基于伺服系統的傳統注塑機節能改造
2015-01-04 05:12:44董澤,孫杰
當代化工 2015年2期
關鍵詞:系統
董 澤,孫 杰
(遼寧石油化工大學, 遼寧 撫順 113001)
基于伺服系統的傳統注塑機節能改造
董 澤,孫 杰
(遼寧石油化工大學, 遼寧 撫順 113001)
由于在能耗、成型精度等方面,傳統液壓型注塑機表現不足,而伺服驅動液壓注塑機優點就是耗能低、效率高、響應快,所以提出采用伺服控制代替開環控制的改造方案。基于對傳統注塑機液壓系統動力單元的改造,研究伺服注塑機的運行性能,通過實際試驗和應用,改造后的注塑機不僅使產品質量有了很大提高,并且對于實現注塑機的節能技術進步和控制精度提高具有重要作用。
注塑機;改造;伺服控制;節能
隨著塑料制品的廣泛應用及其產量的迅速增長,節能型注塑機的重要性也日益突出。傳統注塑機主回路采用定量泵與電液比例閥組成的控制回路或變量泵控制的回路。在定量泵注塑機液壓系統中,泵的輸出流量是一定的,系統存在溢流損失和節流損失,功率利用不盡合理。雖然早有變量泵的設計,以減低對溢流所產生的耗損,但溢流所產生的耗損只能減低,卻不能減除,且響應比較慢,不能達到某些注塑工藝要求[1]。為了使動力單元輸出流量和壓力與執行機構需要的流量和壓力相匹配,新型注塑機一般采用變頻電機驅動或伺服電機驅動[2]。但變頻調速響應速度過慢及電機壽命的減短,使得伺服電機驅動定量泵系統的高響應特性日益凸顯。本課題就是在這樣的背景下提出的,通過對傳統注塑機的伺服改造,達到節能效果,創造出較好的投資回報率。使其改造方案既符合我國國情又具有一定市場競爭力。
1 注塑機簡介
注塑機又名塑料注射成型機,是完成塑料注射成型的機器。它是利用注射裝置將料筒中已將溶化的熱塑性或熱固性塑料高壓、高速地推擠到閉合的成型模具型腔內,經過冷卻固化定型后,得到和模具型腔形狀幾乎完全一致的塑料制品。各種注塑機的注射成型動作程序可以不完全一致,但所要完成的工藝過程即基本動作內容還是相同的[3]。大致可以分為:合模、注射裝置前移、注射、壓力保持、注射位置復位、制品冷卻開模和預塑化、頂出制品等動作所組成的周期性成型過程,如圖1所示。
2 傳統注塑機和伺服系統改造注塑機對比分析
2.1 傳統注塑機耗能分析
根據傳統注塑機的注塑工藝,在一個工作循環周期中,功率變化如圖2所示,在保壓、定型、冷卻等待機階段,傳統的注塑機仍在耗能,造成了大量能源浪費[4]。
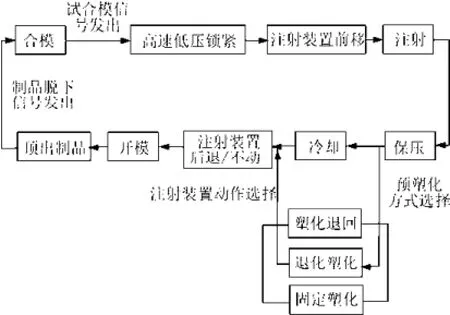
圖1 注塑機的工作循環Fig.1 Work cycle of the injection molding machine
傳統注塑機能耗分配是:
(1)油壓系統的能耗為70%~75%;(2)加熱單元的能耗為15%~20%;(3)冷卻系統的能耗為5%~10%;(4)控制組件的能耗為1%~5%。

圖2 注塑機周期動作及功率消耗Fig.2 The action cycle and the power consumption of injection molding machine
可見,油壓系統耗電占總耗電的75%以上,由此看出,注塑機油壓系統的節能改造也至關重要。
2.2 傳統注塑機油泵的缺點和伺服節能改造分析
傳統注塑機的控制系統通常由流量/壓力復合控制器+定量泵+感應馬達+開關閥組成,系統原理簡圖如圖3所示。
傳統注塑機75%以上的電能消耗于油壓動力源,由于采用定量液壓泵注塑機,其油泵轉速和輸出流量是恒定的,但注塑工藝要求是隨著階段變化而變化的,導致了富余部分的液壓流量通過溢流閥排回油缸,從而造成大量的能量損失和能源浪費,并且浪費的電能還會轉換成熱能使油箱的油溫上升從而減少密封圈的壽命等不良現象[5]。總之,由于采用傳統注塑機驅動方式,保壓及冷卻時間越長,系統耗能越多。此部分的耗能就是伺服改造的關鍵所在。

圖3 傳統注塑機控制系統原理圖Fig.3 The schematic diagram of control system of traditional injection molding machine
利用成熟的伺服技術對傳統的異步電機和定量泵電液系統進行節能改造來實現節約資源、降低成本、提升產品質量、改善工作環境的目的。伺服控制系統通常由伺服電機+伺服控制器+定量泵三部分組成,如圖4所示。

圖4 伺服改造后的系統原理圖Fig.4 Schematic diagram of the servo system after transformation
