縫,底片上發現條狀夾渣長度為13 mm,其寬度為2mm,按新舊版標準,評級結果如下:
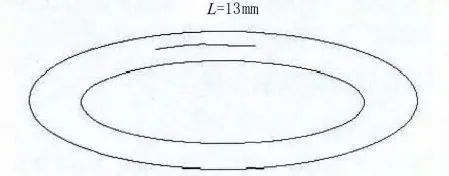
圖1 小徑管條狀夾渣缺陷示例
(1)按SY/T 4109—2013評級
Ⅱ級:單個缺陷長度≤T=5 mm,且不大于8mm。
Ⅲ級:單個缺陷長度≤2T=2 mm×5 mm=10mm,且不大于13mm。
因為:T=5mm,條狀夾渣長度為13mm,其寬度為2mm,已超過2T=10mm;所以該焊縫評為Ⅳ級。
分析:單個條形缺陷長度對于各級別要分別滿足不大于T、2T和8mm、13mm 的規定,Ⅱ級允許8mm、Ⅲ級允許13mm,是對管道壁厚上限作出的限定。
(2)按SY/T 4109—2005評級
Ⅱ級:單個缺陷長度不大于T=5 mm,最小可為8mm。
Ⅲ級:單個缺陷長度不大于2T=2mm×5mm=10mm,最小可為13mm。
所以該焊縫評為Ⅲ級。
結論:新版對于Ⅱ級單個缺陷長度不大于T,且不大于8mm;對于Ⅲ級單個缺陷長度不大于2T,且不大于13 mm,就是說前后兩個限制條件都要滿足。顯然新版標準對于小徑薄壁管允許的條形缺陷比舊版標準要嚴格,且對小徑厚壁管的條形缺陷比舊版標準增加了限定要求。
3 未熔合的質量分級
3.1 內容比較
未熔合分夾層未熔合(也稱為層間未熔合,包括坡口未熔合)和根部未熔合。
3.1.1 夾層未熔合
新版與舊版標準對于外徑大于89 mm 的管道對接接頭夾層未熔合的質量分級沒有變化,而對于小徑管夾層未熔合的質量分級見表3。缺陷影像中任意部位的黑度大于較薄側母材黑度時,即應認為缺陷的影像黑度大于較薄側母材黑度。
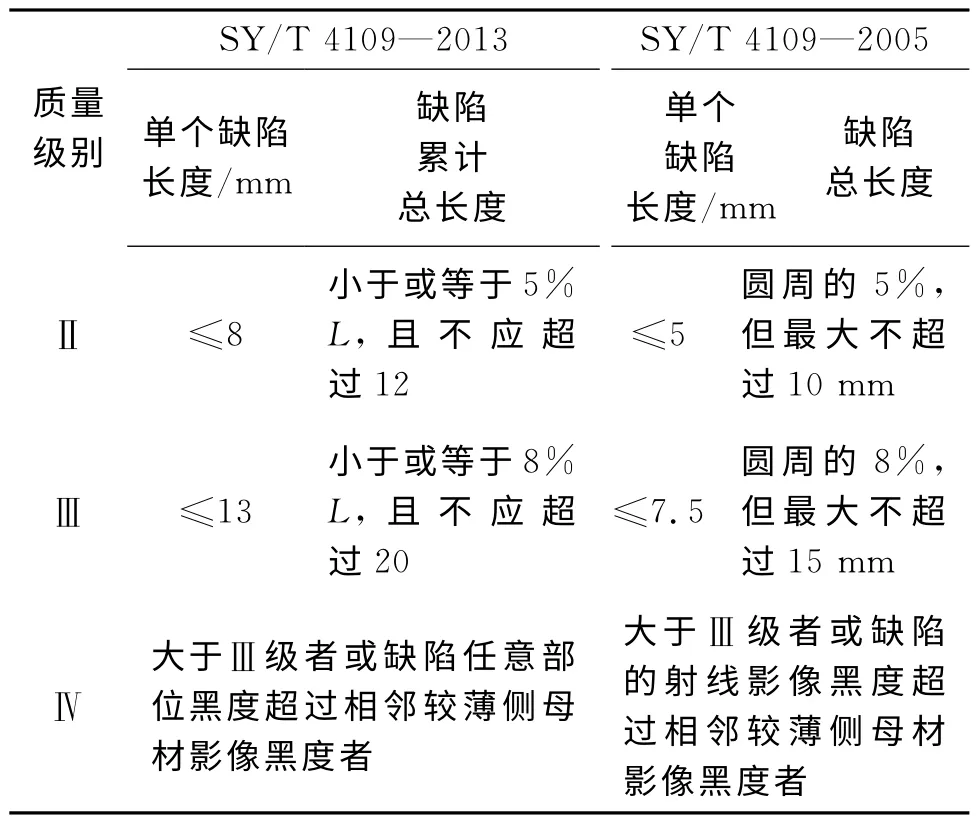
表3 新舊標準小徑管夾層未熔合的質量分級比較
3.1.2 根部未熔合
新版與舊版相同,沒有變化。
3.2 分析
夾層未熔合就是指熔焊金屬之間(層間未熔合)或熔焊金屬與母材之間(坡口未熔合)未能完全熔化結合,但不延續到表面的缺陷。
