天然氣凈化廠低濃度酸氣處理工藝探討
2015-01-03 06:42:56劉子兵張文超何興軍常志波喬光輝
天然氣與石油 2015年3期
劉子兵 張文超 何興軍 常志波 喬光輝
西安長慶科技工程有限責任公司, 陜西 西安 710018
0 前言
靖邊氣田天然氣凈化廠酸氣具有如下特點:氣量大,最大達到32 ×104m3/d;H2S 摩爾含量低,低于5;CO2摩爾含量高,達到88以上;潛硫含量低,屬于低含硫酸氣。
酸氣中H2S 含量不同,采用的硫黃回收工藝則不同。靖邊氣田天然氣凈化廠酸氣中H2S 摩爾含量低于5,應采用直接氧化法[1]。經過調研和技術咨詢得出,適合靖邊氣田天然氣凈化廠低含硫高碳比氣質酸氣的直接氧化法有絡合鐵液相氧化脫硫工藝、國產選擇氧化法脫硫工藝、生物脫硫工藝和WSA 制酸工藝,同時隨著對碳排放問題的重視,此次增加酸氣回注工藝。
1 工藝研究方案
1.1 絡合鐵液相氧化脫硫工藝
絡合鐵液相氧化脫硫工藝是利用鐵基催化劑完成氧化反應,進行硫黃回收的工藝方法。凈化廠酸氣處理選用自循環反應器流程,其核心設備是吸收/氧化反應器和鐵基催化劑。
1.1.1 工藝原理
絡合鐵液相氧化脫硫工藝原理如下[2]:
吸收反應式

再生反應式

總反應式

1.1.2 工藝流程
酸氣經分離后進入吸收/氧化反應器,在吸收室內Fe3+液相催化劑將H2S 轉化為單質硫;含有硫黃顆粒和Fe2+的吸收劑溶液從吸收室出來后進入氧化室。在氧化室內溶液中的Fe2+與鼓風機送入空氣中的O2接觸,發生氧化反應,使Fe2+再生為Fe3+,自循環回吸收室,如此開始下一個氧化-還原反應過程。
氧化室頂部出來的尾氣進入酸氣焚燒爐焚燒后排放,反應形成的硫黃顆粒在重力作用下沉降至反應器底部,硫漿經硫漿泵泵送至帶式真空過濾機脫水。脫水后的硫黃餅儲存外運,脫水得到的濾液返回至反應器循環利用。技術原理見圖1。

圖1 絡合鐵液相氧化脫硫技術原理
1.1.3 工藝特點
4)反應溫度低,催化劑溶液正常操作溫度為50 ℃。
5)需要添加5 種化學藥劑,藥劑消耗量大,運行成本高。
1.2 國產選擇氧化脫硫工藝
該工藝是由國內開發成功的選擇催化氧化硫回收工藝及催化劑,采用兩級反應器,核心技術是其選擇氧化催化劑。
1.2.1 工藝原理
采用選擇氧化和深度氧化兩級催化反應[5]:
第一級在等溫反應器內進行選擇氧化反應

第二級反應為深度氧化反應,在絕熱反應器內進行

1.2.2 工藝流程
進入裝置的酸性氣先經過酸性氣分離器后經過鼓風機加壓,然后與空氣鼓風機來的空氣混合后先后進入中間換熱器1,被第二級雙功能絕熱氧化反應器出口氣加熱至140 ~180 ℃,進入一級移熱反應器,進入反應器的氣體經催化劑床層進行反應,反應熱由分布在催化劑床層內的飽和水移出,并在汽包內副產中壓蒸汽。反應的氣體約230 ℃時,進入中間換熱器1,降溫到約150 ℃,再進入硫冷凝器,高溫氣體在冷凝器殼程產生低壓蒸汽,出硫冷凝器的酸性氣直接進入硫霧沫分離器,氣體中夾帶的硫霧沫在除沫網中被分離下來,進入硫固化裝置。
由第一級硫霧沫分離器出來的氣體,經過中間換熱器1 預熱到180 ~200 ℃,進入第二級雙功能絕熱氧化反應器進行深度氧化反應。反應后的氣體經過中間換熱器2 和硫黃冷凝器回收熱量后,進入硫霧沫分離器,氣體中夾帶的硫霧沫在除沫網中被分離下來,進入硫固化裝置。凈化后尾氣輸往尾氣焚燒裝置。
技術原理見圖2。