采用伺服驅動器的最大好處,第一是節能,因為在保壓的過程中注塑機控制器會同時給壓力和流量信號到驅動器,驅動器會采用PID算法后將低速驅動伺服電機運轉實現節能,其次是因為伺服驅動器使伺服電機運轉相應很快,而且伺服電機正常可以運轉到2 000 r/min以上,這樣產能得到明顯提高,所以注塑機在進行除保壓狀態外的其它工作階段時運行的是速度模式,其電機轉速可以迅速達到了,注塑機運轉周期加快,提高了生產效率,再次是系統保壓時壓力的穩定性很好,由于該驅動系統是個無限循環控制系統,注塑機系統壓力由壓力傳感器檢測出來傳遞到驅動器上并通過驅動器的PID快速調節響應,從而保證了系統壓力的穩定性[6]。
采用注塑機伺服改造的緣由:
(1)驅動系統和發熱系統,都是消耗大量電能;
(2)傳統注塑機的控制系統通常由流量/壓力復合控制器+定量泵+感應馬達+開關閥組成,油泵電機以恒速提供不變的流量,導致富余的液壓油通過溢流閥回流(高壓節流),直至能量損失和能源浪費;
(3)買家對產品質量的要求逐年提高,伺服系統是對注塑機系統的升級,可以改善注塑機的位置重復精度和壓力控制精度;
(4)全世界對環境保護日趨嚴格,如對能耗、噪音、泄漏等方面的要求,采用伺服改造能有效達到節能減排的要求;
(5)幫助企業降低前期投入、使產品質量和生產效率提高,促進企業在行業中的競爭力。
3 伺服系統控制工作原理
傳統注塑機伺服改造方法:
(1)液壓及油路不變,去掉原系統的比例流量閥比例壓力閥,換裝安全閥(溢流閥),去掉相應的放大板;
(2)壓力閉環:在泵出口處安裝壓力傳感器,從注塑機的電腦控制里取出壓力和流量給定的模擬信號,需要壓力傳感器的反饋信號為DC 0~10 V;
(3)普通電機換為伺服電機,葉片泵換為內嚙合齒輪泵(或螺桿泵、柱塞泵);
(4)電氣:增加伺服驅動器,將原來給PQ閥的流量和壓力信號給伺服驅動器;將油泵出口的壓力傳感器接入伺服壓力反饋信號端口;
改造后的注塑機液壓泵伺服驅動系統原理圖如圖5所示,主要由交流永磁同步伺服電機、伺服驅動器、液壓油泵、壓力傳感器、編碼器或旋轉變壓器構成,這種系統提供了注塑機驅動及控制系統的新概念,能夠接近全電動注塑機的節能水平[7]。

圖5 改造后的注塑機液壓泵伺服驅動系統原理圖Fig.5 The system principle diagram of injection molding machine hydraulic pump servo drive after transformation
此套系統有以下特點:
(1)超省電節能:從實際情況來看,比傳統定量泵油壓系統省電約70%;
(2)系統油溫溫升低:工作環境低于40攝氏度無需冷卻水,消除冷卻部件的耗能,延長了液壓油、液壓易損件的使用壽命。
(3)重復精度高:采用閉環轉速控制,實現了壓力流量的精確控制;
(4)響應時間快:壓力上升時間和流量上升時,速度響應時間快至40 ms,減少了動作轉換時間;
(5)耐惡劣環境:采用防油,防抖動,防塵的旋變編碼器;
(6)降低噪音:在絕大部分工況下液壓系統的噪聲在65 dB以內,改善了操作機器的現場環境;總的來說,該方案更好地實現注塑機的節能改造,系統生產效率提升,且安全可靠,適用于各種生產環境。
4 節能潛力
4.1 直接經濟收益
為了更實際了解注塑機節能改造的效果,我們選取一家企業的液壓型注塑機(海天HTF-240噸位)進行改造,電機功率為22 kW,一般電機耗電為12.5度/h,在這次改造中,企業進行的改造主要是針對異步電動機和定量油泵,改為伺服電機驅動的齒輪泵作為液壓動力源,其他部件暫不做任何改動。改造后電機耗電4.6度/h,每小時節省7.9度,節電率為63.2%,針對該臺機做節能效益分析如下:
以節電8度/h,注塑機每天工作24 h,每月工作28 d,電費按平均價計約人民幣0.85元/度,則如下:月回收節能=8×24×28×0.85=4 569元/月;
年回收節能=4 569元/月×12=5 4828元/a;
改造費用約7萬元,如考慮下文所述的間接利益,所有投資可在2 a內收回。
4.2 間接經濟收益
(1)由于穩定性增加,精密性增強,從而提高產品合格率;
(2)由于油溫降低,延長了注塑機液壓油壽命,延長了油封件等易損件壽命;
(3)因節電帶來輔助電力設施的成本節約。
(4)工作環境噪音降低。
(5)節約水量,降低成本,減少環境污染。
(6)動作響應速度快,縮短產品生產周期,提高生產效率。
5 結束語
通過對注塑機注塑工藝及每個工作階段能耗的研究與分析,采用伺服系統在傳統注塑機進行節能改造。
在流量和壓力雙閉環控制下,重復精度高,加工精密制品能力好,節能效果明顯,大大減少了能源的浪費,克服了普通馬達定量泵系統由電網電壓、頻率等變化導致的流量變化,使注塑機成品率下降的缺點,有利于機器的穩定運行。因此傳統注塑機伺服改造是注塑行業降低成本、提高產品競爭力的有效途徑。