3.2.1 小徑管夾層未熔合
Ⅱ級由5mm 調整為8mm;Ⅲ級由7.5mm 調整為13mm。對于小徑管夾層未熔合缺陷要求放寬了。
新版標準條文說明中解釋為:國際上油氣管道工程施工檢測用的API Std 1104《管道及有關設施的焊接無損檢測》放得很寬,其單個長度為:表面未熔合不大于25mm,層間未熔合不大于50mm;總長為:在任何300mm 焊縫長度內均不大于50mm,當焊縫小于300mm 時,均不超過焊縫長度的8%。考慮到夾層未熔合的危害性要小于根部未熔合,對其允許尺寸進行了放寬,這也符合實際情況,也與國際接軌。
3.2.2 根部未熔合
(1)缺陷在底片上的影像黑度不大于相鄰較薄側母材黑度。
(2)單個根部未熔合的限值:外徑大于89mm的管道,Ⅱ級不大于10mm,Ⅲ級不大于12.5mm;小徑管,Ⅱ級不大于5mm,Ⅲ級不大于7.5mm。
(3)總長的限值:外徑大于89mm 的管道,任何連續300mm 內,其累計長度Ⅱ級不應超過20mm,Ⅲ級不應超過25mm;小徑管Ⅱ級不大于5%L,且不超過10mm,Ⅲ級不大于8%L,且不超過15mm。
(4)根部未熔合缺陷影像黑度大于相鄰較薄側母材黑度者,評為Ⅳ級。
新舊版標準對根部未熔合的質量分級一致,在實際操作中也可行。
4 未焊透的質量分級
4.1 內容比較
在油氣管道建設中,僅僅在大口徑長輸管道中存在雙面焊,而且數量很少。絕大多數管道焊縫都是單面進行焊接的,所以中間未焊透在油氣田建設工程中極少碰到。兩版標準對于中間未焊透的質量分級相同,沒有變化。
(1)新版對于外徑大于89mm 的管道根部未焊透與根部未熔合允許缺陷尺寸是一致的,也與舊版沒有變化。但對于小徑管外徑不大于89mm 根部未焊透,兩版標準對缺陷的質量分級變化比較大,詳見表4。缺陷影像中任意部位的黑度大于較薄側母材黑度時,即應認為缺陷的影像黑度大于較薄側母材黑度。
