15CrMoR鋼焊接冷裂紋的磁記憶特性
2015-01-10 01:30:08周俊鵬張盛瑀
無損檢測 2015年5期
張 穎,李 彬,周俊鵬,2,張盛瑀,高 晗
(1.東北石油大學,大慶 163318;2.大慶油田工程建設公司石油石化設備廠,大慶 163000)
隨著過程工業的發展,壓力容器呈現出大型化的發展趨勢,高強鋼在壓力容器制造中的應用也越來越廣泛[1]。高強鋼的冷裂敏感性會導致冷裂紋出現的可能性增加,而焊接冷裂紋的萌生與擴展在時間上具有一定的延遲性,從而給安全帶來隱患,同時,也給檢測和預防帶來了困難。
傳統的無損檢測方法,只能對已經形成的缺陷進行檢測;對于焊接結構及構件的早期損傷,尤其是尚未發展成形的不連續性變化,傳統的檢測方法很難對其進行準確、有效地檢測及評價,無法避免由此引發的各種事故[2]。磁記憶檢測技術作為一種新興的無損檢測方法,不僅能夠檢測出材料塑性變形及宏觀裂紋,還能對應力集中區進行準確地檢測和預報,因此在焊接冷裂紋的早期預測方面有其獨特的優勢。
筆者采用金屬磁記憶檢測技術,對15CrMoR鋼斜Y 型坡口焊接試件的冷裂紋進行測試。通過分析焊接冷裂紋萌生與擴展過程中焊縫表面磁記憶信號的變化,得到冷裂紋起裂位置和擴展方向的磁記憶檢測及判別方法,初步揭示了冷裂紋磁記憶信號的變化規律。
1 冷裂紋磁記憶檢測的原理和分析方法
1.1 冷裂紋形成機理及磁記憶檢測原理
冷裂紋的產生一般由焊縫氫含量、焊接應力水平和淬硬組織三個因素共同作用。其中,焊接應力是冷裂紋萌生和擴展的直接因素。在焊接應力的作用下,焊縫中的氫向缺陷處聚集,使組織脆化,應力進一步累積;當應力強度因子達到一個門檻值時,潛在裂紋源開裂。裂紋出現后,會在裂紋尖端應力的作用下繼續擴展,最終形成宏觀裂紋[3]。
這種焊接應力的聚集和移動可以利用金屬磁記憶方法檢測得到。金屬磁記憶檢測方法(Metal Magnetic Memory,MMM)是一種被動的無損檢測方法,可檢測出被測對象上以應力集中區為特征的危險部位,是迄今為止對金屬部件進行早期診斷的唯一行之有效的無損檢測方法[4]。因此,通過對焊縫及其熱影響區的磁記憶檢測,可以評定焊縫的應力集中狀況[5],了解整個焊接冷裂紋開裂過程應力的變化情況,進而判斷出冷裂紋的起裂位置和擴展方向。圖1是焊接冷裂紋磁記憶檢測原理圖。
