空心銅銀導線制備工藝的研制開發*
2015-01-02 02:40:49韓波文姍朱新德
山東冶金 2015年3期
關鍵詞:工藝
韓波,文姍,朱新德
(1山東大學材料科學與工程學院,山東濟南 250061;2濟南寶世達實業發展有限公司,山東濟南 250061)
生產技術
空心銅銀導線制備工藝的研制開發*
韓波1,2,文姍1,朱新德1
(1山東大學材料科學與工程學院,山東濟南 250061;2濟南寶世達實業發展有限公司,山東濟南 250061)
根據汽輪發電機轉子繞組線材的工況特點及性能要求,采用銅銀合金并加入微量稀土元素凈化并改善合金性能,通過熔鑄→擠壓→拉拔→退火→拉拔→退火→拉拔工序,開發了不等壁厚空心矩形銅銀合金導線。產品抗拉強度≮300 MPa,屈服強度≮250 MPa,斷后伸長率5%,布氏硬度≮85;20℃時最小電導率56 m/(Ω·mm2);加熱到300℃保溫1 h后,布氏硬度最大減少10%,熱穩定性好。
銅銀導線;熔鑄;擠壓;拉拔;力學性能;熱穩定性
1 前言
銅銀空心導線是制造風冷式汽輪發電機轉子繞組線的關鍵材料,在磁場中以2 000 r/min的轉速切割磁力線產生電流,工作溫度達200℃以上,不僅要求組線材料具有較高的導電率和良好的力學性能,而且還需要具有高溫抗蠕變性能[1]。因此,選擇品質優良的轉子繞組用銅銀空心導線,是發電機設計和制造中的一個重要內容。
純銅的抗軟化溫度低,耐熱性能差,強度低,特別是高溫強度低。雖然通過冷加工(軋制、擠壓、鍛造、拉拔)可使純銅的強度達到400 MPa,但冷加工獲得的較高強度會因自然時效作用軟化,其強度很難長久保持。采用合金化提高銅合金的力學性能,特別是抗軟化性能,是當前銅合金研究的主要方向之一[2]。
影響銅導電率的各元素中,銀對銅導電率的影響最小[3]。加入合金元素銀后,其高溫機械性能顯著提高,軟化溫度可提高到350℃以上。在銅銀熔液中加入微量稀土,銅銀合金導線的各項性能得到很大改善,不僅能去除銅液中的雜質,而且對銅銀合金起到細化晶粒作用。本研究探討銅銀空心導線的關鍵制備工藝和環節。
2 空心導線的制備工藝
空心導線的加工步驟,依次包括熔鑄、擠壓、鏈拉以及拉拔過程的中間熱處理工序等。具體的流程為“熔鑄→擠壓→拉拔→退火→拉拔→退火→拉拔”,其中擠壓工序為制造產品的關鍵階段,在保證提高成材率的前提下提供合格的坯料;退火工序主要是為保證產品的力學性能、導電性能、晶粒度,并消除拉拔過程中產生的加工硬化;產品尺寸公差、表面粗糙度等靠拉拔工序來保證。
2.1 合金熔煉
熔煉銅銀合金所需的原料主要為陰極銅板和銀粒,其中銅純度99.99%以上,雜質含量≯0.01%,銅板表面及邊緣不得有花瓣狀或樹枝狀的顆粒。采用1.5 t的半連續熔煉爐,首先將陰極銅板完全熔化后,添加約0.1%(重量百分比)顆粒狀的單質銀以及相應比例的稀土合金,并且使合金熔煉溫度保持在1 180~1 200℃。為了保溫、隔絕空氣和防止氧化,在銅液表面覆蓋10~20 cm厚的木炭。銅銀合金出爐溫度控制在1 200℃左右,熔煉時間約2~3 h。
研究表明,稀土的加入量以0.08%為宜。當稀土含量<0.02%時,稀土主要起凈化作用,減少雜質對電子的散射,從而降低銅的電阻率;隨稀土含量增多,對銅晶粒細化作用增強,使銅晶界增多,對電子的散射作用增強,因而使銅的電阻率增大;當稀土含量超過0.08%時,由于稀土殘留量過多,在銅銀合金中形成不均勻分布的大塊狀稀土金屬間化合物,使合金的電阻率增大,導電性下降[4]。
2.2 擠壓工序
采用1 800 t臥式雙動水封式擠壓機進行空心導線的擠壓,設備主要由擠壓墊、穿孔針和擠壓模具組成。擠壓過程中,首先將銅錠墩粗,然后通過穿孔針打孔(根據壁厚不同采用不同的穿孔針)。為了保證產品的表面質量,需要進行脫皮擠壓,所以擠壓墊和擠壓筒之間保持2 mm的間隙;銅錠加熱溫度800~850℃;擠壓壓力20 MPa。從擠壓筒中出來的工件進入水封,水封是通過噴水在工件上方形成一層水膜,使工件隔絕空氣,防止氧化。其中,擠壓模尺寸為49.2 mm×43.8 mm,穿孔針的尺寸為Φ35 mm。本工藝制成的銅銀導線截面是一種不等壁厚的空心矩形,橫截面短邊厚度是長邊厚度1.5~3倍。擠壓溫度控制在(910±5)℃。
2.3 拉拔及中間熱處理
拉拔工藝過程在10 t液壓拉拔機上完成,生產中進行5道次拉伸,除一道次采用空拉外,其余4道次的拉拔均采用固定芯頭拉伸,且每道次的變形量均保持在20%左右。拉拔的工藝流程及變形參數為:過渡拉伸(模具44 mm×25 mm)→2次拉伸(外模41 mm×20.4 mm,芯球28.8 mm×12.8 mm)→3次拉伸(外模39 mm×15.7 mm,芯球27.6 mm×9.5 mm)→4次拉伸(外模37.2 mm×12.4 mm,芯球26.4 mm×7.2 mm)→5次拉伸(外模35.4 mm×9.3 mm,芯球25.2 mm×5.3 mm)。
每兩次拉伸后在臥式真空爐中進行真空退火處理,避免氧化退火后酸洗造成表面質量不佳[5]。在拉伸前要進行制頭處理,然后在拉伸模中進行一道空拉。再結晶退火處理工藝為:二道次拉伸后退火,加熱到520℃并保溫1.5 h,隨爐冷卻;4道次拉伸后退火,加熱到400℃并保溫1 h,隨爐冷卻。