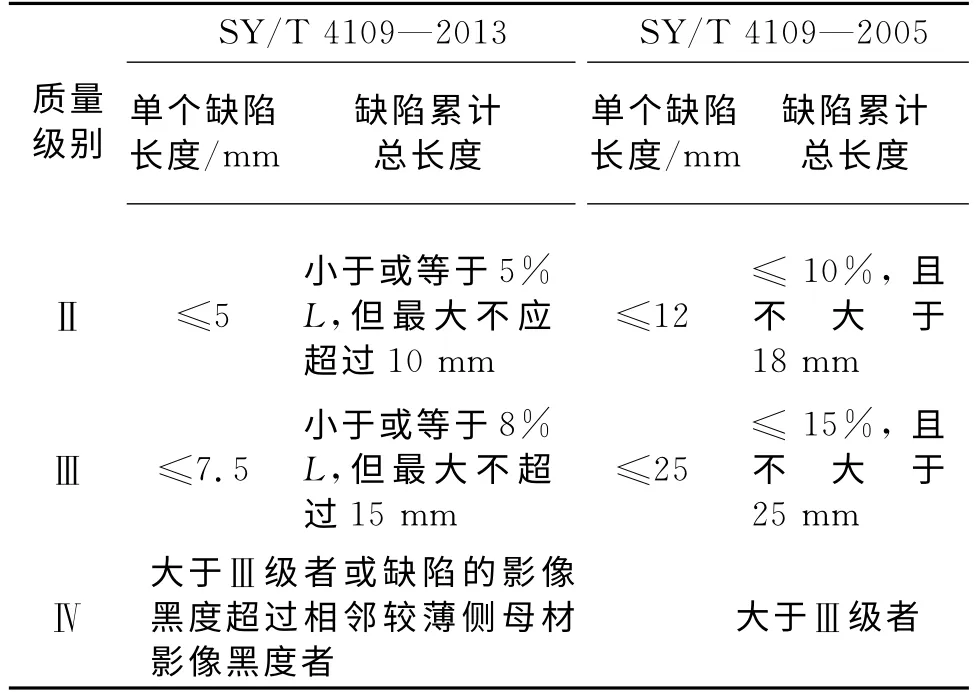
表4 新舊標準小徑管根部未焊透的質量分級比較
(2)對于錯邊未焊透,兩版標準允許值變化也較大,詳見表5。缺陷影像中任意部位的黑度大于較薄側母材黑度時,即應認為缺陷的影像黑度大于較薄側母材黑度。
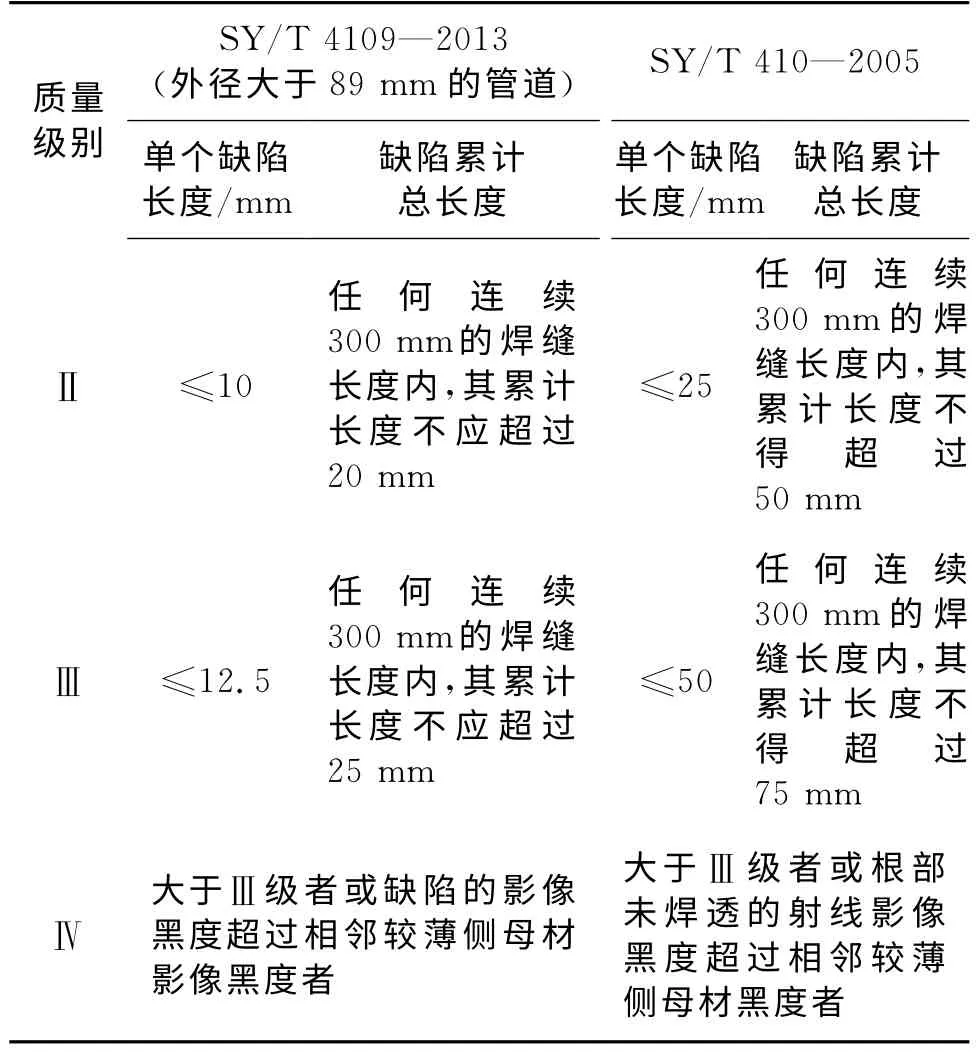
表5 新舊標準錯邊未焊透的質量分級比較
(3)新版對于小徑管的錯邊未焊透專門進行了規定,而舊版無此規定,詳見表6。缺陷影像中任意部位的黑度大于較薄側母材黑度時,即應認為缺陷的影像黑度大于較薄側母材黑度。
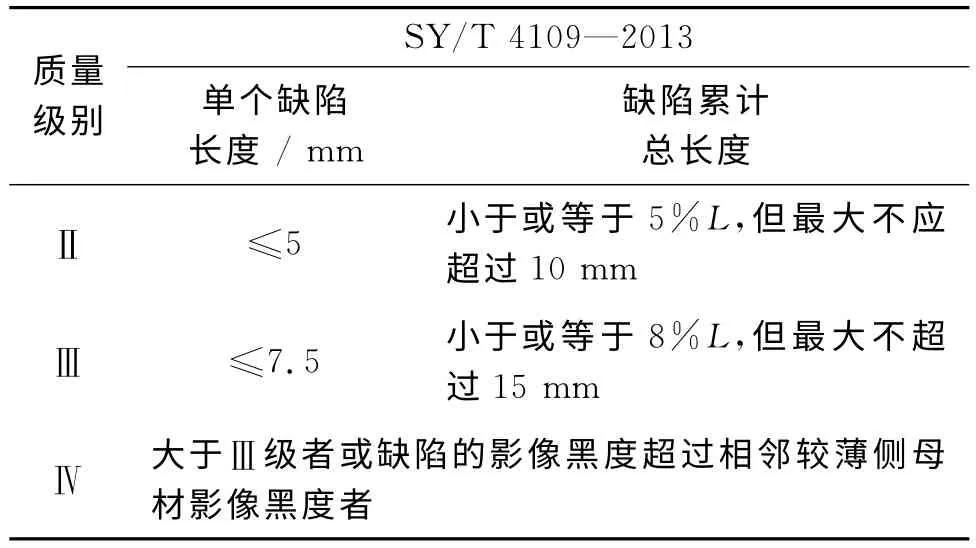
表6 新舊標準小徑管根部錯邊未焊透的質量分級
4.2 分析
未焊透就是指接頭根部未完全熔透的現象。中間未焊透指雙面焊時接頭根部出現的未焊透;單面焊未焊透指在無錯邊的情況下,母材金屬之間沒有熔化,焊縫金屬沒有進入焊接接頭的根部而造成的缺陷;錯邊未焊透是指由錯邊引起的焊縫單邊未焊透。
(1)關于小徑管根部未焊透的缺陷評定,從表4的內容比較可以看出,對于單個缺陷長度:Ⅱ級由12 mm 調整為5 mm、Ⅲ級由25 mm 調整為7.5mm;對于缺陷累計總長度:Ⅱ級由周長的10%調整為5%,總長度由18mm 調整為10 mm;Ⅲ級由周長的15%調整為8%,總長度由25mm 調整為15mm。顯然新版比舊版對小徑管未焊透控制更嚴格,油田生產中單井輸油管道有很多小徑管采用手工電弧焊工藝,其中未焊透是一種較為常見的缺陷。
(2)從表5的內容比較可以看出,新版對于錯邊未焊透控制更為嚴格,單個缺陷長度和總長度各級別縮減了一半多。錯邊未焊透在石油天然氣管道中,尤其是油田管道中比較多見。這種缺陷是由于管子橢圓度的原因導致焊口存在錯邊,采用手工電弧焊焊接時極易形成。這將對管材質量,尤其是管口橢圓度、施工中管口組對、焊接工序等提出更嚴格要求。