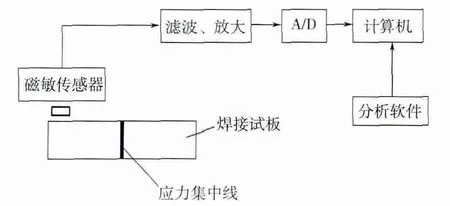
圖1 焊接冷裂紋磁記憶檢測原理
1.2 冷裂紋應力集中度的“分段最大K 值判別法”
金屬磁記憶檢測是一種弱磁信號檢測方法,檢測信號易受干擾,焊接過程中較高的溫度以及缺口效應等因素會對磁記憶信號產生較大的影響,所以傳統的具體某一點的漏磁場相關參數變化情況并不能準確反映冷裂紋產生過程中磁記憶信號的變化規律。同時,冷裂紋磁記憶檢測針對的是應力集中區,故以區域為研究對象,觀察區域的漏磁場變化能更好地反映磁記憶信號變化。因此,提出采用“分段最大K值法”,即將試驗焊縫平分為n段,分析每一小段焊縫表面漏磁場強度法向分量及其梯度K值的變化,進而得到整條試驗焊縫漏磁場的變化規律。K值的大小反映了該處漏磁場強度的變化劇烈程度,K值越大,表面漏磁場強度變化越劇烈,應力集中越明顯;K值越小,焊縫應力集中水平越低。根據磁記憶檢測技術的基本原理可知,每段焊縫中最大應力集中區對應著漏磁場法向分量梯度值K的最大值。假設試驗焊縫長度為Lx,將其分為n段,每段N個點,則第i段j點的漏磁場法向分量梯度Kij和第i段焊縫最大漏磁場強度法向分量梯度值Kmax,i分別為:

式中:Hpyij為第i段j點焊縫漏磁場強度法向分量;xi為第i段焊縫;Kmax,i為第i段焊縫最大漏磁場強度法向分量梯度值。
2 斜Y型坡口焊接冷裂紋的磁記憶試驗
2.1 試驗方案
試驗母材為15CrMoR 鋼,有著很強的淬硬傾向,焊接時易產生冷裂紋。按照GB4675.1-1984《斜Y 型坡口焊接裂紋試驗方法》的相關規定制作冷裂紋試驗試板,如圖2所示。

圖2 斜Y 坡口試件尺寸示意