圖2 國產選擇氧化技術原理
1.2.3 工藝特點
2)產品硫黃達到GB /T 2449.1-2014《工業硫磺第1 部分:固體產品》優等品要求[6]。
4)低溫活性好,催化劑130 ℃起活,催化劑壽命≥3年。
5)系統內部自熱平衡,部分副產蒸汽可外供。
6)在天然氣凈化領域尚無應用,主要應用在化肥廠、煤化工等領域,在山西和內蒙古已建投產4 套,在建3 套。
1.3 WSA 制酸工藝
該工藝是丹麥托普索公司開發的酸性氣濕法制硫酸工藝,主要通過催化轉化將酸氣中的硫化物回收為商品級的濃硫酸,同時進行熱量回收。
1.3.1 工藝原理
燃燒轉化:酸性氣體燃燒,硫元素氧化轉化成SO2,反應式為

催化轉化:氧化反應氣體控溫后進入催化反應,SO2轉化成SO3,反應式為

冷凝反應:氣體冷凝產生硫酸,反應式為

1.3.2 工藝流程
燃料和酸氣進入焚燒爐,通過調整焚燒爐的助燃空氣流量,使爐內溫度達到1 000 ℃。燃燒產生的含SO2的燃料氣在下游廢熱鍋爐中被冷卻至大約420 ℃,然后工藝氣到SO2轉化器,SO2被氧化成SO3,在轉化器中設置冷卻器,氣體在進入WSA 冷凝器之前被冷卻至280℃,部分SO3與水結合成為氣態硫酸。在WSA 冷凝器中,工藝氣通過環境空氣進一步被冷卻。在冷卻過程中,所有的SO3與水轉化為H2SO4,酸在WSA 冷凝器的垂直玻璃管內被冷凝。在WSA 冷凝器底部的酸作為濃硫酸在250 ℃左右時被收集,離開WSA 冷凝器的硫酸進入酸濃縮器的頂部,與來自空氣干燥系統的熱空氣逆流熱交換被輕微加熱。整套設備中,空氣已通過風機被過濾、除濕、增壓,并加熱至290 ℃。濃縮的酸在酸濃縮器底部的磚內襯酸收集器里被收集。通過循環,酸先被冷卻至70 ℃,最后在水冷板式熱交換器中冷卻至40 ℃。WSA裝置的蒸汽由兩臺鍋爐產生,兩者連接到同一個汽包。蒸汽從汽包流經床間冷卻器而過熱[7]。
技術原理見圖3。

圖3 WSA 制酸工藝技術原理
1.3.3 工藝特點
3)催化劑370 ℃開始反應,催化劑使用壽命≥3 年。
5)通過在酸霧控制器里燃燒硅油,產生少量含氧化硅微小粒子,使酸霧可以凝結形成較大的液滴,減少尾氣酸霧的含量。
6)系統內部自熱平衡,部分副產蒸汽可外供。
7)硫酸為強酸,儲存、運輸具有一定風險。
8)WSA 制酸工藝技術是丹麥托普索公司專有技術。
9)國內35 套裝置在運行,主要應用在煉油、焦化廠、煤化工、鋼廠、化肥廠等領域,在天然氣凈化領域無應用。
1.4 生物脫硫工藝
該技術是利用硫黃桿菌將硫化物在常溫、常壓下氧化成元素硫[8],其核心設備是氣升式生物反應器。
1.4.1 工藝原理
H2S 的吸收