(3)新版對小徑管的錯邊未焊透專門進行了規定,各級別要求與根部未熔合的允許長度一致。這也是借鑒國內油氣管道出現的質量事故,對事故原因進行分析后對小徑管的錯邊未焊透允許值進行了限制。
(4)新版對根部未焊透、錯邊未焊透與根部未熔合各級別允許的缺陷尺寸是一致的,便于評片人員記憶。
5 內凹的質量分級
5.1 內容比較
新版對Ⅱ、Ⅲ級焊縫內允許的內凹尺寸與舊版沒有變化。但是,舊版標準中“內凹的影像黑度小于或等于較薄側母材黑度時,長度不計,可評為Ⅰ級”,在新版標準被改為“內凹的影像黑度小于或等于較薄側母材黑度時,長度不計,應評為Ⅱ級”。
5.2 分析
內凹一般是根焊時,溶池在冷卻過程中鋼液下塌形成焊縫邊緣良好熔合,焊縫表面中部比壁厚稍低的凹陷。因多出現在仰焊位置(有時也出現在立焊位置)的內表面即為內凹。
API Std 1104對根部內凹的定義為:完成的焊縫邊緣已良好熔合和焊透,但焊縫表面焊道中部比管壁表面稍低,形成的凹陷即為內凹;該凹陷的尺寸定義為管壁表面的軸向延伸線和該焊道表面最低點之間的垂直距離。
內凹是普通手工焊中常見的內表面缺陷,它沒有棱角,不擴展,與根部未焊透比較,對焊縫質量的影響很小,比焊縫根部內咬邊對焊縫質量的影響小。
新版標準條文說明中解釋為“為了使對Ⅰ級片的規定與咬邊等保持一致”。筆者認為這種解釋欠妥,原因是內凹與內咬邊對焊縫質量的影響程度不一樣,二者不能相提并論。內凹表面光滑,無棱角,無應力集中現象,而內咬邊存在應力集中現象,個別部位還有可能存在尖角。就內咬邊與外咬邊對焊接接頭的質量影響程度也是不一樣的,內咬邊影響較大。
6 燒穿的質量分級
6.1 內容比較
新版借鑒了API Std 1104的條款,對燒穿的質量分級進行了調整,主要在以下兩個方面:
(1)“燒穿的影像黑度小于較薄側母材黑度時,長度不計,應評為Ⅱ級”。
(2)新舊版標準對燒穿質量分級的比較見表7。缺陷影像中任意部位的黑度大于較薄側母材黑度時,即應認為缺欠的影像黑度大于較薄側母材黑度。