試驗分為5組,每組2塊試件,共計10塊試件,組與組的試件之間取不同幾何參數(板厚、拘束焊縫長度等),具體的試件尺寸及拘束長度見表1所示。試件兩端各有一段事先焊接的拘束焊縫,構成外加拘束力,中間部分為試驗焊縫。試件水平放置,用未經烘干的R307C焊條進行焊接,采用直流焊機反接接線方式,焊接電壓為24V,焊接電流為130A,從左至右進行焊接。試驗選用TSC-1M-4型金屬磁記憶檢測儀,采用雙通道探頭,檢測步長設為1mm。
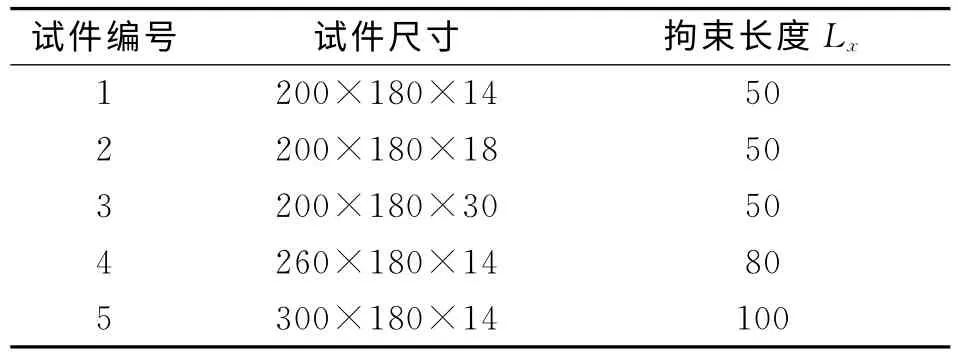
表1 五組試件的幾何尺寸 mm
2.2 試驗過程
由于磁記憶檢測探頭有使用溫度的限制,因此,需待焊縫表面溫度冷卻到55 ℃以下后才能進行磁記憶檢測。根據試驗方案,主要完成如下測試:
(1)進行不同板厚試件的冷裂紋磁記憶測試試驗,取1、2、3組試板,板厚依次為14、18、30mm,分別在焊后20、50、70、100、200、300、400、750、1000min時進行檢測。
(2)進行不同拘束長度試件的冷裂紋磁記憶測試試驗,取1、4、5組試板,板厚均為14mm,拘束長度分別為50、80、100 mm,分別在焊后25、50、70、100、200、300、400、750、1000min進行檢測。
3 試驗結果分析
3.1 磁記憶信號的小波分解和重構
由于檢測過程或周圍環境的干擾,通常有一些附加噪聲疊加在檢測信號上,以致信號產生畸變,使得表征焊縫中焊接冷裂紋的特征信號淹沒其中,給信號的識別帶來困難。因此,需要采用一定的信號處理技術,將有效信號提取出來。而小波變換是一種常用的信號分解和重構方法,對于信號降噪有著很好的效果,故應用廣泛。小波分析方法消噪的效果主要取決于閾值選擇和所采用的小波函數[6]。筆者在對比分析不同小波分析方法的基礎上使用非線性方法,選擇db4小波基,分解層數為4層,閾值選擇最優預測變量閾值Heursure閾值,對磁記憶信號進行處理,使有用信號得以有效分離。