[1]黃俊軍.注塑機節能技術淺談[J].塑料制造,2012,(11):76-79.
[2]張友根.注塑機節能液壓動力驅動系統的應用分析研究[J].液壓氣動與密封,2008,(3):1-5.
[3]董林福,秦然,等.注塑機使用指南[M].北京:化學工業出版社,2010.
[4]蔡恒志,謝樹清,王文廣.注塑操作工[ M].廣東:廣東科技出版社,2008.
[5]牟杰高.注塑機變頻節能技術改造[D].北京.中國農業大學,2006.
[6]周以翔.注塑機節能發展趨勢介紹[J].國內外機電一體化技術,2010,(8):41-43.
[7]Kenichi TAKAKU,Hirokazu HIRAIDE, Koichi OBA. Application of the“Asr Series” AC Servo Motor Driven Hydraulic Pump to Injection Molding Machines[A].Proceedings of the 7th JFPS international Symposium on Fluid Power[C].2008.
Energy-saving Retrofit of Traditional Injection Molding Machines Based on Servo System
DONG Ze,SUN Jie
(Liaoning Shihua University, Liaoning Fushun 113001,China)
Traditional hydraulic injection molding machine has many deficiencies in the aspects of energy consumption and forming accuracy, while the servo-driven hydraulic injection molding machine has many advantages,such as low energy consumption,high efficiency,fast response,so a retrofitting project by using the servo control to replace the open-loop control has been put forward. In order to transform power unit of the traditional injection molding machine hydraulic system, operating performance of servo injection molding machine was studied. The actual test and application results show that the injection molding machine after transformation not only can improve product quality, but also can play an important role in development of energy saving technology and improving control precision of the injection molding machine.
Injection molding machine; Retrofitting; Servo control; Energy-saving
TQ 051
: A
: 1671-0460(2015)02-0369-03
2014-09-13
董澤(1989-),男,遼寧沈陽人,碩士研究生,研究方向:過程裝備控制及機電一體化。E-mail:390511928@qq.com。
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(2019年12期)2019-12-25 03:06:46
制造技術與機床(2019年10期)2019-10-26 02:47:06
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
鐵道通信信號(2018年5期)2018-06-28 03:06:24
家庭影院技術(2017年9期)2017-09-26 03:41:45
知識經濟·中國直銷(2017年5期)2017-06-15 20:28:19
通信電源技術(2016年6期)2016-04-20 06:21:32