氧化生成硫

副反應

1.4.2 工藝流程
酸性氣體進料進入吸收塔,在吸收塔中酸性氣體和生物脫硫溶液逆流接觸以脫除H2S。處理后的氣體離開吸收塔頂部。從吸收塔出來的富含H2S 的溶液通入生物反應器,用鼓風機鼓出的空氣進行再生。再生后的溶液繼續循環進入吸收塔,并有一股氣流送入生物反應器頂部用于破除泡沫。為將系統內硫酸鹽和硫代硫酸鹽的濃度控制在最低水平,一小股物料甩出生物反應器,單體硫從生物溶液中分離出來,進入硫回收裝置。
技術原理見圖4。
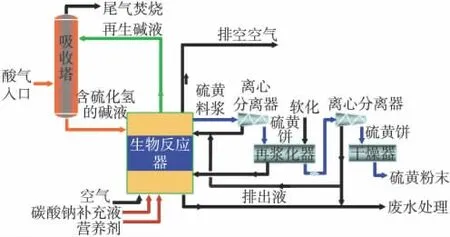
圖4 生物脫硫工藝技術原理
1.4.3 工藝特點:
1)酸氣流量和H2S 含量變化適應范圍寬。
3)加藥工藝簡單。
4)生成硫黃親水性和流程性能好,不存在設備堵塞問題,但品質差,提純難度很大。
5)該技術為國外專利,工藝包和反應器需進口,投資高。
6)國內應用業績少。
1.5 酸氣回注工藝
酸氣回注是國外一種新的酸氣處理工藝[9],通過對酸氣進行增壓、脫水、回注到地層,實現了SO2和CO2零排放。
1.5.1 技術原理及流程
酸氣經分離、計量后進入壓縮機組進行增壓,壓縮機采用6 級增壓,排氣壓力最高25 MPa;4 級增壓后經過空冷器冷卻至50 ℃,然后進入后冷器,酸氣繼續冷卻至40℃后進入三甘醇脫水橇;三甘醇吸收塔脫水后的干酸氣進入到分離器中,分離掉酸氣中攜帶的三甘醇后進入壓縮機5 級增壓入口,進行5 級和6 級增壓,增壓后經過空冷器和后冷卻器冷卻至40 ~45 ℃,進入酸氣輸送管道輸送至回注井注入地層。
技術原理見圖5。
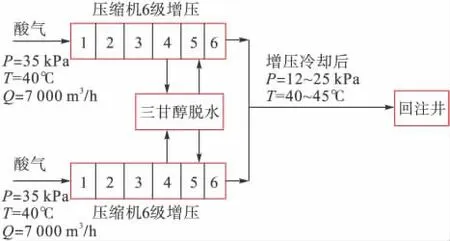
圖5 酸氣回注技術原理
1.5.2 工藝特點
1)酸氣全部注入地層,做到零排放,能夠滿足排放標準,有利于節能減排。
2)酸氣回注系統工藝流程簡單。
3)酸氣回注系統適應范圍大。
4)酸氣經三甘醇脫水,可以有效防止H2S 和CO2電化學腐蝕。
5)工程投資高,且受地質回注層位條件限制。
2 工藝技術對比
由各工藝技術原理和工藝特點的介紹和比較可知:
1)絡合鐵液相氧化脫硫技術和生物脫硫技術總硫回收率可達99.9以上,硫回收率高,但是生產的硫黃質量達不到GB /T 2449.1-2014《工業硫磺 第1 部分:固體產品》合格品(99)的要求,無法銷售,造成大量堆積。
2)國產選擇氧化脫硫工藝能夠滿足目前環保要求,硫黃品質好[4],同時該工藝在國內有成功處理低濃度酸氣經驗,但在天然氣凈化領域尚無應用。
3)WSA 制酸工藝能夠滿足尾氣排放要求,但是2013年中國硫酸行業產能過剩較為明顯(截止2013 年底,硫酸生產能力約1.18 ×108t,國內硫酸消費量僅為8 765 ×104t),同時2013 年國產硫黃557 ×104t,進口1 055 ×104t,硫黃自給率僅35[10],因此高品質的硫黃較硫酸更易銷售。
4)酸氣回注封存可實現SO2和CO2零排放,從長遠的環保角度出發,酸氣回注工藝能夠從根本上解決環保問題,但是受地質條件影響大,投資高,需要從提高酸氣的綜合利用率上繼續開展研究。
3 結束語
在充分考慮靖邊氣田當地環境資源、副產品銷售情況、工藝技術先進性、裝置綜合效益以及推進國產化等因素基礎上,對上述工藝進行綜合對比,確定第四凈化廠酸氣處理選用絡合鐵液相氧化工藝。同時為了提高硫黃品質以便于銷售,為絡合鐵氧化工藝產的粗硫黃設置熔硫提純裝置,經提純后硫黃品質達到合格品要求。目前項目正在建設中,計劃明年裝置建成投產,項目建成后將為國內低濃度酸氣處理技術積累經驗,有利于實現天然氣行業的減排并充分發揮天然氣清潔能源的優勢。
[1]王遇冬.天然氣開發與利用[M]. 北京:中國石化出版社,2011:234-238.Wang Yudong.Natural Gas Development and Utilization[M].Beijing:China Petrochemical Press,2011:234-238.
[2]李 勁,雷 萌,唐 浠.對中低含硫天然氣脫硫技術的認識[J].石油與天然氣化工,2013,42(3):227-233.Li Jin,Lei Meng,Tang Xi. Understanding of Desulfurization Technologies for Medium and Low H2S-Bearing Natural Gas[J].Chemical Engineering of Oil & Gas,2013,42(3):227-233.