圖3是1號試件小波處理前后表面漏磁場信號的對比圖。圖3(a)中由于測量噪聲及試件表面光潔度的影響,原始信號峰值毛刺較多,曲線出現震蕩,易導致對焊縫應力集中區的誤判。而經過降噪處理后的圖3(b),短促干擾信號和無意義的孤立野值點被剔除,曲線更為圓滑、平穩。同時,以1號試件50min時段采集的信號曲線為例,繪制降噪前后磁記憶信號曲線梯度值的變化趨勢(圖4)。圖4(a)中由于有噪聲干擾,曲線上有較多的毛刺,毛刺的存在使Hp值出現突然性的增加,這種增加并不是由于焊縫應力集中區而產生的,而是來源于噪聲信號的干擾;Hp值的突然變化會改變該點附近梯度,使其發生失真,出現假值點,干擾應力集中區的判斷。而圖4(b)中降噪后的曲線更加圓滑,野值點得到有效剔除,周圍的Hp值得到了很好的修正,此時由于Hp值發生變化,該點梯度值也必然會隨之發生變化;梯度值表征著焊縫的應力集中現象,其大小和位置的變化也就是應力集中區的變化。因此,小波降噪前后x方向梯度的位置和大小發生變化的現象是合理的。
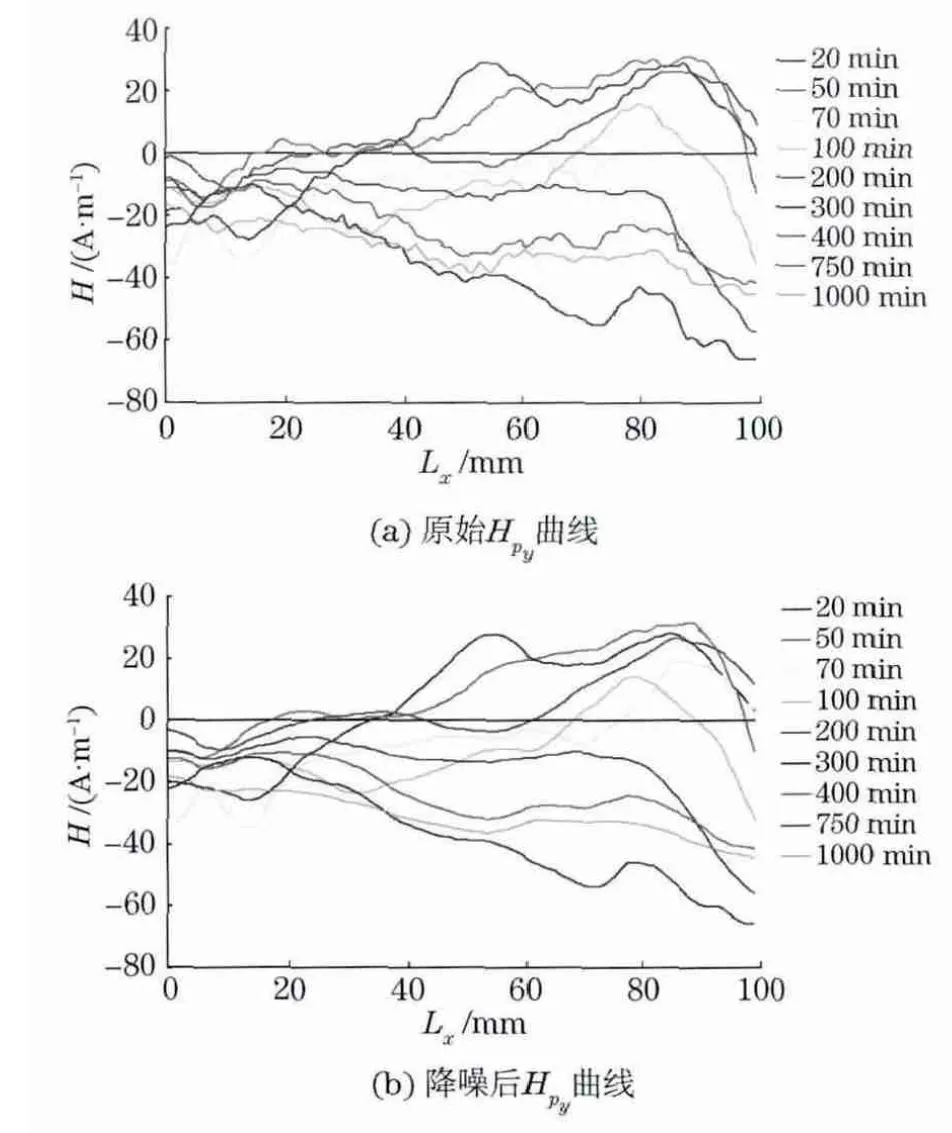
圖3 小波降噪前后試件表面Hpy 曲線
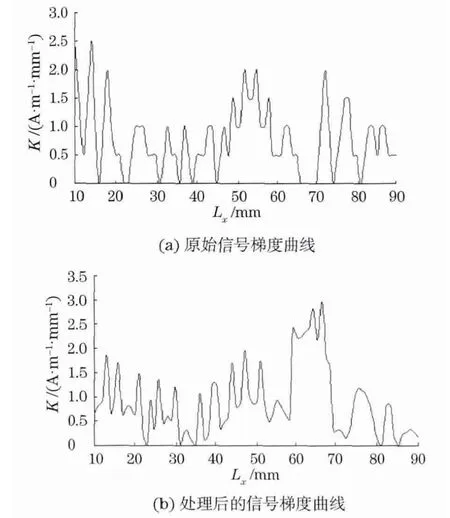
圖4 小波處理前后信號梯度
對比圖4(a)和(b)可看出,儀器自身配備的分析軟件能夠得到整條焊縫的Hp值和梯度值變化曲線,但對于焊接冷裂紋的前期預測而言,由于其本身檢測環境和冷裂紋產生機制的復雜性,使得其在檢測時易受噪聲信號的干擾,而導致信號局部失真;若使用原始信號進行判斷,會造成應力集中區的誤判,這也是筆者之所以采用小波降噪對磁記憶信號進行簡單處理的原因。經小波變換后,原始信號中的無效部分會被剔除,小波降噪前后,試件表面漏磁場梯度值有了明顯的變化,削弱了原始信號中由于毛刺而引起的梯度值變化,使結果更加貼近于真實信號。由此可見,小波降噪能夠較好地保留信號的基本特征,有效降低噪聲信號的干擾,為后續“分段最大K值法”的應用奠定了基礎。
3.2 不同板厚試件冷裂紋磁記憶測試結果分析
圖5所示為經過小波降噪處理后的不同板厚試件表面漏磁場強度法向分量變化曲線,其中圖5(a)、(b)、(c)分別對應厚度為14、18、30 mm 的三組試件。對比這三組試件的磁記憶信號,發現盡管每組試件本身固有的應力狀態、內部組織等條件各不相同,但磁記憶信號的整體走向和變化趨勢基本相同。三幅圖中只有1號試件出現過零值的現象,因此利用傳統的“Hpy過零點”方法無法對應力集中部位進行判斷。