(3)新版對小徑管對接接頭燒穿的質量分級專門進行了規定,見表8。缺陷影像中任意部位的黑度大于較薄側母材黑度時,即應認為缺陷的影像黑度大于較薄側母材黑度;T為母材公稱壁厚,不等厚母材對接時,T為接頭較薄側母材公稱壁厚。
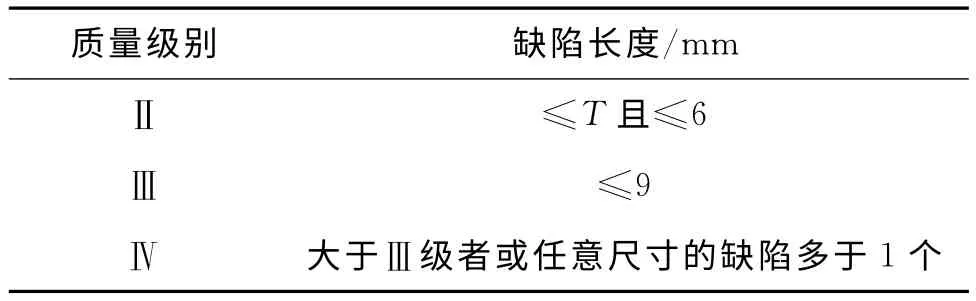
表8 SY/T 4109—2013小徑管對接接頭燒穿的質量分級
6.2 分析
燒穿是指部分根焊道被熔穿,熔池鋼液有的未補充上就凝固了,形成不規則的黑色洞穴。有的鋼液補充了一些,但仍有痕跡。新版對燒穿的分級參照了API Std 1104的規定。
(1)新版對影像黑度小的燒穿比舊版放寬了,由表7可看出,舊版對影像黑度小于較薄側母材黑度的燒穿Ⅱ級只允許6mm 以下。而新版對長度無限制,可評為Ⅱ級。
(2)對于Ⅱ級焊縫,新版限制了燒穿在薄壁管中的長度,如對于φ159mm×5mm 的管道,單個燒穿長度只允許5mm,但深度上放松了,允許燒穿的黑度大于母材黑度,也就是說,燒穿部位的實際厚度小于5mm。對于Ⅲ級焊縫,新版允許值從舊版的6mm放寬到13mm。
(3)對于φ89 mm 以下的小徑管,新版做了特別規定,見表8。
通過對新舊版標準關于燒穿的對比,筆者認為新版標準對燒穿放松了許多,未對燒穿的深度作出限制。事實上燒穿深度用溝槽對比試塊測量也有一定的難度,但能否像評定氣孔時對待深孔缺陷那樣,如果評定人員認為燒穿深度較大,將影響管道焊縫的強度時可評為Ⅳ級,這樣更利于保證管道的質量。

圖2 管道φ660mm×7.1mm 中的燒穿照片
如圖2所示的燒穿缺陷,管道規格φ660mm×7.1mm,材質L415MB,燒穿長度8 mm,按照新版標準可評為Ⅲ級,但在實際工程中此類燒穿一律按Ⅳ級處理。
7 內咬邊的質量分級
7.1 內容比較
新版在內咬邊的評定中引入了黑度的概念。
(1)新版規定“影像黑度小于或等于較薄側母材黑度時,長度不計,應評為Ⅱ級”。這個規定與對內凹的規定一致。