[3]劉宏偉,徐西娥.LO-CAT 硫黃回收技術在煉廠硫磺回收裝置中的應用[J]. 石油與天然氣化工,2009,38(4):322-326.Liu Hongwei,Xu Xi'e.Application of LO-CAT Sulfur Recovery Technology in Refinery Sulfur Recovery Facility[J]. Chemical Engineering of Oil & Gas,2009,38(4):322-326.
[4]李 玥,崔 虎,李亞飛,等.LO-CAT 與Clinsulf-Do 硫黃回收工藝的應用比較[J].石油化工應用,2013,32(10):93-96.Li Yue,Cui Hu,Li Yafei,et al. Comparison of LO-CAT and Clinsulf-Do Sulfur Recovery Process [J]. Petrochemical Industry Application,2013,32(10):93-96.
[5]楊彥偉,許榮德,王中剛,等. 選擇性氧化硫化氫成為元素硫的催化劑及反應工藝:中國,101380582[P].2009-03-11.Yang Yanwei,Xu Rongde,Wang Zhonggang,et al. Selective Oxidation of Hydrogen Sulfide into Elemental Sulfur Catalysts and Reaction Process:China,101380582[P].2009-03-11.
[6]孫雙紅,杜亞民.低濃度酸性氣處理新技術的應用[J].大氮肥,2011,34(4):286-288.Sun Shuanghong,Du Yamin.Application of New Technology to Treatment of Low-Concentrated Acidic Gas[J]. Large Scale Nitrogenous Fertilizer Industry,2011,34(4):286-288.
[7]李 論,金 萍,王興飛. WSA 制酸工藝及在生產中的應用[J].燃料與化工,2010,41(6):44-46.Li Lun,Jin Ping,Wang Xingfei. WSA Acid Making Process and Its Application in Production[J]. Fuel & Chemical Processes,2010,41(6):44-46.
[8]徐 波.何金龍,黃黎明,等.天然氣生物脫硫技術及其研究進展[J].天然氣工業,2013,33(1):116-121.Xu Bo,He Jinlong,Huang Liming,et al. Biodesulfurization in Natural Gas Sweetening Process and Its Research Progress[J].Natural Gas Industry,2013,33(1):116-121.
[9]John J.Carroll,Shouxi Wang,湯 林.酸氣回注—酸氣處理的另一途徑[J].天然氣工業,2009,29(10):96-100.John J. Carroll,Shouxi Wang,Tang Lin. Acid Gas Injection:Another Approach of Acid Gas Treatment[J].Natural Gas Industry,2009,29(10):96-100.
[10]廖康程.我國硫酸行業形勢和展望[N]. 中國農資,2014-03-19(11).Liao Kangcheng. Situation and Outlook of China's Sulfuric Acid Industry[N]. China Agri-production News,2014-03-19(11).
猜你喜歡
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
石油石化綠色低碳(2019年6期)2019-02-13 09:39:01
石油石化綠色低碳(2019年6期)2019-01-14 01:16:22
浙江大學學報(工學版)(2016年11期)2016-06-05 09:21:04
Coco薇(2016年2期)2016-03-22 02:45:06
中國資源綜合利用(2016年4期)2016-01-22 08:27:23
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
應用化工(2014年3期)2014-08-16 13:23:50