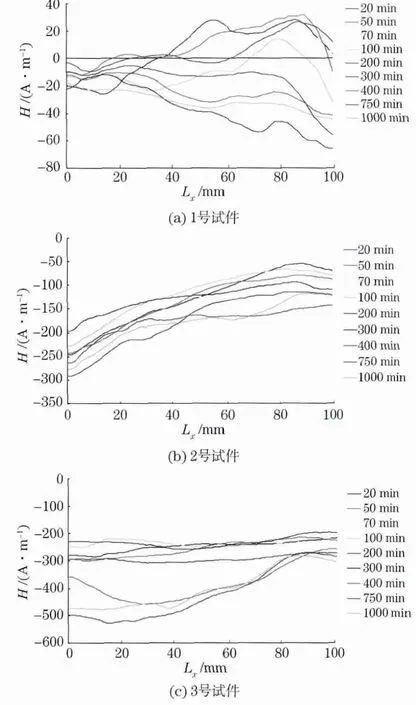
圖5 不同板厚試件表面漏磁場強度變化曲線
圖6是試驗焊縫分段最大漏磁場強度法向分量梯度的變化曲線,橫坐標表示將試驗焊縫均分為10個區段,每段長10 mm,縱坐標為每個區段的最大漏磁場強度梯度值。對比發現,三組試件的曲線有著各自不同的特征。圖6(a)是1號試件的Kmax,i-xi曲線,從圖中能夠看出,試驗焊縫60~70 mm 段在20~50min內漏磁場強度梯度值出現了較大的突變。根據磁記憶檢測的基本原理,漏磁場強度值出現突變的位置即為應力集中較大的部位,也就是裂紋出現的位置。由此可以推斷,1號試件在20~50min開始出現冷裂紋,起裂點位于60~70mm 范圍內。同時,觀察不同檢測時間同一段試驗焊縫的漏磁場強度梯度值,可以發現在整個檢測過程中,隨著時間的變化,試驗焊縫的最大漏磁場強度梯度值Kmax,i在不斷地由60~70mm 段向左移動(向焊接起始端移動),整個變化過程與冷裂紋的開裂相吻合。由圖6(b)、(c)可以得到類似的結論,2號試件在20~50min時間段開始出現冷裂紋,起裂位置位于60~70 mm段,3號試件在70~80mm 起裂。
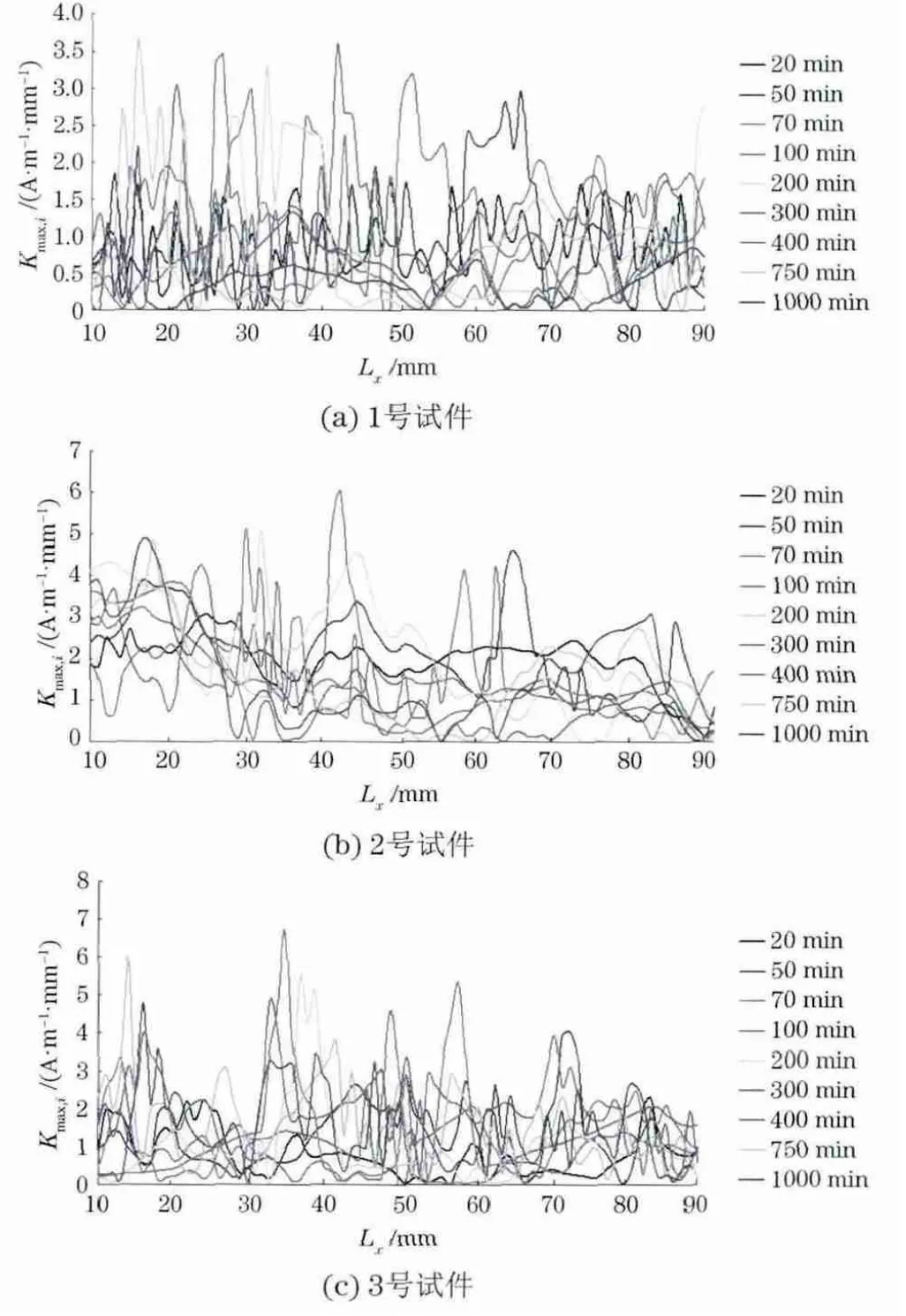
圖6 不同板厚試件Kmax,i-xi 曲 線
3.3 不同拘束焊縫長度試件冷裂紋磁記憶測試結果分析
1、4、5號試件板厚均為14mm,拘束焊縫長度分別為50、80、100mm。分析如圖7中所示三組試件焊后不同冷卻時間漏磁場強度法向分量變化趨勢,可以發現:拘束長度的改變對于試件表面漏磁場相關參數的影響很大,試件的磁記憶信號發生了一定規律的變化。但僅憑圖7不能直觀地得到焊縫表面漏磁場的變化情況,同時傳統意義上“應力集中部位Hpy過零點”的現象并未出現,因此,無法對應力集中區作出有效識別。
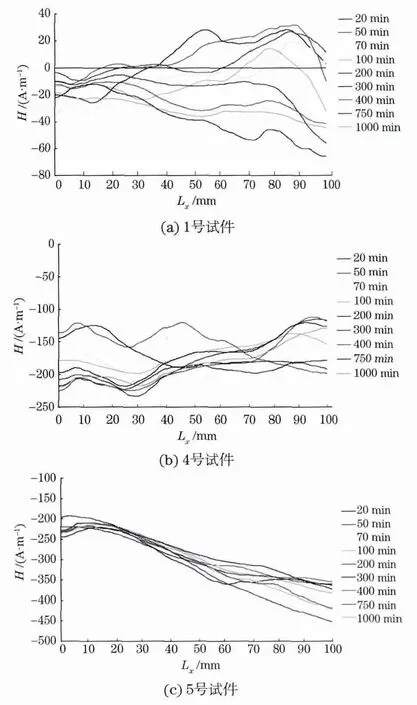