(2)對于管徑大于89mm 以上的管道,新版內咬邊的黑度大于較薄側母材黑度時的質量分級見表9,而舊版未對內咬邊的深度作具體規定。
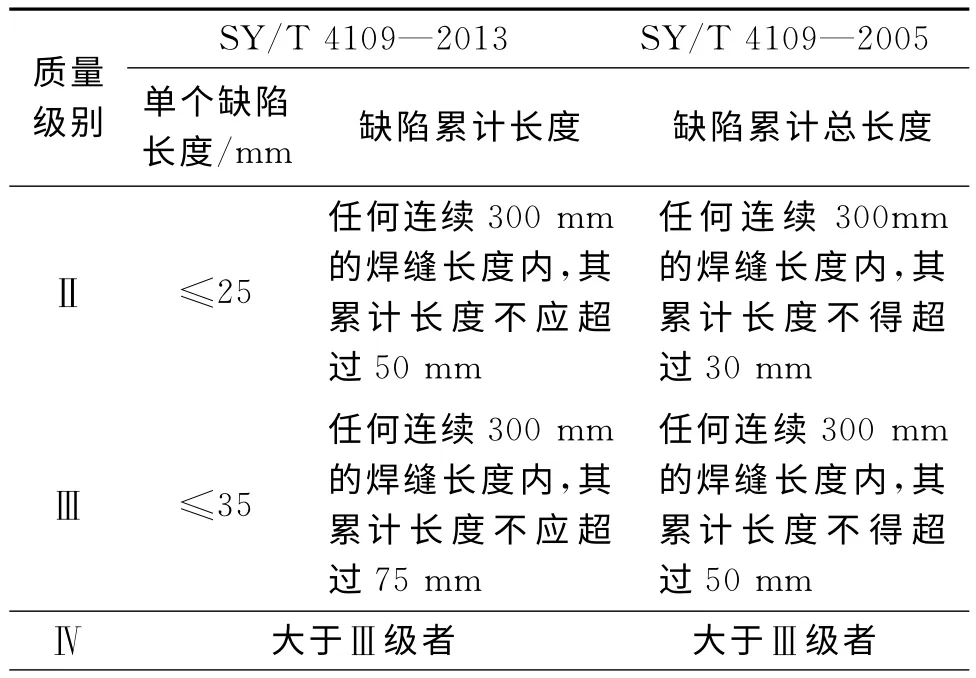
表9 外徑大于89mm 管道對接接頭內咬邊的質量分級比較
(3)對于小徑管,新舊版本的規定一致,均是以連續或斷續內咬邊總長度占圓周總長的百分比來確定級別。其中Ⅱ級不大于10%L,Ⅲ級不大于15%L。
7.2 分析
咬邊是在焊趾或焊根母材處燒熔形成的凹陷或溝槽,它是手工焊接常見的表面缺陷。處于管道內表面的稱為內咬邊,如圖3所示,處于外表面的稱外咬邊,外咬邊屬于外觀檢查的范疇,可在外觀目視檢查中直接測量,也有相應的評定標準。內咬邊由于在管道內部無法目視檢查,只能借助底片來估判。
事實上,內咬邊的深度比燒穿、內凹缺陷的深度更難估判,由于內咬邊缺陷影像是一條黑線,用黑度計測量有一定困難。
石油天然氣管道工程射線檢測后,24h就要出具檢測結果。有可能管道已經防腐補口,甚至下溝回填后,監理人員、質量監督人員隨后抽查過程中,認為此缺陷已經超標,需要返修,將會給施工帶來極大的難度。
圖3 某原油管道φ813mm×9.5mm 內咬邊缺陷影像
8 結論
(1)SY/T 4109-2013標準中對單個圓形缺陷長徑大于T/3時,應評為Ⅳ級,過于嚴格。以油田常見的φ89mm×4.5mm 輸油管道為例:若焊縫中出現長徑大于1.5mm 的氣孔,就應評為Ⅳ級;出現黑度大于母材的燒穿,Ⅱ級焊縫中可允許長4.5mm;Ⅱ級焊縫中也允許寬度不大于2mm,長度不大于4.5mm 的條狀夾渣存在;甚至允許長度28mm 的黑度大于母材的內咬邊存在,這顯然不合理。
氣孔一般出現在焊縫中間,再加上余高,如果出現1.5mm 的氣孔,沿厚度方向的尺寸不一定會小于母材壁厚。