3 空心導線的成分、性能和規格
制備出的銅銀空心導線化學成分:銀含量為0.08%~0.12%,磷含量為0.001%~0.007%,其余為銅,允許導線的不純度最大為0.05%。
導線的力學性能:抗拉強度≮300 MPa,屈服強度≮250 MPa,斷后伸長率為5%,布氏硬度≮85。物理性能:20℃時電導率最小為56 m/(Ω·mm2),比重為8 940 kg/mm2。熱穩定性:加熱到300℃保溫1 h后,布氏硬度最大減少10%。
產品外形和尺寸:成品導線必須平直,且端面與導線垂直,剖面為方形,沒有毛刺,長度公差為±5 mm。翹度:在縱向方向上,無論是寬邊還是窄邊,在1 m長的范圍內不得超過0.5 mm的偏差。扭度:側面扭度每米不超過0.5 mm的偏差。常見的空心銅導線截面示意圖見圖1。
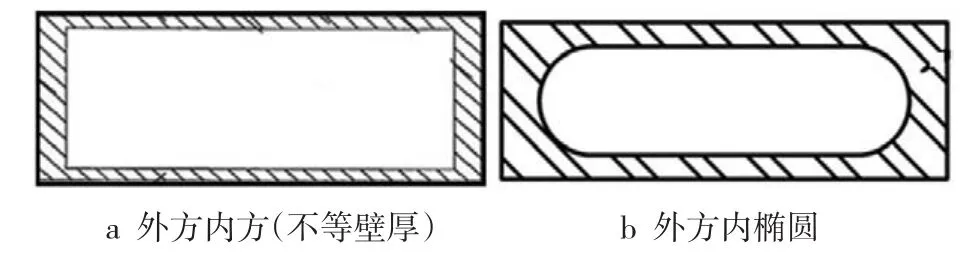
圖1 兩種不同截面形狀的空心銅導線示意圖
4 結語
銅銀空心導線的生產工藝為“鑄錠→擠壓→拉拔→退火→拉拔”,根據現有的生產工藝已經進行了批量化生產,制成的轉子繞組已在發電機中穩定運行,而且成品質量也得到了使用者的肯定。由于銅銀空心導線實際生產中,擠壓工序采用半連續擠壓機,相對于鑄造、拉拔工序,擠壓工序的成材率較低,這對導線總的成材率影響很大。因此優化擠壓工藝是銅銀空心導線生產的關鍵。稀土合金有凈化和改善導線性能的作用,稀土合金的加入種類與加入量是決定鑄坯質量的重要因素;優化拉伸過程的中間退火可以消除加工硬化并提高塑性,有利于后續變形。
[1]呂殿泉.空心導線的拉制技術[J].電線電纜,1989(4):53-54. [2]李來軍.連續定向凝固技術制備Cu-Ag、Cu-Cr合金線材及其組織和性能的研究[D].蘭州:蘭州理工大學,2004.
[3]肖世玲.Cu-Ag-Zr合金組織與性能[D].長沙:中南大學,2004.
[4]仲偉深,孫躍軍,張偉強,等.提高銅銀合金電氣化鐵路接觸線導電性途徑的研究[J].鑄造,2001,50(10):611-613.
[5]王宏君,于丙宏.紫銅空心導線成型工藝研制[J].中國高新技術企業,2013(11):35-37.
Molding Process of Silver Copper Hollow Conductor
HAN Bo1,2,WEN Shan1,ZHU Xinde1
(1 School of Material Science and Engineering,Shandong University,Jinan 250061,China; 2 Jinan Baoshida Industrial Development Co.,Ltd.,Jinan 250061,China)
According to the working characteristics and performance of the steam turbine generator rotor winding wire,using copper silver alloy and adding trace rare earth elements to purify and improve alloy properties,different wall thickness rectangular hollow copper silver alloy wires was developed by means of casting,extrusion,drawing,annealing,drawing,annealing and drawing process. As product,tensile strength≮300 MPa,yield strength≮250 MPa,break elongation is 5 percent,Brinell hardness≮85.The minimum conductivity was 56 m/(Ω·mm2)at room temperature.When it was heated to 300℃and kept heating one hour,its Brinell hardness decreased by 10%and has good thermal stability.
silver copper wire;casting;extrusion;drawing;mechanical property;thermal stability
TG146.1;TG356
B
1004-4620(2015)03-0018-02
2015-04-29
*山東省自主創新重大專項項目(2013CXB60201);山東省科技攻關項目(2014GGX102003)。
韓波,男,1980年生,2003年畢業于濟南大學機械學院機械設計及自動化專業。現為濟南寶世達實業發展有限公司技術部經理,山東大學材料科學與工程學院工程材料專業在職在讀工程碩士,從事銅及銅合金加工等工作。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52