圖7 不同拘束長度試板表面漏磁場強度變化曲線
對比分析三組試件在不同時刻的Kmax,i-xi曲線(圖8),可以發現,盡管試件兩端拘束焊縫長度有所不同,但三組試件磁記憶信號整體變化趨于一致。其中,圖8(b)是4號試件的Kmax,i-xi曲線,從圖中能夠看出,試驗焊縫60~70mm 段在25~50min內漏磁場強度法向分量梯度出現了較大的突變。由磁記憶效應可以推斷,4號試件在25~50min開始出現冷裂紋,起裂點位于60~70 mm 范圍內。同時,觀察不同檢測時間每段試驗焊縫的漏磁場強度法向分量梯度,可以發現在整個檢測過程中,隨著時間的變化,試驗焊縫的最大漏磁場強度法向分量梯度Kmax,i在不斷地由60~70 mm 段向左移動,整個變化過程與冷裂紋的開裂擴展過程相吻合。類似地,從圖8(c)可以判斷,5號試件在70~80mm 段最先出現漏磁場的劇烈變化,冷裂紋在此萌生并由此向左(焊接起始端)開始擴展。
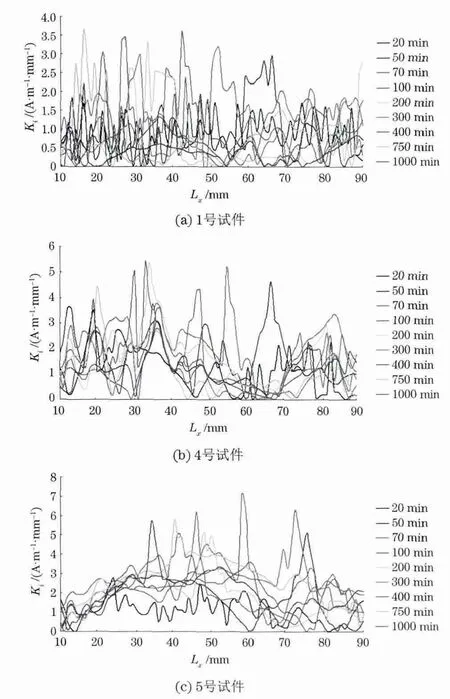
圖8 不同拘束長度試件Kmax,i-xi 曲線
采用“分段最大K值判別法”得到了如表2所示的五組試件磁記憶檢測結果,表中列出了試驗焊縫中焊接冷裂紋的起裂時間、起裂位置以及裂紋擴展方向。由表中數據可以發現,五組試件焊接冷裂紋均在20~50min時間范圍內開始出現,起裂位置位于60~80mm 區段,位于試件焊縫整體偏右的位置,即在焊縫末端開裂,這與焊接試板焊后的應力分布狀況一致,即在焊縫末端應力集中度較高。裂紋出現后,試驗焊縫中應力集中區在不斷移動,對應著拘束應力作用下冷裂紋的擴展,擴展方向從右至左,此時大量的微裂紋開始匯聚,直至形成一條清晰的主裂紋。由于磁記憶檢測探頭的使用溫度限制以及冷裂紋出現的瞬時性,采用磁記憶檢測方法難以得到冷裂紋萌生的具體時刻,無法判斷各組試件的冷裂紋出現的先后順序,具有一定的局限性。

表2 不同試件焊接冷裂紋磁記憶分析結果
4 結語
(1)針對焊接冷裂紋磁記憶檢測的特點,采用小波變換對信號進行了降噪處理,有效去除了噪聲信號的干擾,提出了“分段最大K值判別法”,并依此對磁記憶結果進行分析和處理。