JB/T 4730.2—2005規定圓形缺陷長徑大于T/2時評為Ⅳ級[1]。為此,筆者引入黑度比較這個條件,因為測量氣孔黑度要比測量內咬邊黑度容易;如果單個圓形缺陷處黑度大于母材處黑度,可以判為Ⅳ級,如果黑度小于母材處黑度,還是按舊版大于T/2時評為Ⅳ級較為適當;避免了追求高質量必然要付出高成本的代價,這也符合工程實際情況。
(2)對內咬邊的評定,由于內咬邊的深度用底片上的黑度差很難估計準確,如若遇到圖3所示的內咬邊應本著偏嚴評定的原則。
因為,與內凹相比,內咬邊對焊接接頭的質量影響要大,且咬邊處有可能伴隨尖角,易引起應力集中,在交變低周疲勞的影響下有可能成為裂紋源。
(3)對于燒穿的危害在于深度方向而并非在長度方向上,所以對于黑度相比母材較大的燒穿,雖然長度未超過相應級別的規定,也應判為Ⅳ級,如類似圖2的燒穿;對于燒穿黑度與母材黑度相比變化不大或稍大一些的可以按現行標準執行。
石油天然氣行業標準,從SY 4056—1993《石油天然氣管道對接焊縫射線照相及質量分級》到SY/T 4109—2005《石油天然氣鋼質管道無損檢測》再到SY/T 4109—2013,每次修訂后要執行8~12年之久。
筆者根據實際工作中遇到的問題,針對新標準的有些條款提出了看法,目的是在標準執行之初,就將可能要遇到的各類問題提前列舉出來,以便新標準能在實際工作中更好地執行,發揮新標準在石油工程建設焊接質量檢驗中的把關作用。
[1]JB/T 4730.2-2005《承壓設備無損檢測 第2部分:射線檢測》[S].
猜你喜歡
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
中國生殖健康(2019年2期)2019-08-23 08:12:08
制造技術與機床(2018年12期)2018-12-23 02:40:58
產品可靠性報告(2017年7期)2017-09-05 09:49:12
制造業自動化(2017年2期)2017-03-20 14:26:13
汽車觀察(2016年3期)2016-02-28 13:16:26