(2)使用“分段最大K值判別法”分析發現,隨著焊后時間的不斷增加,試驗焊縫的應力狀況不斷變化。在試驗焊縫應力集中最大的施焊終端最先出現磁記憶信號的突變,裂紋在此處萌生,萌生后的裂紋從右至左逐漸擴展成一條宏觀裂紋。
(3)板厚及拘束焊縫長度對冷裂紋的磁記憶信號產生了一定的影響,但由于焊接過程的復雜性對于磁記憶信號的干擾,故其影響規律尚未明確,仍需要進一步的試驗研究。
[1]陳建俊.我國壓力容器制造技術發展方向的探討[C]∥第六屆全國壓力容器學術會議壓力容器先進技術精選集.北京:機械工業出版社,2005:48-63.
[2]冷建成,劉揚,周國強,等.鐵磁性材料早期損傷的磁無損檢測方法綜述[J].化工機械,2013,40(2):139-145.
[3]張元杰,彭云,馬成勇,等.Q890高強鋼焊接淬硬傾向和冷裂紋敏感性[J].焊接學報,2013,34(6):53-58.
[4]任吉林,林俊明,任文堅.金屬磁記憶檢測技術研究現狀與發展前景[J].無損檢測,2012,26(4):570-574.
[5]邢海燕,楊文光,黃保富,等.基于磁記憶機理的焊縫疲勞累積損傷特征[J].無損檢測,2012,26(3):25-29.
[6]劉子龍,張軍,張新,等.小波分析在金屬磁記憶檢測套管故障中的研究[J].測試技術學報,2007,21(4):372-376.
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
作文周刊·小學一年級版(2016年27期)2017-06-03 23:21:17
制造業自動化(2017年2期)2017-03-20 14:26:13
新湘評論·下半月(2016年4期)2016-05-05 22:12:41
新湘評論·下半月(2016年4期)2016-05-05 22:12:41
海外文摘(2016年4期)2016-04-15 22:28:55
設備管理與維修(2015年12期)2015-04-09 06:57:24